Изобретение относится к нереработке полимерных материалов, в частности к агрегатам для производства рукавной пленки из термопластов, и является усовершенствованием изобретения по авт. св. № 597560, содержащего корпус экструзионной головки с с расположенным в нем дорном, охлаждающее кольцо и магнитный узел, выполненный в виде образующих между собой зазор для прохода заготовки изделия двух кольцевых постоянных магнитов с полюсами по торцам, один из которых установлен на охлаждающем кольце, а второй смонтирован на корпусе экструзионной головки, при этом противолежащие полюса магнитов выполнены разноименными. Известное устройство малоэффективно в работе. . При перемещении расплава заготовки изделия - рукава в зазоре между магнитами, рукав дважды пересекает противоположно направленные магнитные поля в зоне кристаллизации. Тем самым вызывается нестабильная ориентация кристаллов расплава при прохождении разнонаправленных магнитных полей, что снижает прочность изделия. Целью изобретения является повыщение прочности изделий за счет обеспечения стабильности ориентации кристаллов расплава термопласта. Цель достигается благодаря тому, что постоянные магниты выполнены конусообразными с сближенными верхними разноименными полюсами и соединены нижними торцевыми полюсами с корпусом экструзионной головки один - посредством кольца и второй - посредством стакана из паромагнитного материала, которыми снабжено устройство. Верхние разноименные полюса магнитов образуют кольцевую щель для прохода рукава пленки. А нижние полюса, за счет конусности магнитов, удалены от движущегося рукава, и нижний полюс внещлего магнита в охлаждающем кольце замкнут кольцом на корпус головки, а второй внутренний магнит прикреплен нижним торцем к стакану, который скользяще входит в дорн и прикреплен к щтоку его подъема. Таким образом, магнитное поле между нижними полюсами магнитов постоянно замкнуто на корпус экструзионной головки и вследствие большой массы головки, рассеивается, исключая образование напряженного участка между полюсами. Расплав термопласта рукава пленки пересекает только одно постоянное магнитное поле, чем улучшается упрочнение изделия благодаря
ориентации кристаллов только в одиом постоянном магнитном поле.
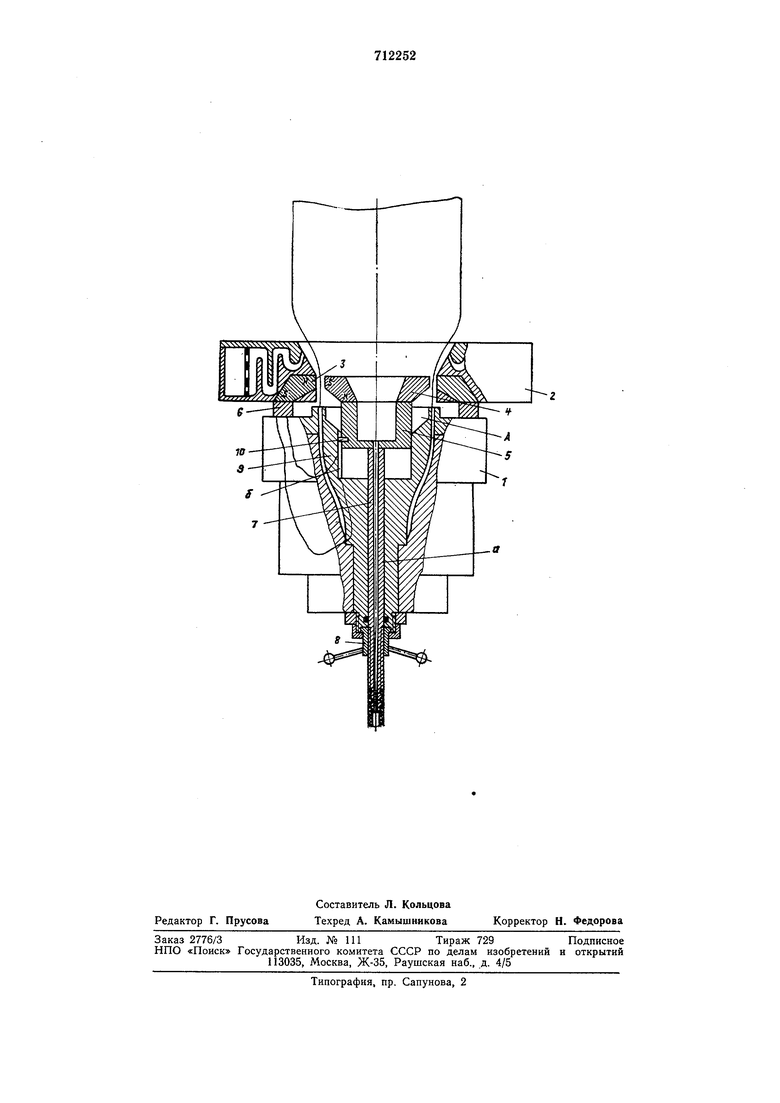
На чертеже изображено устройство, общий вид, вертикальный разрез.
Устройство содержит корпус 1 экструзиоиной головки, на котором установлено охлаждающее кольцо 2 для охлаждения рукава пленки воздухом. В охлаждающее кольцо 2 встроен постоянный кольцевой магнит 3 магнитного узла, а второй его кольцевой магнит 4 нижним торцем закреплен на стакане 5 из паромагнитного материала.
Магнит 3 замкнут нижним полюсом на корпус 1 кольцом 6 из паромагнитного материала. Магниты 3 и 4 выполнены конусообразными и верхними торцевыми сближенными разноименными полюсами обращены друг к другу, образуя одно концентричное поле, а нижними полюсами магниты замкнуты на корпус 1 головки посредством стакана 5 и кольца 6 за счет чего происходит рассеивание нижнего магнитного поля. Зазор между верхними полюсами магнитов выполнен минимальным, чтобы создать напряженное магнитное поле и одновременно обеспечить проход рукава.
Стакан 5 прикреплен к подвижному щтоку 7, который посредством поворотной гайки 8 с рукоятками закреплен на нижнем конце дорна 9, установленного в корпусе 1 экструзионной головкн. Шток 7 может перемещаться в вертикальной плоскости относительно оси экструзионной головки.
Шток 7 имеет по всей длине сверление а для подвода воздуха на раздув рукава.
В стакане 5 закреплен щтифт 10, которш перемещается в вертикальном пазе б дорна 9 при подъеме, чем предотвращается поворот стакана 5.
При перемещении штока 7 вниз с закрепленным стаканом 5 и магнитом 4, последний входит в гнездо А дорна 9, что необходимо для ручной вытяжки и заправки рукава при пуске устройства в работу.
Устройство работает следующим образом. При пуске устройства магнит 4 опущен в гнездо А дорна 9 головки, производится заправка рукава в приемно-тянущее устройство агрегата (не показано).
При выходе устройства на стабильный режим работы, то есть когда экструдируется
стабильно рукав пленки, посредством гайки
8 магнит 4 на стакане 5 поднимается на
уровень магнита 3.
Рукав пленки в расплавленном состоянии проходит через одно магнитное поле, что обеспечивает стабильную ориентацию кристаллов расплава термопласта.
Напряженность магнитного поля можно изменить перемещением магнита 4 вверх. Когда расстояние между полюсами увеличивается, напряженность магнитного поля ослабевает.
Данное устройство позволяет улучшить
условия ориентации пленки в зоне кристаллизации и повысить прочность изделий.
Формула изобретения
Устройство для изготовления трубчатых изделий из термопласта -по авт. св. № 597560, отличающееся тем, что, с целью повышения прочности изделий за счет обеспечения стабильности ориентации
кристаллов расплава термопласта, постоянные магниты выполнены конусообразными с сближенными верхними разноименными полюсами и соединены нижними торцевыми полюсами с корпусом экструзионной головки один - посредством кольца и второй - посредством стакана из паромагнитного материала, которыми снабжено устройство.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления трубчатых изделий из термопласта | 1975 |
|
SU597560A1 |
| ЭКСТРУЗИОННАЯ МАШИНА | 1995 |
|
RU2095242C1 |
| Экструзионная головка для изготовления рукавной полимерной пленки | 1979 |
|
SU880779A2 |
| Экструзионная головка для изготовления рукавной полимерной пленки | 1981 |
|
SU1043017A2 |
| Устройство для изготовления термопластичных рукавов с продольными ребрами | 1981 |
|
SU973384A1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ РУКАВНОЙ ПОЛИМЕРНОЙ ПЛЕНКИ | 1992 |
|
RU2010716C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ШЛАНГОВ И ПЛОСКОСВОРАЧИВАЕМЫХ РУКАВОВ С АРМИРУЮЩИМ КАРКАСОМ ИЗ СИНТЕТИЧЕСКИХ НИТЕЙ | 1994 |
|
RU2081749C1 |
| Головка экструдера для изготовления рукавной полимерной пленки | 1976 |
|
SU655559A1 |
| Экструзионная головка для изготовления рукавной полимерной пленки | 1979 |
|
SU897550A2 |
| Экструзионная головка для нанесения покрытия на трубы | 1987 |
|
SU1382652A1 |