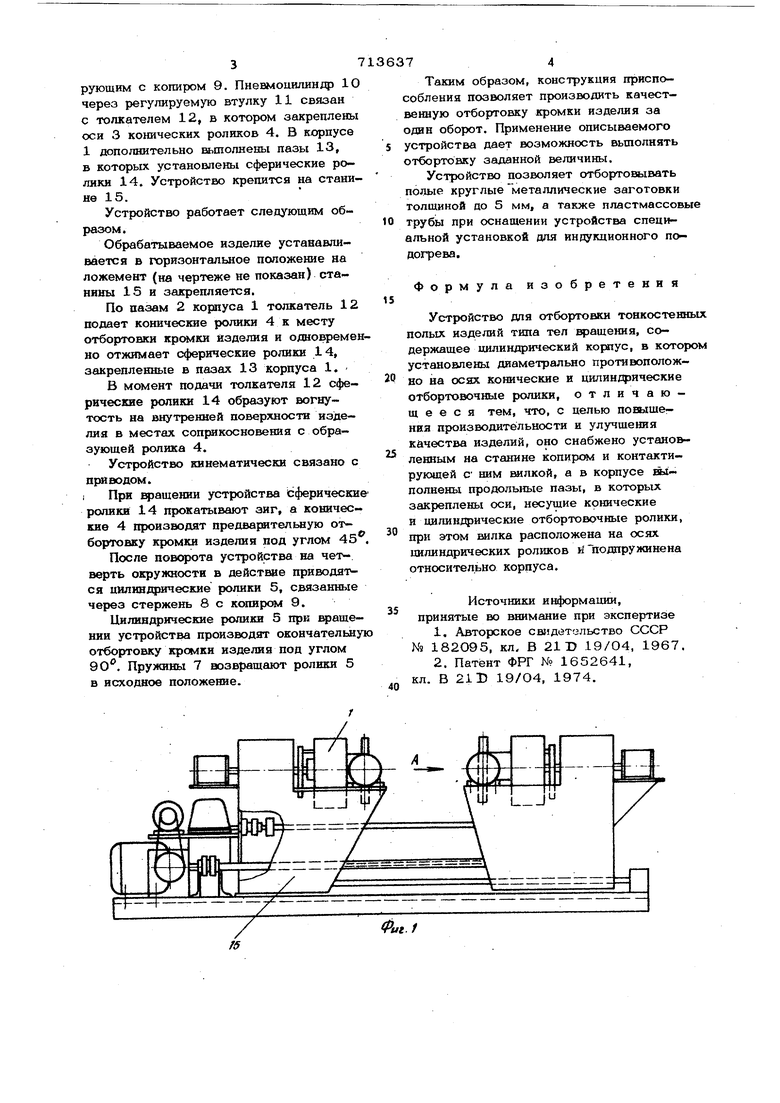
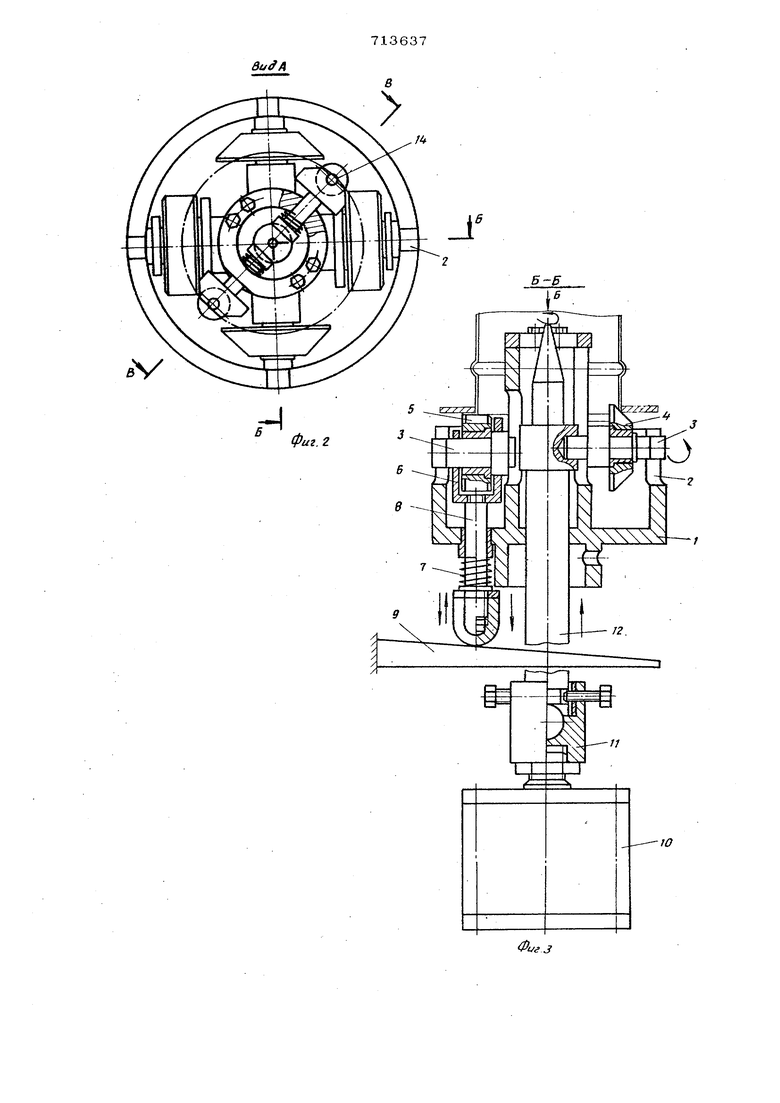
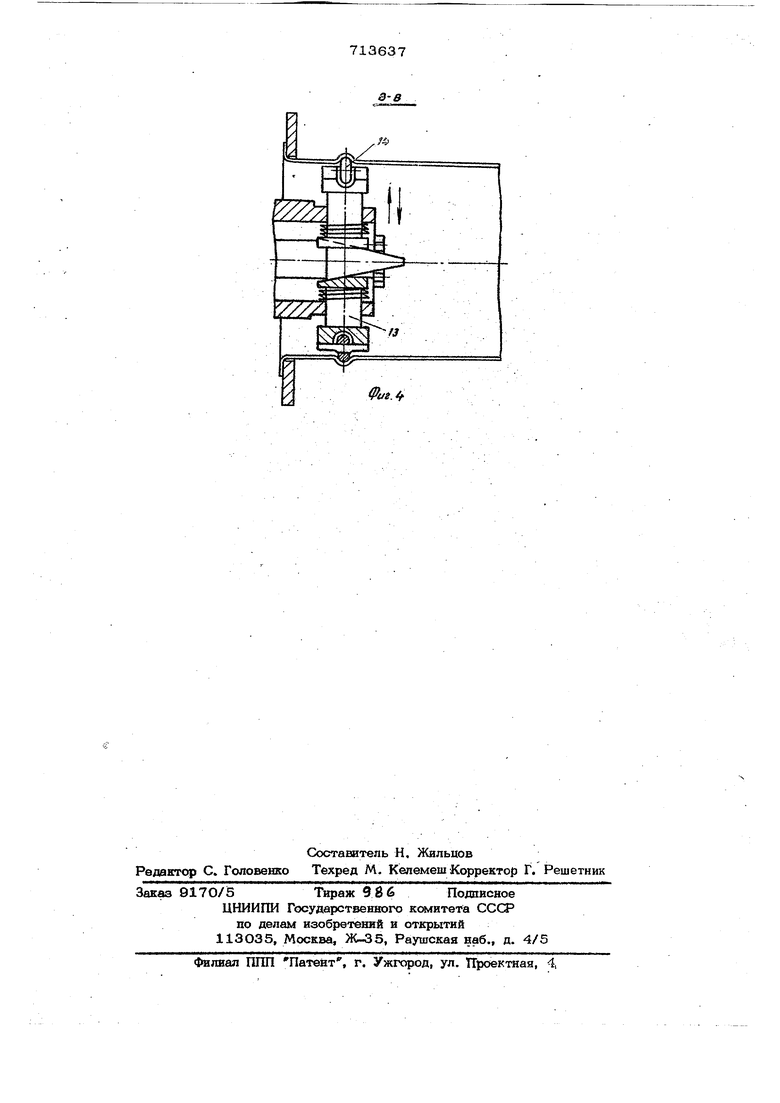
рующим с копиром 9. Пневмоцилиндр 10 через регулируемую втулку 11 связан с толкателем 12, в котором закреплены оси 3 конических роликов 4. В корпусе 1 дополнительно вьшолнеаы пазы 13, в которых установлены сферические ролики 14. Устройство крепится на стани не 15. Устройство работает следующим образом. Обрабатываемое изделие устанавливается в горясзонтальное положение на ложемент (на чертеже не показан) станины 15 и закрепляется. По пазам 2 корпуса 1 толкатель 12 подает конические ролики 4 к месту отбортовки кр(%4кн изделия и одновреме но отжимает сферические ролики 14, закрепленные в пазах 13 корпуса 1. В момент подачи толкателя 12 сферические ролики 14 образуют вогнутость на внутренней поверхности изделия в местах соприкосновения с образующей ролика 4. Устройство кинематически связано с приводом. I При вращении устройства сферически ролики 14 прокатывают зиг, а конические 4 производят предварительную отбортовку кромки изделия под углом 45 После устройства на четверть окружности в дейстш е приводятся иилкнщшческие ролики 5, связанные через стержень 8 с ксширом 9. Цилиндрические ролики 5 при ращении устройства производят окончательну отбортовку кромки изделия под углом 90. Пружины 7 возвращают ролики 5 в исходное положение. 74 Таким образом, конструкция приспособления позволяет производить качественную отбортовку кромки изделия за один оборот. Применение описываемого устройства дает возможность вьшолнять отбортовку заданной величины. Устройство позволяет отбортовывать полые круглые металлические заготовки толщиной до 5 мм, а также пластмассовые трубы при оснащении устройства специальной установкой для индукционного подогрева. Формула изобретения Устройство для отбортовки тонкостенных полых изделий типа тел вращения, содержащее цилиндрический коряус, в котором установлены диаметрально противоположно на осях конические и цилиндрические отбортовочные ролики, отличающееся тем, что, с целью повыщениа производительности и улучщения качества изделий, оно снабжено установленным на станине копиром и контактирующей С ним Ш1ЛКОЙ, а в корпусе йаполнены продольные пазы, в которых закреплены оси, несущие конические и цилиндрические отбортовочные ролики, при этом вилка расположена на осях цилиндрических роликов и подпружинена относительно корпуса. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 182095, кл, В 21D 19/04, 1967. 2.Патент ФРГ N 1652641, кл. В 2iD 19/О4, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для отбортовки изделий | 1978 |
|
SU768523A1 |
| УСТРОЙСТВО ДЛЯ ОТБОРТОВКИ КРОМКИ И ВЫДАВЛИВАНИЯ ГОФР В ПОЛЫХ ИЗДЕЛИЯХ | 1991 |
|
RU2010645C1 |
| Устройство для отбортовки цилиндрических изделий | 1985 |
|
SU1329866A1 |
| Устройство для отбортовки цилиндрических изделий | 1977 |
|
SU747574A1 |
| УСТРОЙСТВО ДЛЯ ОТБОРТОВКИ И СПОСОБ ОТБОРТОВКИ ДЕТАЛЕЙ РОЛИКАМИ | 2007 |
|
RU2425725C2 |
| Устройство для отбортовки | 1986 |
|
SU1448481A1 |
| Устройство для отбортовки и зиговки полых изделий | 1988 |
|
SU1532131A1 |
| Станок для ротационной обработки давлением полых изделий | 1989 |
|
SU1639833A1 |
| Станок для отбортовки кромок круглых и овальных емкостей | 1990 |
|
SU1750787A1 |
| СТАНОК ДЛЯ ОТБОРТОВКИ ДНИЩ | 2001 |
|
RU2212298C2 |
Pui.
