(54) ИНСТРУМЕНТ ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ ВЫПУКЛЫХ ГИПЕРБОЛИЧЕСКИХ ПОВЕРХНОСТЕЙ
закрепляется жестко гайкой 8. Наяжёнйё стержней осушествляется че- , ез тягу 7 пружиной .9, поджимаемой олпачком 10,
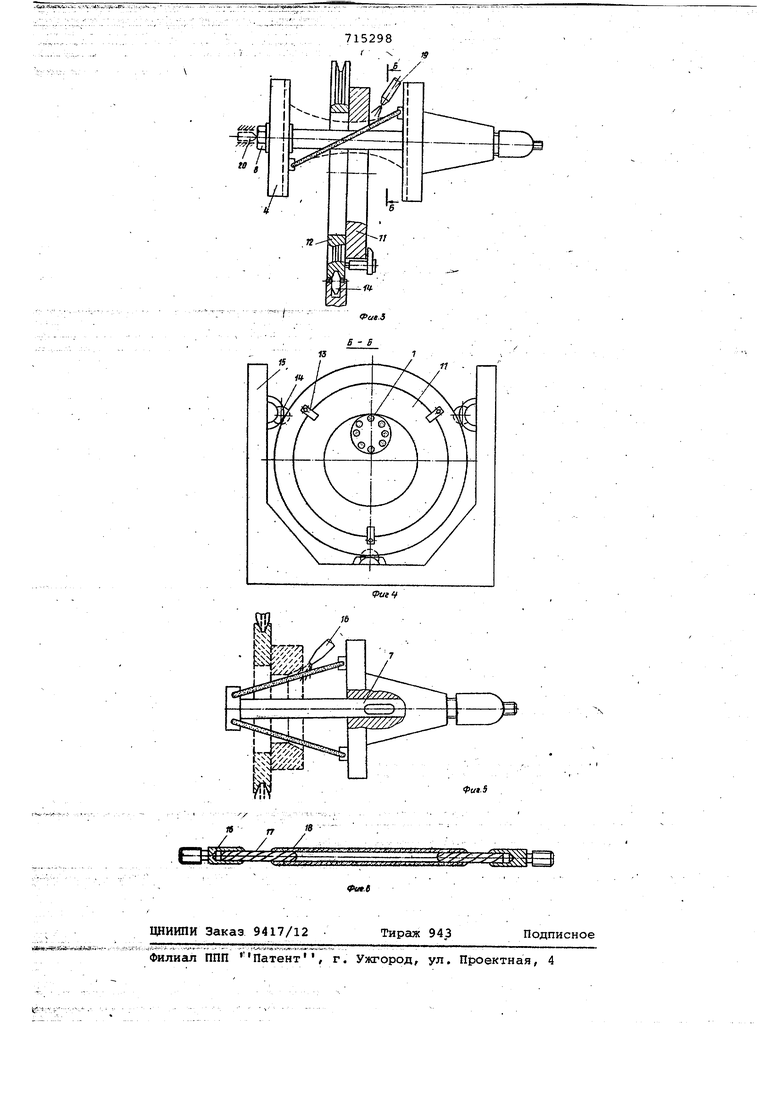
Обрабатываемая деталь 11 (см. иг. 3, 4) крепится на планшайбе из- с елия 12 прижимами 13. Боковой диск 4 скручен относительно другого на необходишлй угол; Планшайба изделия 12 приводится во вращение роликами 14, .один из которых ведущий JQ (см.), Ролики 14 в свою очередь крепятся на кронштейне 15. Кронштейн 15 перемещается в поперечном или продольном направлении. На, фиг. 5 показана модификация стержневого инструмента для обработки деталей типа тел вращения с различными углами ко-нуса. Натяжение стержней в этом ин- . струменте также осуществляется подпружиненной тягой 1. :
Отдельный.стержень (см.фиг.б) сое-20 тоит из захвата 16, стального тросика 17 и алмазного стержня 18 на метал-. лической связке. Для обеспеченйя шарнирности крепления стержней с планшайбами в концы стержней.18 заваль- ;5 цованы гибкие стальные тросики Г7.
Инструмент работает следующим об,. ,-: - : ; Стержни 1 инструмента (например, h алмазннё на металлической связке количеством 3-8 штук) закреплены в сухарях 2 боковых диской 4, 5 (см. фиг.1). Конусная оправка б инстру- мента вставляется в соответствующее -гнездо шпинделя шлифовальной ;бабки./ Обработка детали 11, например Tfiep- досплавной матрицы, (см.фиг. 3,4), закрепленной/на планшайбе изделия 12, про.Изводится при подаче технологического тока на инструмент и деталь, .40 а также подаче электролита через - сопло-19 в зону обработки и соответствующего вращения инструмента и планшайбы изделиЯч .
. .. - . -.45
Для обработки поверхностей второ.го порядка типа однополостной гипербо-. лоид гайка 8 ослабляется, а боковой диск 4 (см.фиг.) .разворачивается на. необходимый угол, после чего гайка 8 -SO фиксируетжестко новое положение бокбвог О диска. Съемприпуска при этом осуществляется за счет поперечной подачи инструмента на деталь. В случае же обработки конических jr поверхностей.(см.фиг.5) съем припуска может осуществляться как за счет
поперечной подачи, так и за счет продольной подачи инструмента относительнр детали,
В-случае обработки достаточно глубоких матриц, т.е. когда длина инструмента такова, что жесткость инструмента становится недостаточной, к диску 4 подводится поддерживающий центр 20 (см.фиг.3).
- Предлагаемый инструмент легко перенастраивается на обработку деталей (матриц) различных размеров. При обработке сложных деталей, например вытяжных, матриц, -имеющих цилиндри-. ческий и несколько конических участ.ков,, требуется несколько дорогостоящих фасонных.инструментов, а использование стержневого переналаживаемого инструмента позволяе.т обойтись ОДНИМ инструментом.
Дополнительным преимуществом данного инструмента является простота его сборки, при наличии оправок цикл изготьвдения.инструмента заключается в.натяжке соответствующих стержней на сухари боковых дисков, чтобыо.бразовать-конструкцию типа беличьего колеса.
Данным инструментом можно обрабатывать конусные-, цилиндрические и поверхности типа однополостной гиперболоид абразивным, электроалмазным и электроискровым способом.
При износе алмазоносного слоя с одной стороны круглого стержня его можно развернуть на ту сторону, где. алмазоносный слой не изношен.
Формула изобретения
.Инструмент для абразивной обработки выпуклых гиперболических поверхностей, выполненный в .виде распол:оженных по его образующим прямолинейных стержней, шарнирно связанных концами, с т.орцами двух соосных дисков, установленных с возможностью повороти один относительно другого, отличающийся тем, что, с целью расширения функциональных возможностей инструмента .стержни установлены с возможностью фиксированного радиального перемещения относительно торцов указанных дисков -
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № .156864, кл. В 24 В 13/02, 1962.
Ю
Фиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| АБРАЗИВНЫЙ КРУГ ДЛЯ ОБРАБОТКИ ВАЛОВ ГИПЕРБОЛИЧЕСКИХ ПРОФИЛЬНЫХ СОЕДИНЕНИЙ И ПРОТЯЖНОГО ИНСТРУМЕНТА С ГИПЕРБОЛИЧЕСКИМ ПРОФИЛЕМ | 2008 |
|
RU2401191C2 |
| АБРАЗИВНО-АЛМАЗНЫЙ ПРУЖИННЫЙ ИНСТРУМЕНТ | 2006 |
|
RU2325258C2 |
| СПОСОБ АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ ПРУЖИННЫМ ИНСТРУМЕНТОМ | 2006 |
|
RU2318647C1 |
| Инструмент для ультразвуковой обработки | 1979 |
|
SU772611A1 |
| ЭЛЕКТРОЭРОЗИОННЫЙ АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ПРОШИВАНИЯ ОТВЕРСТИЙ В ТЕЛАХ ВРАЩЕНИЯ | 1991 |
|
RU2032505C1 |
| АБРАЗИВНЫЙ ФАСОННЫЙ ИНСТРУМЕНТ | 1992 |
|
RU2049657C1 |
| СПОСОБ И ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ | 2011 |
|
RU2481918C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 1996 |
|
RU2104856C1 |
| Установка для сборки и сварки стержневых элементов с соединительными накладками | 1980 |
|
SU897453A1 |
| АБРАЗИВНО-АЛМАЗНЫЙ ИНСТРУМЕНТ | 2004 |
|
RU2261793C1 |
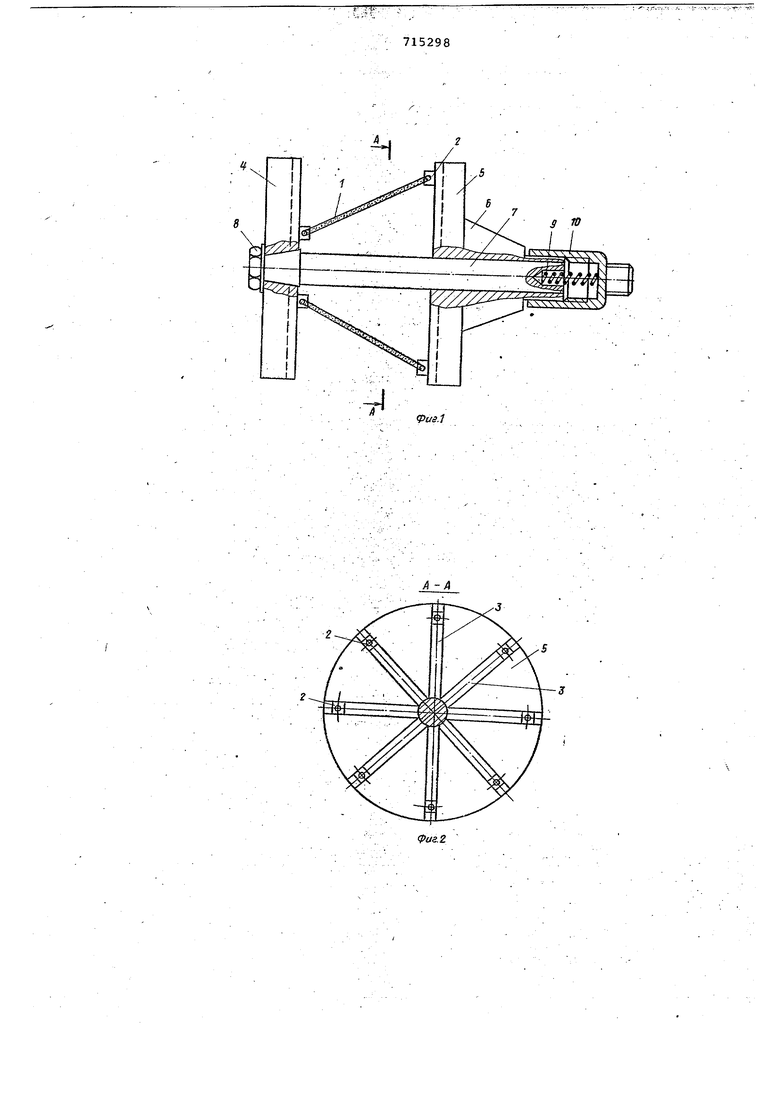
А -А
раг.2
