Заточные станки, в которых применены шпиндельные шлифовальные головки, каретки для пил и механизм автоматической алмазной правки шлифовального круга, известны.
Описываемый станок отличается от известных тем, что механизм автоматической алмазной правки установлен на шпиндельной головке н состоит: из штока со скошенным пазом, несуш:его на переднем конце алмазную державку; рычажной подпружиненной нередачи, сообш,а1ощей штоку возвратно-поступательное движение и одновременно от взаимодействия пальца корпуса со скошенным пазом штока- вращательное движение; распределительного валика с кулачками, сообщающего качательное движение рычажно-нодпружиненной передаче; механизма микрометрического перемещения штока на шлифовальный круг, состоящего из храпового колеса, собачки и микрометрического винта.
Эти конструктивные отличия позволяют использовать алмазную правку и в заточных станках с качающейся шпиндельной головкой и с неподвижной кареткой для пил.
Чтобы обеспечить возможность периодической правки, распределительный валик снабжен храновым механизмом с рукояткой, выводящей его из зацепления с собачкой.
державки к шлифовальному кругу и отвода от него, корпус штока снабжен винтом, регулируемым от рукоятки через пару конических шестерен, и конечным выключателем, после соприкосновения с которым одного из плеч рычажной передачи штока последняя отходит от кулачка распределительного валика и вьь ключает механизм алмазной правки.
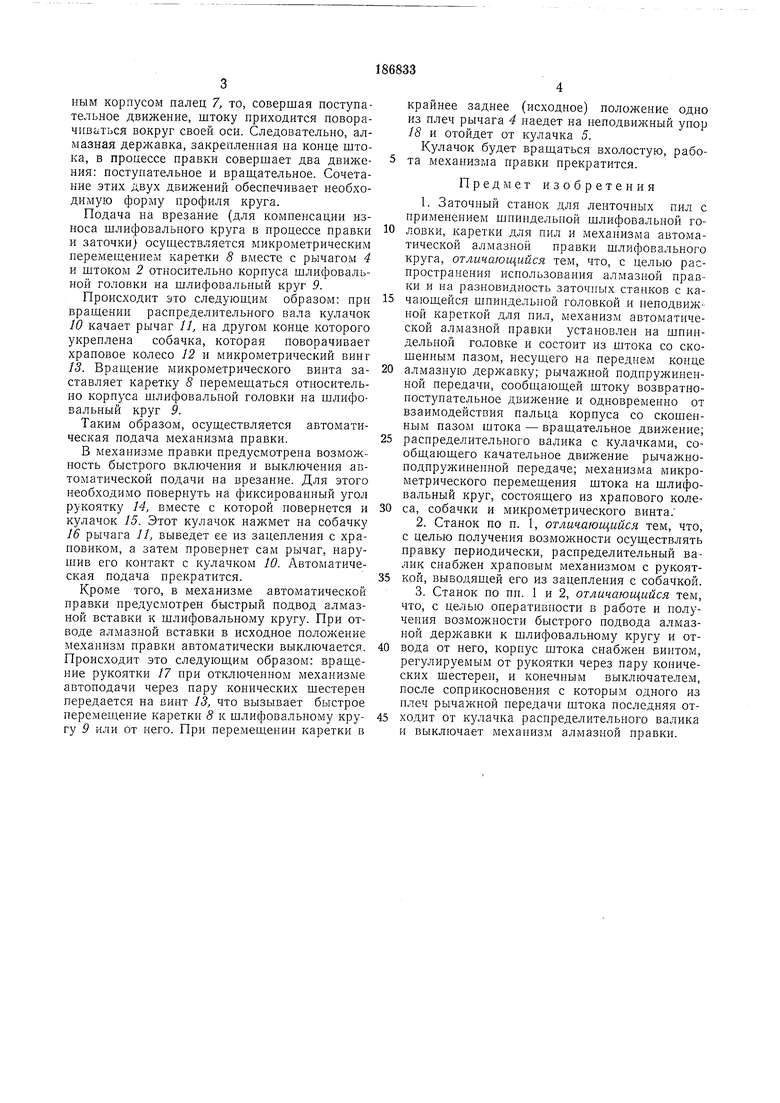
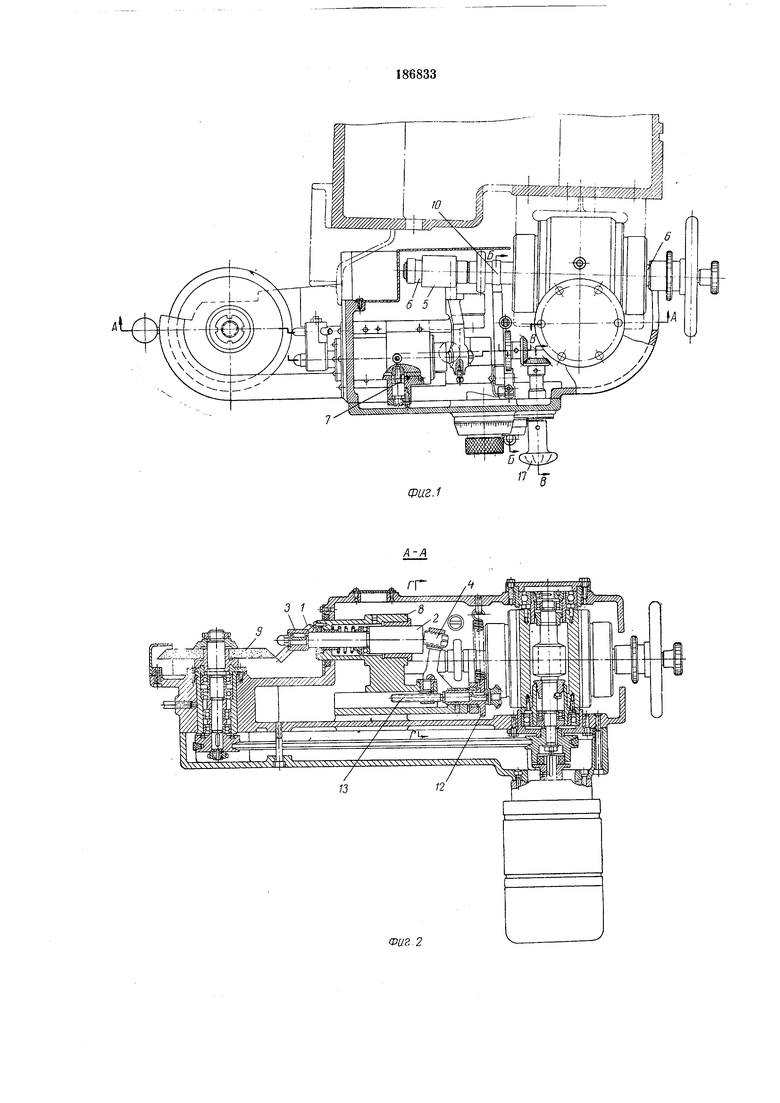
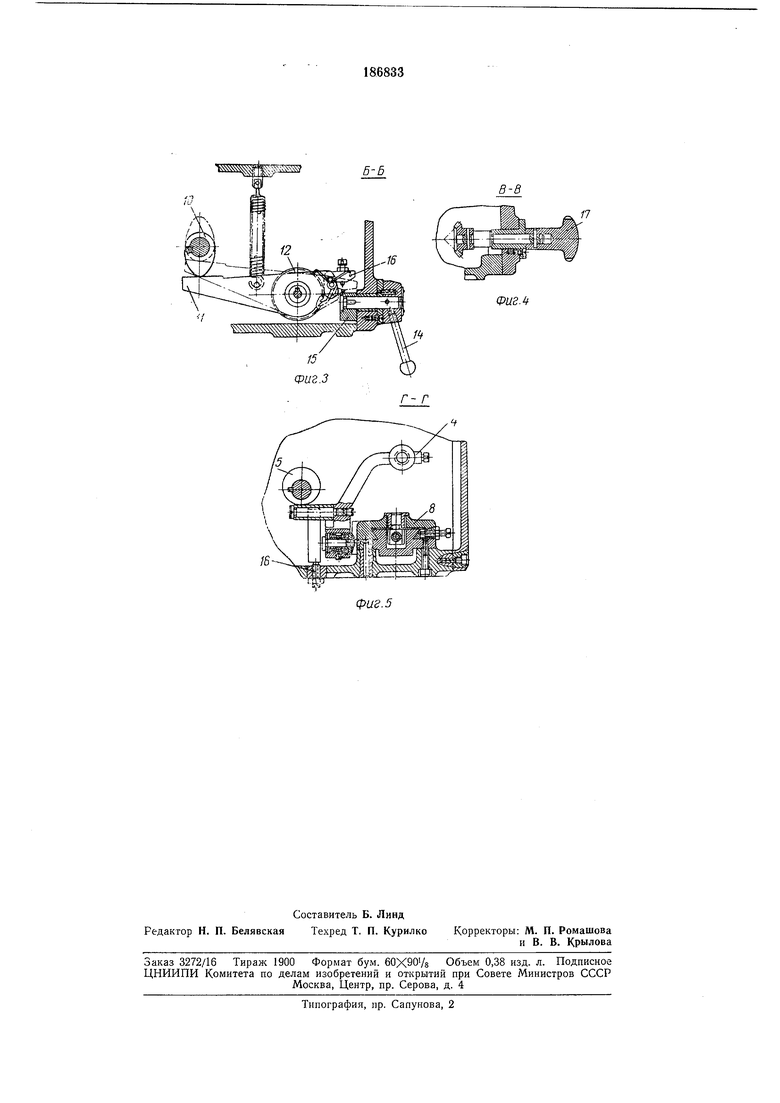
На фиг. 1 изображена шлифовальная головка описываемого станка; на фиг. 2 - то же, разрез по А-А на фиг. 1; на фиг. 3 - разрез по Б-Б на фиг. 1; на фиг. 4 - разрез по на фиг. 1; на фиг. 5 - разрез по Г-Г на фиг. 2.
Алмазная вставка 1 закреплена на выступающем конце штока 2, в державке 3. В другой )сонец этого штока упирается одно из плеч рычага 4. Второе плечо этого рычага касается кулачка 5, сидящего на распределительном валу 6.
При вращении распределительного вала кулачок 5 сообщает качательные движения рычагу 4, который, в свою очередь, сообщает Г503Братно-поступательное движение щтоку с
алмазной державкой (возврат происходит под /лействием пружины, которая осуществляет силовое замыкаиие в системе щток-рычаг-кулачок). Так как в теле щтока имеется скошенный
ным корпусом палец 7, то, совершая поступательное движение, штоку приходится поворачиваться вокруг своей оси. Следовательно, алмазная державка, закрепленная на конце штока, в процессе правки совершает два движения: поступательное и враш,ательное. Сочетание этих двух движений обеспечивает необходимую форму профиля круга.
Подача иа врезание (для компенсации изпоса шлифовального круга в процессе правки и заточки) осуш,ествляется микрометрическим перемещением каретки 5 вместе с рычагом 4 и штоком 2 относительно корпуса шлифовальной головки на шлифовальный круг 9.
Происходит это следуюш;им образом: при врашении распределительного вала кулачок 10 качает рычаг 11, на другом конце которого укреплена собачка, которая поворачивает храповое колесо 12 и микрометрический винт 13. Враихение микрометрического винта заставляет каретку 8 перемешаться относительно корпуса шлифовальной головки на шлифовальный круг Р.
Таким образом, осуш,ествляется автоматическая подача механизма правки.
В механизме правки предусмотрена возможность быстрого включения и выключения автоматической подачи на врезание. Для этого необходимо повернуть на фиксироваиный угол рукоятку 14, вместе с которой повернется и кулачок 15. Этот кулачок нажмет на собачку 16 рычага 11, выведет ее из зацепления с храповиком, а затем провернет сам рычаг, нарушив его контакт с кулачком 10. Автоматическая подача прекратится.
Кроме того, в механизме автоматической правки предусмотрен быстрый подвод алмазной вставки к шлифовальному кругу. При отводе алмазной вставки в исходное полол :ение механизм правки автоматически выключается. Происходит это следуюш;им образом: враш,ение рукоятки П при отключенном механизме автоподачи через пару конических шестерен передается на винт 13, что вызывает быстрое перемещение каретки 8 к шлифовальному кругу 9 или от него. При перемещении каретки в
крайнее заднее (исходное) положение одно из плеч рычага 4 наедет на неподвижный упор 18 и отойдет от кулачка 5.
Кулачок будет вращаться вхолостую, работа механизма правки прекратится.
Предмет изобретения
1.Заточный станок для лепточных пил с применением шпиндельной шлифовальной головки, каретки для пил и механизма автоматической алмазной правки шлифовального круга, отличающийся тем, что, с целью распространения использования алмазной правки и на разновидность заточных стапков с качающейся шпиндельной головкой и неподвижной кареткой для пил, механизм автоматической алмазной правки установлен на шпипдельпой головке и состоит из штока со скошенным пазом, несущего на переднем конце
алмазную державку; рычал ной подпружиненной передачи, сообщающей щтоку возвратноноступательное движение и одновременно от взаимодействия пальца корпуса со скошенным пазом штока - вращательное движение;
распределительного валика с кулачками, сообщающего качательное движение рычажноподпружиненпой передаче; механизма микрометрического перемещения штока на шлифовальный круг, состоящего из храпового колеса, собачки и микрометрического винта.
2.Станок по п. 1, отличающийся тем, что, с целью получения возможности осуществлять правку периодически, распределительный валик снабжен храповым механизмом с рукояткой, выводяшей его из зацепления с собачкой.
3.Станок по пп. 1 и 2, отличающийся тем, что, с целью оперативпости в работе и получения возможности быстрого подвода алмазной державки к шлифовальному кругу и отвода от него, корпус щтока снабжен винтом, регулируемым от рукоятки через пару конических щестерен, и конечным выключателем, после соприкосновения с которым одного из плеч рычажной передачи щтока последняя отходит от кулачка распределительного валика и выключает механизм алмазной правки.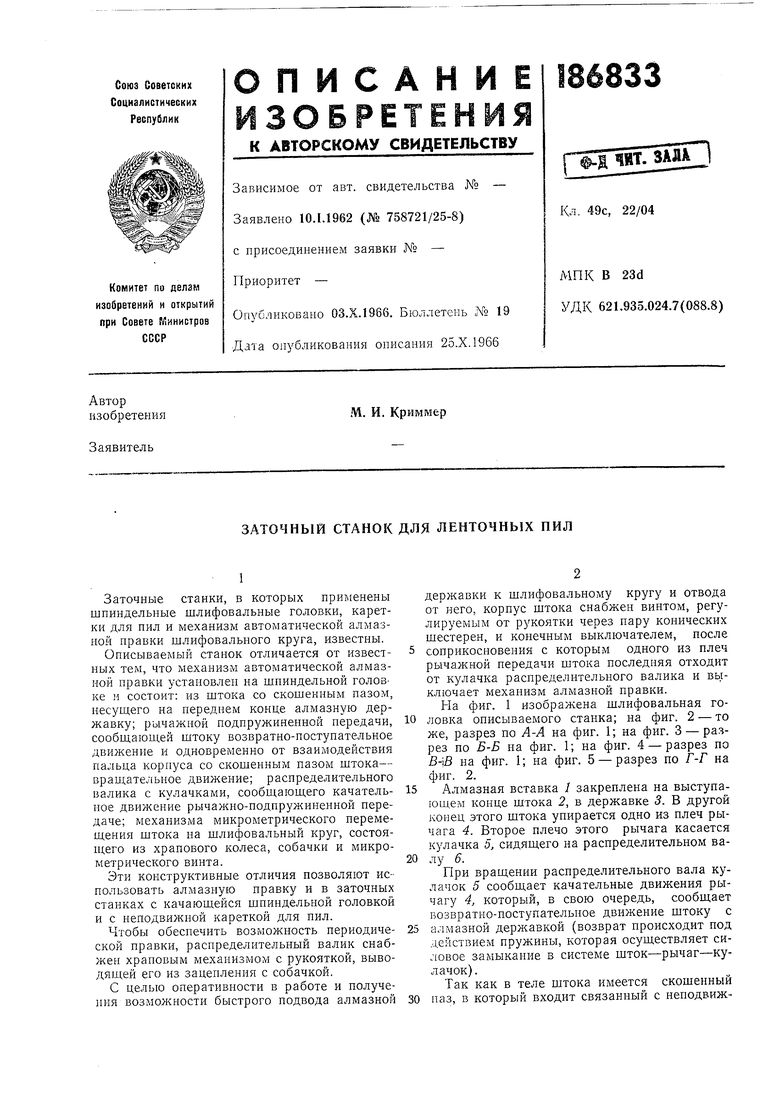
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для профильной заточки пил | 1979 |
|
SU803257A1 |
| Устройство для заточки диффузионных ножей | 1975 |
|
SU740480A1 |
| АБРАЗИВНО-ОТРЕЗНОЙ ПОЛУАВТОМАТ | 1971 |
|
SU306689A1 |
| Автомат для заточки сверл | 1955 |
|
SU117642A1 |
| АВТОМАТ ДЛЯ ЗАТОЧКИ СПИРАЛЬНЫХ СВЕРЛ | 1971 |
|
SU305040A1 |
| Станок для профильной заточки пил | 1985 |
|
SU1305975A2 |
| Станок для шлифования зубцов джино-линтерных пил | 1938 |
|
SU56888A1 |
| Станок для профильной заточки пил | 1988 |
|
SU1703307A1 |
| АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ОДНОВРЕМЕННОГО | 1968 |
|
SU231330A1 |
| Полуавтомат для заточки многолезвийного инструмента с прямыми и винтовыми стружечными канавками | 1968 |
|
SU300047A1 |
В-8
