(54) МАНИПУЛЯТОР ДЛЯ СВАРКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Манипулятор для сварки | 1979 |
|
SU852479A1 |
| Манипулятор для сварки | 1977 |
|
SU621517A1 |
| Сварочный манипулятор | 1981 |
|
SU1100067A1 |
| Манипулятор для сварки | 1981 |
|
SU996151A1 |
| Манипулятор | 1980 |
|
SU872149A1 |
| Устройство для автоматической сварки неповоротных стыков труб | 1985 |
|
SU1308442A1 |
| Многопозиционный манипулятор | 1981 |
|
SU1031690A1 |
| Устройство для наружной очистки длинномерных цилиндрических изделий | 1983 |
|
SU1158254A1 |
| Устройство для балансировки вращающихся масс | 1976 |
|
SU575527A1 |
| Станок для гибки уголковых рам | 1980 |
|
SU927369A1 |
Г
Изобретение относится к области сварки, в частности к манипуляторам для установки изделий в удобное для сварки положение и поворота его со скоростью сварки в процессе сварки круговых швов.
Известен манипулятор для сварки, содержащий станину с планшайбой, привод наклона и прюзод вращения планшайбы с блоком управления направлением вращения и блоком У1фавления скоростью вращения планшайбы, снабженным тиристорным блоком управления прямым направлением врашения планшайбы.
Однако для предотвращения самопроизвольного, под действием дисбаланса изделия, изменения скорости вращення плашиайбы привод ее врашения снабжен самотормозящей червячной передачей, что значительно снижает коэффицнент полезного действия гфивода рашения и усложняет конструкцию.
Наиболее близким по технической сущности и достигаемому результату является манипулятор для сварки, содержащий планшайбу, привод вращения плашиайбы, схему его управления с блоком управления скоростью вращения планшайбы, а также с ;Тиристорным блоком угфавления прямым направлением вращения планшайбы и параллельно с ним соединенным тиристорным блоком управления обратным направлением вращения планшайбы.
Недостатком описанного машшулятора является то, что между моментом выключения тиристорного блока прямого направления врашения и моментом включения тиристорного блока обратного направления вращения протекает время, в течение которого скорость электродветателя увеличивается под действием дисбаланса изделия, в результате чего понижается стабильность скорости сварки, что особенно проявляется при высоких скоростях сварки больших диаметров круговых швов.
Целью изобретешш является noBbimeHiie стабильности скорости вращения планшайбы.
С этой целью в схему управления приводом вращения планшайбы введен блок управления напряжением тиристорных блоков, при этом вход этого блока подключен к выходу блока управления скоростью вращения гшакшайбы, а выход подключен к тиристорному блоку
управления гфямым направлением вращения планшайбы и к тиристориому блоку управления обратным направлением вращения планшайбы.
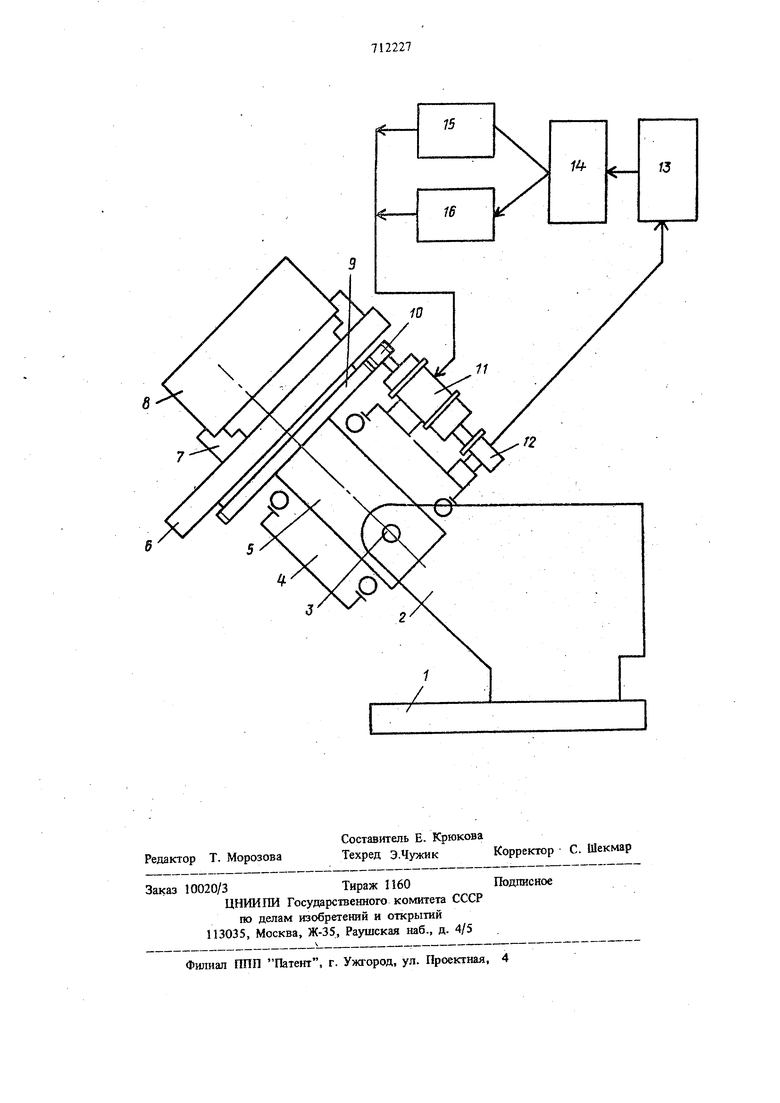
. На чертеже изображен преддожеггаый матшпулятор для сварки.
Манищлятор для сварки содержит установленные на стшшне 1 стойки 2, на оси 3 которь1х смонтирован повороттлй корпус 4, сггабженный подшипниками..
В подшипниках 4 смонтирован вал 5 планшайбы 6, оснащенной зажимами 7 для изделия 8 и шестерней 9, взаимодействующей с шестерней 10 11р1геода 11 вращения планшайбы.
Привод 11 вращения планшайбы оснащен схемой его управлеютя и тахогеиератором 12
Схема управления приводом вращения планшайбы содержит блок 13 управления скоростью вращения планшайбы, подключегшый к его выходу блок 14 управления напряжением тиристор1П11х блоков, а также подключенные к выходу блока 14 и параллельно соединенны между собой тиристорный блок 15 управления прямым направлением вращения планшайбы и тиристорный блок 16 управле1шя обратным направле1шем йращеюш планшайбы. , , Ма шпулятор работает следующим образом.
Блоком 13 управления скоростью вращения планигайбы задают необходимую скорость
вращения планшайбы 6. При отсутствии шсбаланса изделия блок 13 управления скоростью вращения планшайбы, сравнивая заданное значение скорости с напряжением тахогенератора 12, вырабатывает сигнал, который поступая
в блок 14 управления напряжеююм тиристорны блоков, вырабатьшает-в последнем два уровня напряжения, открывающие оба тиристорных блока 15 и 16, причем один из блоков, например блок 15, открыт в больщей степеш, чем другой, а результирующее напряжешь, полу- чаемое суммой напряжений обоих блоков, огфеделяет прямое направле1ше враще1шя со скоростью сварки.
При наличии дисбаланса изделия нагрузка н привод 11 вращения изменяется щгклически
и может достет1сугь отрицательHoii величины, т.е. вращение передается не от привода вращения планшайбе, а наоборот от планшайбы с изделием к . При этом скорость вращения увели швается и блок 13 управления скоростью вращения плагалайбы вырабатьшает новое значение сигнала, который приводит к изменершю уровней напряжения, вырабатываем в блоке 13 управлевдя напряжением тиристоршлх блоков. Эти уровни напряжений, соответстеенно поступая в оба тиристорных блока, приводят к тому, что блок 15 управления прямым направлением врашеютя планшайбы открыт в меньшей степени, чем блок 16 управления обратным направлением вращения планшайбы, а результирующее напряжение, питающее электродвигатель, изменяет свой и привод вращения плашпайбы переходит в тормозной режим. Переход от двигательного режима к тормозному проходит плавно, вследствие чего повьпшется стабильность скорости сварки при дисбалансе изделия.
Формула изобретения
Ма1П01улятор для сварки, содержащий планшайбу, пргшод вращения 1та1Ш1айбы, схему его управле1шя с блоком управления скоростью вращения Го1а ппайбы, а также с тиристорным блоком управления прямым направлением вращения планшайбы к параллельно с ним соедине1шым тиристортатм блоком управления обратным паг1равлеш1ем вращения планшайбы, отличающийся тем, что, с целью повьштенш стабильности скорости вращения планщайбы, в схему управлегшя приводом враще1шя плашпайбы введен блок управления напряже1шем тиристор шх блоков, при этом вход этого блока подключен к выходу блока управления скоростью вращения планшайбы, а выход подключен к тиристорпому блоку управления прямым направлением враще1шя плашпайбы, и к тиристорному блоку управле1ШЯ обратным направлешшм вращения планшшгбы.
