I Изобретение относится к экструзион-
|НЫМ головкам для изготовления рукавной. пленки и может быть использовано в различных отраслях машиностроения для герметичного упаковывания предметов в пленку экструзионными методами.
По основному авт, св. № 745703 известна экструзионная головка для изготовления рукавной полимерной пленки, содержащая корпус, полый дорн, выполненный со сферическим выступом в средней части и установленный между уплотняющими поверхностями корпуса и центрирующего элемента, который смонтирован с воможностью осевого перемещения относительно корпуса, и термоизолирую- щий элемент, смонтированный на дорне. Толщина экструдируемого пленочного рукава регулируется с помощью регулировочных болтов, радиально установленных в центрирующем элементе и охватывающих по окружности хвостовую часть дорна, благодаря тому, что дорн установлен герметически щарнирно между
корпусом головки и центрирующим элементом, он может под воздействием усилия регулировочных болтов на его хвостовую часть вращаться относительно центра его сферической уплотняющей поверхности, в пределах величины зазора формующей щели.. При этом происходит смещение конца формующей части дорна относительно формующей части головки, что ведет к изменению зазора формующей щели по ее диаметру, а тем самым и изменяется толщина экструрируемой рукавной пленки .
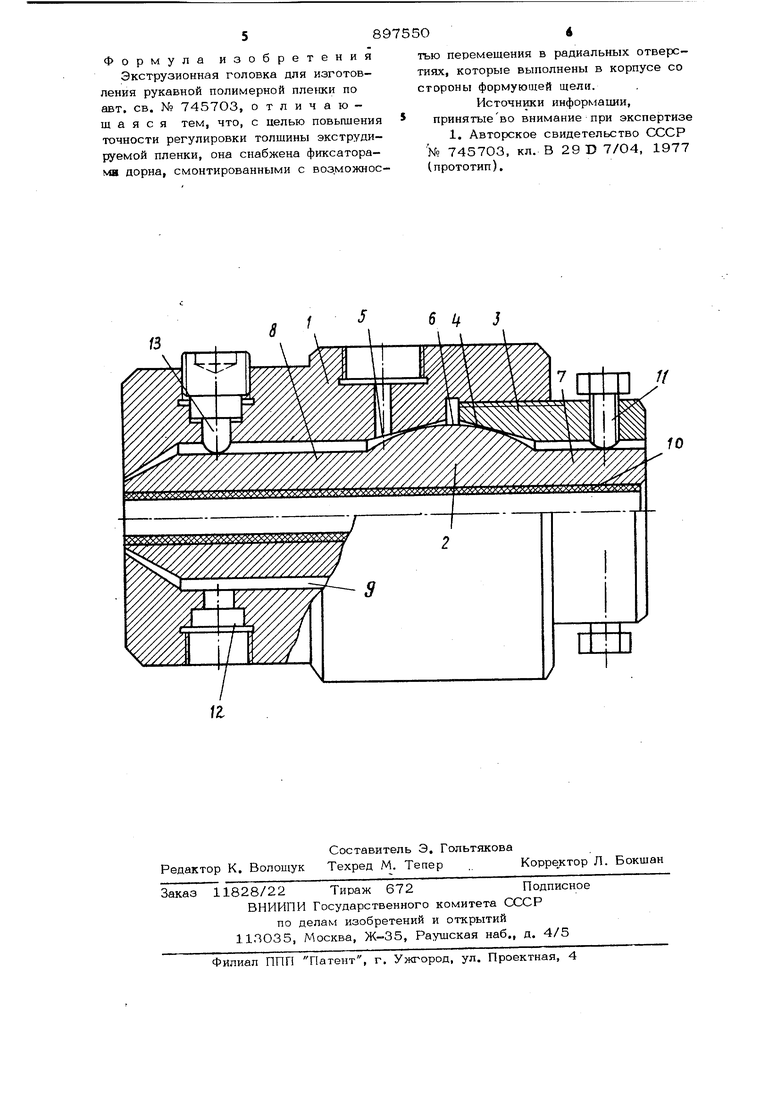
Недостатком известной конструкции экструзионной головки является то, что эта конструкция не позволяет производить точную регулировку толщины экст- рудируемой полимерной оболочки, так как в процессе экструзии полимера на формующую часть дорна воздействуют больщие давления (порядка 50-1ОО кг/см которые стремятся сместить дорн от центрального положения относительно корпуса головки и противодействуют 38 усилию регулировочных болтов удержать дорн в центральном положении. Особенно трудно вести регулировку толщины экструдируемой оболочки на экструзионной головке известной конструкции при ее работе, т. е в динамическом режиме Цель изобретения - повышение точност}1 регулировки толщины экструдируемой пленки. Поставленная цель достигается тем, что экструзионная головка для изготовления рукавной полимерной пленки снабжена фиксаторами дорна, смонтированными с возможнеетью перемещения в радиальных отверстиях, которые выполнены в корпусе со стороны формующей щели. На чертеже изображена головка, общий вид, В корпусе 1 головки установлен полы дорн 2, удерживаемый центрирующим элементом 3, который смонтирован с возможностью горизонтального перемещения относительно корпуса 1 головки. Центрирующий элемент 3 и корпус 1 головки выполнены с коническими участ ками 4 и 5, выполняющими роль уплотняющих поверхностей. Порн 2 выполнен со сферическим выступом 6, который выполняет роль уплотняющей поверхности и делит дорн на две части : хвостовую часть 7 и формующую часть 8. Дорн 2 установлен между корпусом 1 головки и центрирующим элементом 3 шарнирно путем зажима сферического участка 6 дорна уплотняющими поверхностями конического участка 4 центрирующего элемента 3 и конического учас ка 5 корпуса 1 головки. Наружная поверхность формующей части 8 дорна совместно с внутренней поверхностью формующей части корпуса головки образуют канал 9 для течения расплава полимера. Внутри дорна 2 установлен тер- моизолирующий элемент 10, который может быть выполнен в виде направляющих из термостойкого теплоизоляционного материала, например фторопласта, ил в виде гильзы, коаксиально установленной в дорне и образующей своей наружной поверхностью и внутренней поверхностью дорна изолирующую воздушную полость. В центрирующем элементе 3 радиаль но установлены регулировочные болты 1 . которые охва.тывают по окружности хвое товую часть 7 дорна 2 и позволяют ос ществлять регулирование толщины экструдируемого пленочного рукава. Для повьпнения точности регулирования толщин О экструдируемой пленки в корпусе головки 1 со стороны формующей щели выполнены радиальные отверстия 12, в которых установлены фиксаторы 13 дорна 2 с возможностью осевого радиального перемещения. Головка работает следующим образом. Головку присоединяют к материальному цилиндру экструдера с помощью переходника (на чертеже не показан), и сквозь канал 9 экструдируют расплав термопласта. На выходе из формующей щели экструзионной головки расплав термопласта оформляется в трубчатую рукавную оболочку. Упаковываемые изделия одно за другим падают сквозь отверстие в дорне 2 по термоизолирующему элементу 1О в экструдируемую рукавную оболочку, В результате того, что внутренний диаметр проходного отверстия дорна 2 максимально приближен к диаметру формующей щели, экструдируемая рукавная оболочка плотно обтягивает упаковываемые детали, а за счет установки тер- моизолирующего элемента 10 при упаковке крупногабаритных, массивных деталей исключается нарушение стабильности теплового режима головки. Регулировку толщины экструдируемой рукавной пленки по диаметру формующей щели осуществляют с помощью регулировочных болтов 11, установленных в центрирующем элементе 3, а также с помощью фиксаторов 13, установленных в корпусе 1 головки со стороны формующей щели. Благодаря тому, что дорн 2 установлен герметически-шарнирно между корпусом головки 1 и центрирующим элементом 3, он может под воздействием усилия регулировочных болтов и фиксаторов вращаться относительно центра его сферического выступа б в пределах величины зазора формующей щели. При этом происходит смещение конца формующей части 8 дорна относ ителъно корпуса головки,, что ведет к изменению величины формующей щели по ее диаметру, а тем самым и изменяется распределение толщины экструдируемой рукавной полимерной заготовки. Данное изобретение за счет наличия фиксаторов дорна, смонтированных с возможностью перемещения в радиальных отверстиях корпуса со стороны формующей щели, позволяет повысить точность регулировки толщины экструдируемой пленки, что приводит к улучшению качества изготавливаемых изделий.
Формула изобретения Экструзионная головка для изготовления рукавной полимерной пленки по авт. св. № 7457ОЗ, отличающаяся тем, что, с целью повьпцения точности регулировки толщины экструдируемой пленки, она снабжена фиксаторами дорна, смонтированными с возможностью перемещения в радиальных отверстиях, которые выполнены в корпусе со стороны формующей щели.
Источники информации, принятыево внимание при экспертизе
1. Авторское свидетельство СССР № 745703, кл. В 29 D 7/04, 1977 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Экструзионная головка для изготовления рукавной полимерной пленки | 1979 |
|
SU880779A2 |
| Экструзионная головка для изготовления рукавной полимерной пленки | 1977 |
|
SU745703A1 |
| Экструзионная головка для изготовления рукавной полимерной пленки | 1979 |
|
SU863391A1 |
| Способ изготовления рукавной полимерной пленки и экструзионная головка для его осуществления | 1979 |
|
SU859178A1 |
| Экструзионная головка для изготовления рукавной полимерной пленки | 1981 |
|
SU1043017A2 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ РУКАВНОЙ ПОЛИМЕРНОЙ ПЛЕНКИ | 1992 |
|
RU2010716C1 |
| Экструзионная головка для изготовления полимерной рукавной пленки | 1989 |
|
SU1763227A1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА И УСТРОЙСТВО ДЛЯ СМЕЩЕНИЯ И ФИКСАЦИИ ДОРНА | 2000 |
|
RU2197383C2 |
| Экструзионная головка | 1984 |
|
SU1319084A1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА С ЦЕНТРИРУЮЩИМ УСТРОЙСТВОМ | 2003 |
|
RU2245248C1 |
6 ц J
