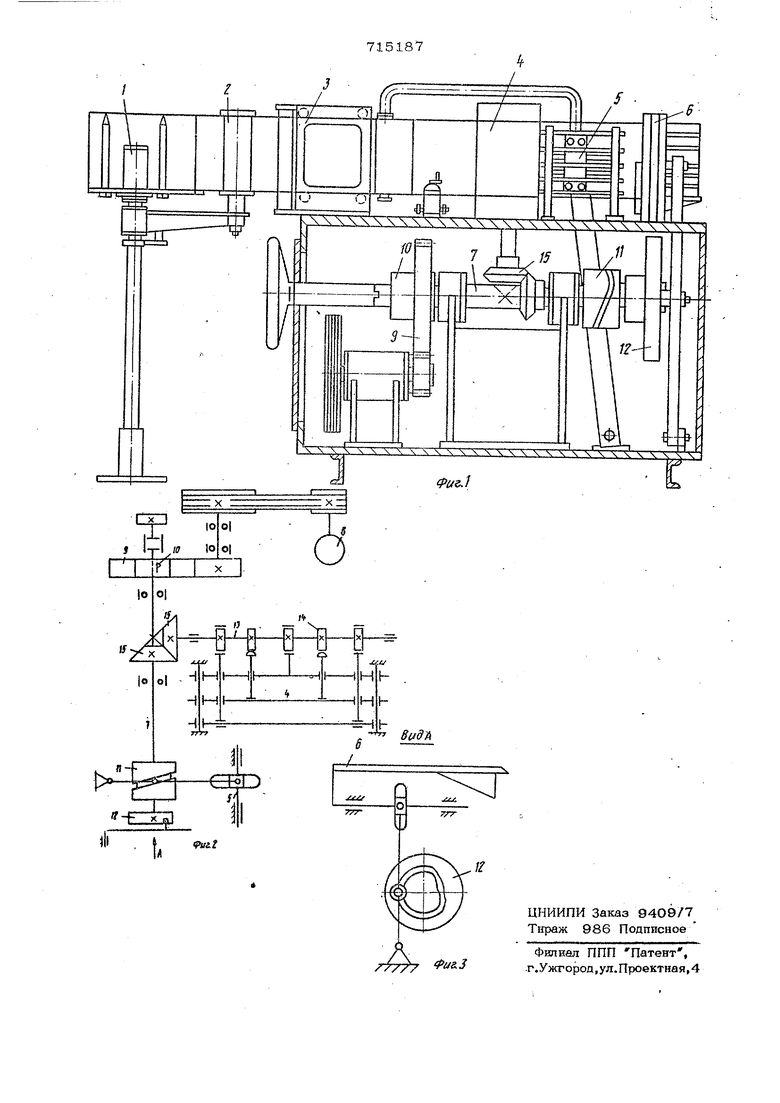
Изобретение относится к изготовлению теплообменных аппаратов. Известен полуавтомат для сборки рвтдиаторов, содержащий установленные в технологической последовательности рол ковый механизм подач:; ленты в штамп эксцентрикового пресса для пробивки отверстий в ленте, роликовый механизм подачи ленты от пресса, механизм отрез ки пластин от ленты, -механизм напрессовки пластин на трубки и привод механизмов, выполненный в виде распределительного вела и размещенных на валу муфты, профилированных кулачков и кони ческой передачи, а также валика, связанного с конической передачей ij. Недостатком известного полуавтомата является недостаточная надежносяъ в работе из-за нестабильной подачи лен ты от штампа в механизм отрезки пластин, а также несинхронности работы механизмов. Для повышения надежности работы по луавтомат снабжен дисковыми кулачками, закреплен11Ь1ми на валике привода и контактируюищми с подвижными элементами штампа, при этом один из профилированных кулачков связан с механизмом подачи ленты от штампа в механизм отрезки пластин. На фиг. 1 изображен предлагаемый полуавтомат, общий вид; на фиг. 2 дана кинематическая схема полуавтомата; на фиг. 3 показан вид по стрелке А tfa фиг. 2. Полуавтомат имеет магазин 1 для рулонной ленты, механизм подачи ленты, выполненный в виде пары роликов 2, один из которых снабжен приводом, комплект направляюисих роликов 3, комбинированный штамп 4 для пробивки отверстий, греферный механизм 5 подачи ленты от штампа. Механизм отрезки пластины от ленты и надевания ее на блок труб выполнен в виде ножа-толкателя 6 гильотинного типа. БЛОК труб, на который надеваются пластины, крепится при помощи суппорта. Привод меха1газмов штампа 4
грейферной подачи 5 и ножа топкателя 6 осуществляется от распределительного вала 7, который получает вращение от электродвигателя 8 через клиноременную передачу и шестеренчатую передачу. В ведомую шестерню 9 встроена однооборотная муфта Юс поворотной шпонкой, управляемой элеЖтромагннтом, На валу 7 расположены два профил}фованных кулачка - 1ШП1Индрич8С1шй 11 дпя привода механизма додачи ленты 5 и дисковой 12 для привода ноже-толкателя б.. Штамп приводится в работу от- вер-такального валика 13, снабженного дисковыми кулачками 14, контактирующими с подвижными элементами штампа и связанного с главным валом 7 и конической пере дачей 15.
Работает полуавтомат следующим образом.
В суппорт устанавливается блок труб, в магазин 1 - рулон пенты. Конец панты пропускается через размачивающие ролики 2 и направляющие ролики 3 в штамп 4. Толчковый кнопкой распределительный вал 7. включает на 1.,.2 об. пока грейферный механизм подачи 5 не захватит пальцами внштампованные в ленте отверстия. Далее полуавтомат включается в рабочий режим: иа петли, образованной приводными роликами 2, грейферный механизм 5 подает на шаг пенту и останавливается. Комбинированный .штамп 4 ааишмает ленту и пробивает в ней отверстия с воротниками и дистаниионные упоры. В период работы штампа 4 грейферный механизм 5 возвращается в исходное попогкение. В следующем цикле грейферный механизм 5, подавая новую часть ленты в штамп 4, проталкивает отштампованную часть на по аищ1Ю отрезки. Нож-толкатель 6 отрезает от ленты готовую пластину и надевает ее на блок теплообменных трубок.
Следующая пластина, надетая на трубки, проталкивает перед собой предыдущую пластину. При наборе на блоке труб необходимого количества пластин счетчик от1шючает электромагнит, однооборотная муфта Ю отключает вал 7 от привода и все механизмы полуавтомата останавливаются в исходном положеьши. Необходимая последовательность работы штампа 4, грейферного механизма подачи 5 и ножа-толкателя 6 обеспечивается профилированием кулаков 11, 12 и 14. Введение в кинематическую схему однооборотной муфты 10 обеспечивает остановку всех механизмов в исходном полож&Hira.
Формула изобретения
Полуавтомат для сборки радиаторов, содержащий установленные в технологической последовательности штамп для пробивки отверстий в ленте, механизмы подачи ленты в штамп и от штампа, ме- Манизм отрезки пластин, механизм напрессовки пластан на трубки, и привод, выполненный в виде распределительного вала, кинематически связанного с меха0 низмами и размещенных на валу муфты,, профилированных кулачков и конической передачи, а также валика, связанного с конической передачей, отлич аю- ш и и с я тем, что, с целью порыше5 Ш1Я надежности работы, он снабжен дис- ковыми кулачками, закрепленными на валике и контактирующими с подвижными элеме нтами штампа, при этом один из профилированных кулачков связан с механизмом подачи ленты от штампа.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 92435, кл. В 21D 53/02, 1950.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления радиаторных пластин и сборки радиаторов | 1950 |
|
SU92435A1 |
| Автомат для сборки секций теплообменников | 1987 |
|
SU1496984A1 |
| Автомат для сборки секций теплообменников | 1978 |
|
SU785012A1 |
| ПОЛУАВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН-РЕБЕР ИЗ РУЛОННОЙ ЛЕНТЫ И СБОРКИ СЕКЦИЙ РЕБРИСТЫХБАТАРЕЙ | 1967 |
|
SU196027A1 |
| ПОЛУАВТОМАТ ДЛЯ ОБТЯГИВАНИЯ КАБЛУКОВ | 1964 |
|
SU215061A1 |
| Привод,преимущественно для устройства запрессовки штырей в плату | 1981 |
|
SU1075457A1 |
| Полуавтоматическое устройство для сборки подвижной системы громкоговорителей | 1970 |
|
SU376036A1 |
| Автомат для изготовления радиаторных пластин и сборки радиаторов | 1960 |
|
SU133457A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ ПОЛУПАКЕТОВ СЕКЦИЙ РАДИАТОРОВ | 1968 |
|
SU206538A1 |
| НАВОРНО-ПРОГРАММИРУЮЩИЙ АППАРАТ | 1971 |
|
SU311779A1 |