1
Изобретение относится к области машиностроения и может быть применено при обработке профильных деталей, например, глобоидных червячных фрез и червяков.
Известен способ правки шлифовального круга, имеющего профиль в виде дуги, алмазом, которому сообщают перемещение по круговой траектории вокруг оси, расположенной под углом к осевой плоскости круга 1.
Этот способ не обеспечивает повышенной точности профиля при правке конических кругов.
Целью изобретения является повышение точности правки профиля круга.
Эта цель достигается тем, что ось круговой траектории алмаза располагают в плоскости, перпендикулярной к хорде, стягивающей концы дуги профиля круга.
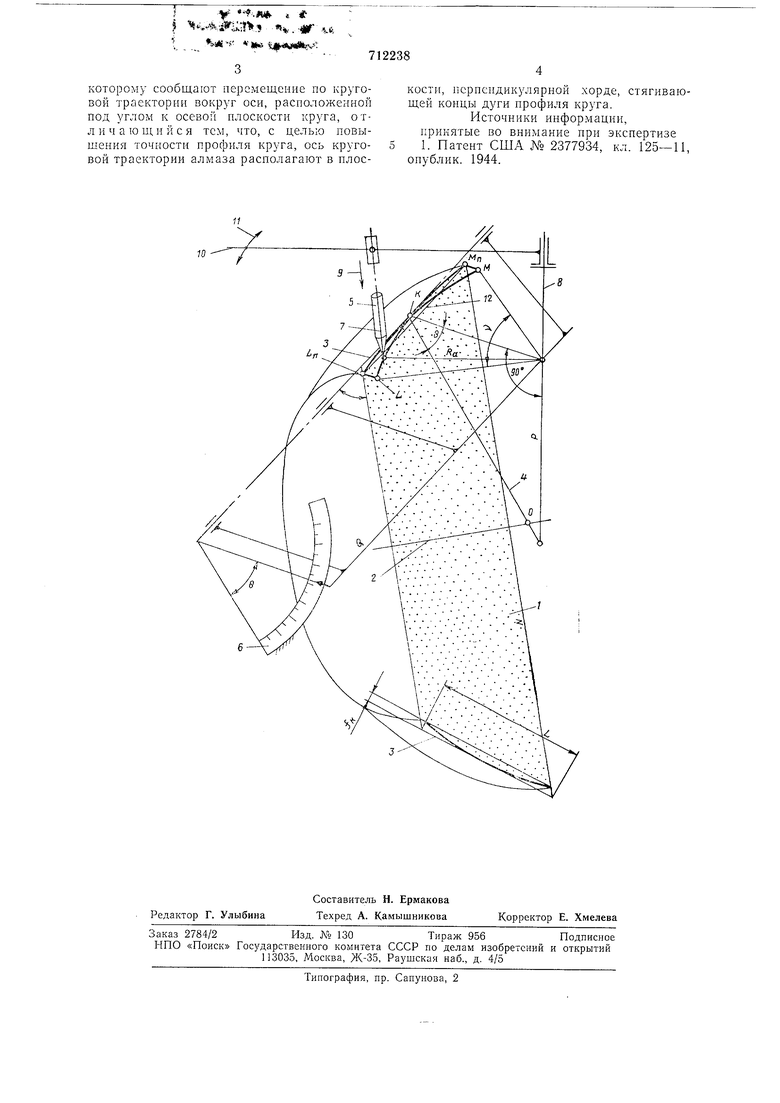
На чертеже изображена схема правки по предлагаемому способу.
Правку шлифовального круга 1, вращающегося вокруг собственной оси 2, имеющего образующую профиля в среде дуги 3, через центр которой проходит нормаль 4, осуществляют алмазом 5, вершину которого перемещают в плоскости Q, развернутой на угол в по отношению к осевой плоскости N круга 1. Требуемый угол может быть установлен, например, по шкале 6. Подачу
алмаза 5 на глубину осуществляют в направлении осевой линии 7. Рабочее перемещение алмаза осуществляют по круговой траектори вокруг оси 8, проходящей под углом к осевой плоскости Л круга 1 перпендикулярно к плоскости Q. Таким образом алмаз 5 перемещают на глубину по стрелке 9, а по круговой траектории путем разворота линии связи 10 по стрелке 11. При этом плоскость Р, проходящую по оси 8, располагают перпендикулярно к хорде 12, стягивающей концы /-„ и М„ дуги 3 профиля круга 1 в ее середине /(. Перемещение алмаза по круговой траектории на участке дуги LAl, соответствующей углу v, обеспечивает при радиусе траектории, равном Ra, и длине хорды / стрелку прогиба fi; дуги профиля круга, которая может быть определена по зависимости
,./2 cos в
Благодаря предлагаемому приему правки достигается повыщенная точность профиля шлифовального круга и, следовательно, повыщается точность изготовления деталей.
Формула изобретения
Способ правки шлифовального круга, имеюиюго профиль в виде дуги, алмазом.
iу f.i4 «
I . %.-«r4fe
, -«
которому сообщают перемещение по круговой траектории вокруг оси, раеположеиной под углом к осевой плоскости круга, отличающийся тем, что, с целью повыщения точности профиля круга, ось круговой траектории алмаза располагают в илос712238
кости, перпеидикулярной хорде, стягивающей коицы дуги профиля круга.
Источники информации, принятые во виимание при экспертизе 1. Патент США № 2377934, кл. 125-11, оиублик. 1944.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ правки шлифовального круга | 1989 |
|
SU1689049A1 |
| СПОСОБ ПРАВКИ ШЛИФОВАЛЬНОГО КРУГА | 1967 |
|
SU194579A1 |
| Способ правки фасонного шлифовального круга | 1988 |
|
SU1646818A1 |
| СПОСОБ ПРАВКИ АБРАЗИВНОГО КРУГА | 2013 |
|
RU2538519C2 |
| Способ шлифования поверхности детали с профилем в виде дуги окружности | 1978 |
|
SU772822A1 |
| Станок для шлифования сферических торцов конических роликов | 1971 |
|
SU337237A1 |
| МЕХАНИЗМ ПРАВКИ ШЛИФОВАЛЬНОГО КРУГА | 1973 |
|
SU368998A1 |
| Способ правки шлифовального кругапО дугЕ ОКРужНОСТи | 1979 |
|
SU818840A1 |
| Способ установки вершины алмаза | 1980 |
|
SU1136932A1 |
| Устройство для правки чашечного круга зубошлифовального станка | 1980 |
|
SU921825A1 |
