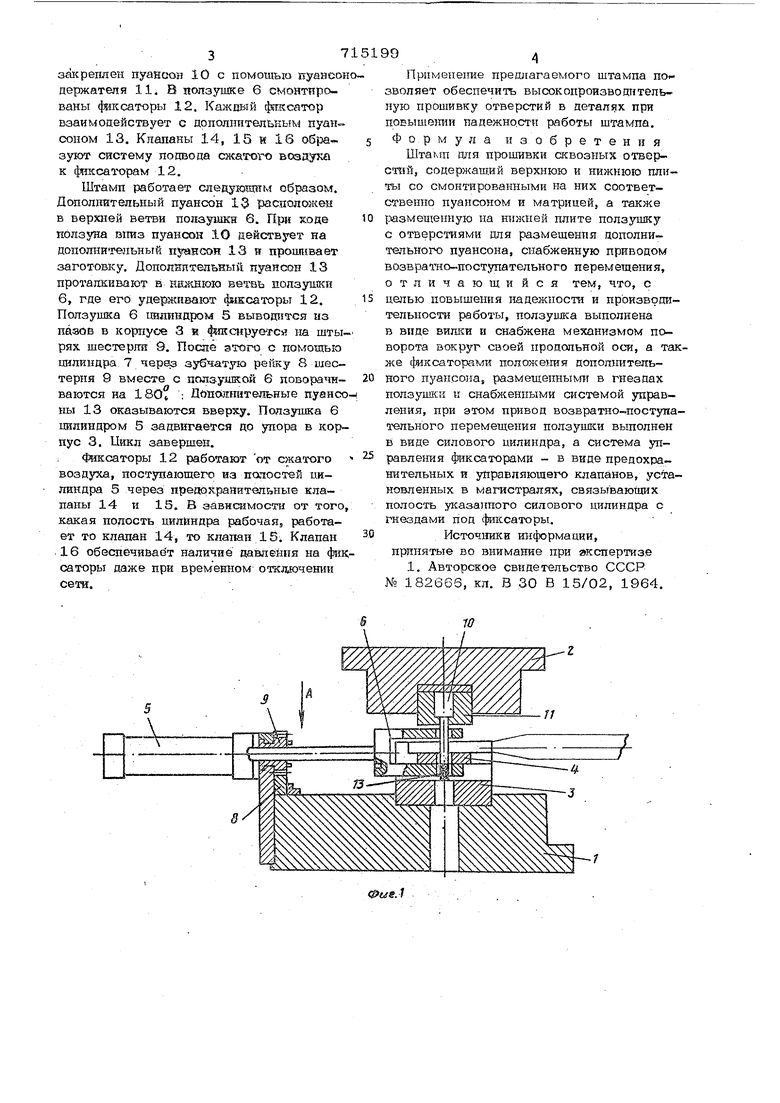
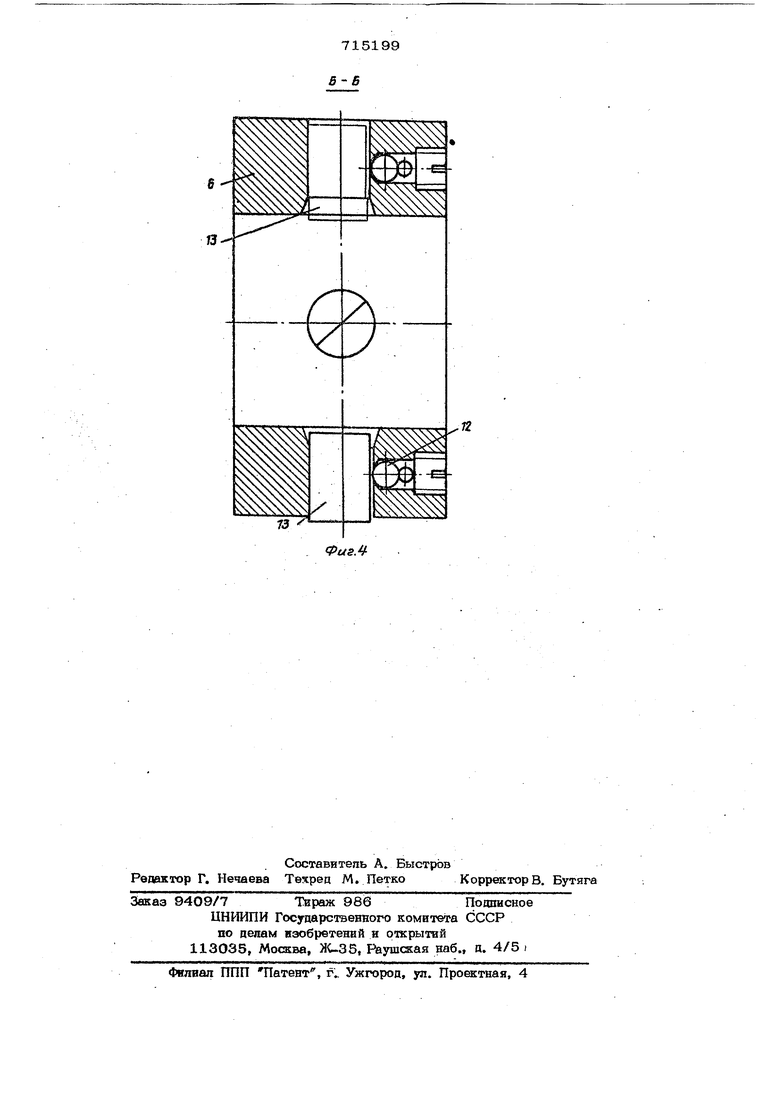
37 зазсреплен пуансон 10 с помощью куансо держателя 11. В попзушке б смонтированы фиксаторы 12. Каждый с шссатор взаимоцействует с дополни тепьЕым пуан сюном 13. Кпапаны 14, 15 к 16 образуют систему подвода сжатого воздуха к фиксаторам 12, Штамп работает слецуютанм образом. Дополнительный пуансон 13 расположен в верхней ветви ползушкн 6. При коде ползуна В1тз пуансон Ю действует на цоиолнигельньгй пуансон 13 и проишвает заготовку. Допопнйтельный пуансон 13 прота.якивают ES нажнюю ветнь понзуики 6, где его удерлшвают фжсаторы 12. Ползушка 6 пилиндром 5 выводится из пазов в корпусе 3 в фиксируется на шты рях шестерки 9. После зтого с помошыо пилиндра 7 через зубчатую рейку 8 шестерня 9 вместе с ползушкой 6 поворачиваются на 180 : Довсчпштепьные пуанс ны 13 оказываются вверху. Ползушка 6 цилиндром 5 задвигается до упора в кор пус 3. Цикл завершен. Фиксаторы 12 работают Ът сжатого воздуха, поступаюшего из пa ocтeй цилиндра 5 через предохранительные клапаны 14 и 15. В аавнснмостн от того какая полость цилиндра рабочая8 работает то клапан 14, то кпапан 15. Клапан 16 обеспечиьает наличие давления на фи саторы даже при временном отклдочешга сети. 94 Применеггае предлагаемого штампа по зволяет обеспечить высокопроизводительную прошивку отверстий в деталях при поЕышетгаи надежности работы штампа. Формула изобретения Штакш для прошивки а возных отверСгай, содержащий верхнюю и нижнюю плиты со смонтированными на них соответственно пуансоном и матрицей, а также |эазмещенную на нижней плите ползушку с отверстиями для размещения дополнительного пуансона, снабженную приводом возвратно-поступательного перемещения, отличагощи йен тем, что, с целью повышешш надежности и производительности работы, ползушзЕса выполнена в виде ВИЛ1СИ и снабжена механизмом поворота вокруг своей продольной оси, а также (фиксаторами полол е тя допол1ттельного пуансона, разметенными в гнездах ползушки и снабженными системой управления, при этом привод возвратно-поступательного перемещения ползушк;и выполнен в виде силового цилиндра, а система уп- равле П1Я фиксаторами - в виде предохранительных и управляющего клапанов, установленных в магистралях, связывающих полость указаипого силового цилиндра с гнездами под фиксаторы.. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 182666, кл. В 30 В 15/02, 1964.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп последовательного действия | 1990 |
|
SU1808444A1 |
| Установка для обработки ленточного материала | 1987 |
|
SU1530306A1 |
| Устройство для обработки длинномерного материала | 1986 |
|
SU1344472A1 |
| Штамп для горячей объемной штамповки | 1989 |
|
SU1657268A1 |
| Обрезной комбинированный штамп | 1977 |
|
SU721183A1 |
| Устройство для обработки штучных заготовок | 1988 |
|
SU1538964A1 |
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
| Устройство для штамповки | 1982 |
|
SU1066711A1 |
| Комбинированный штамп для изготовления деталей | 1981 |
|
SU986545A2 |
| Штамп для формообразования полых изделий | 1990 |
|
SU1801704A1 |

IT0E/gJ5-5
13
73
Фие.
