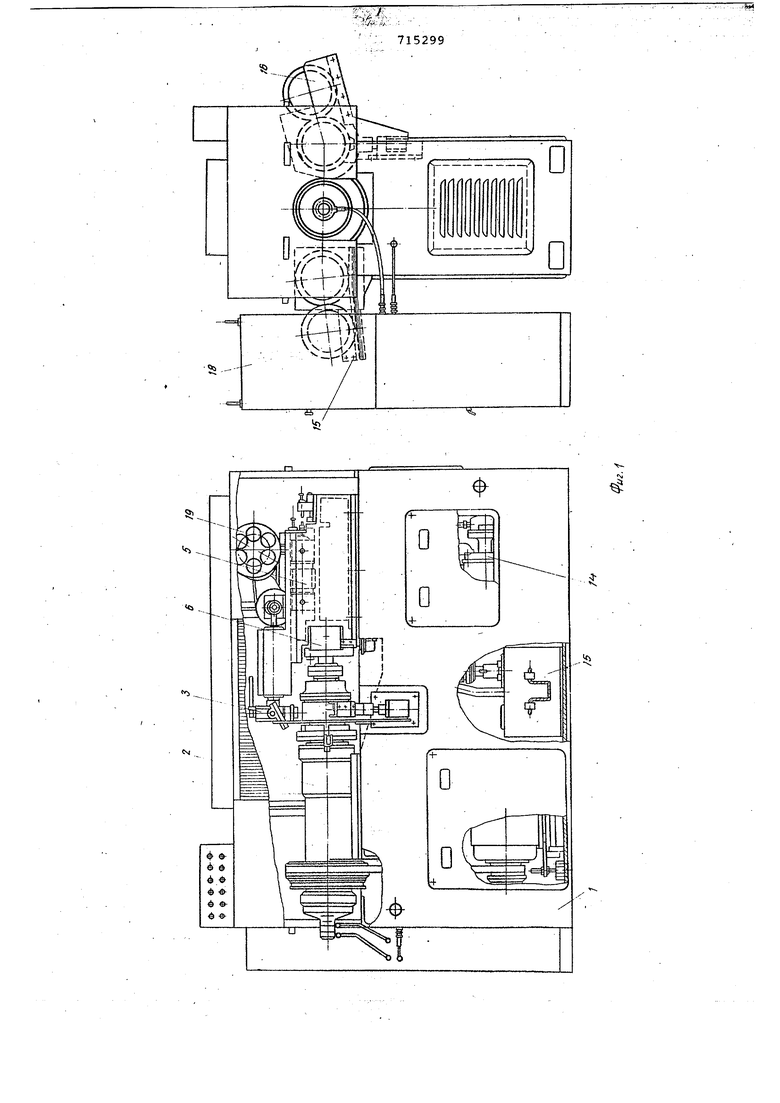
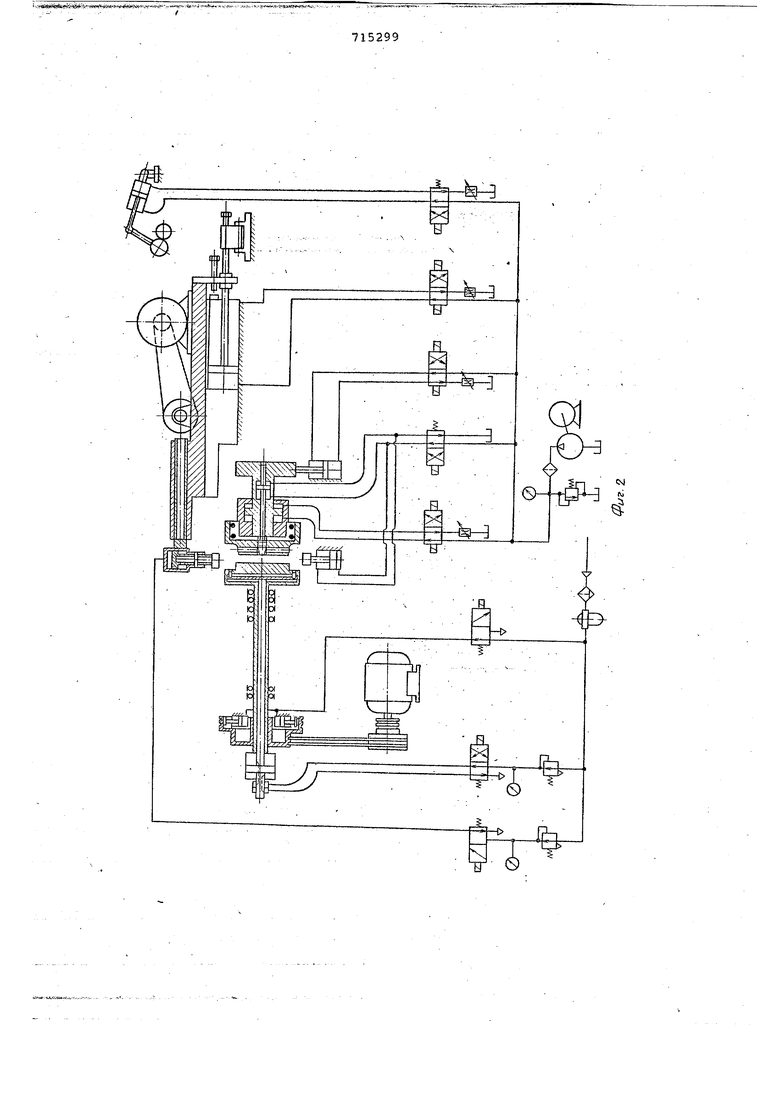
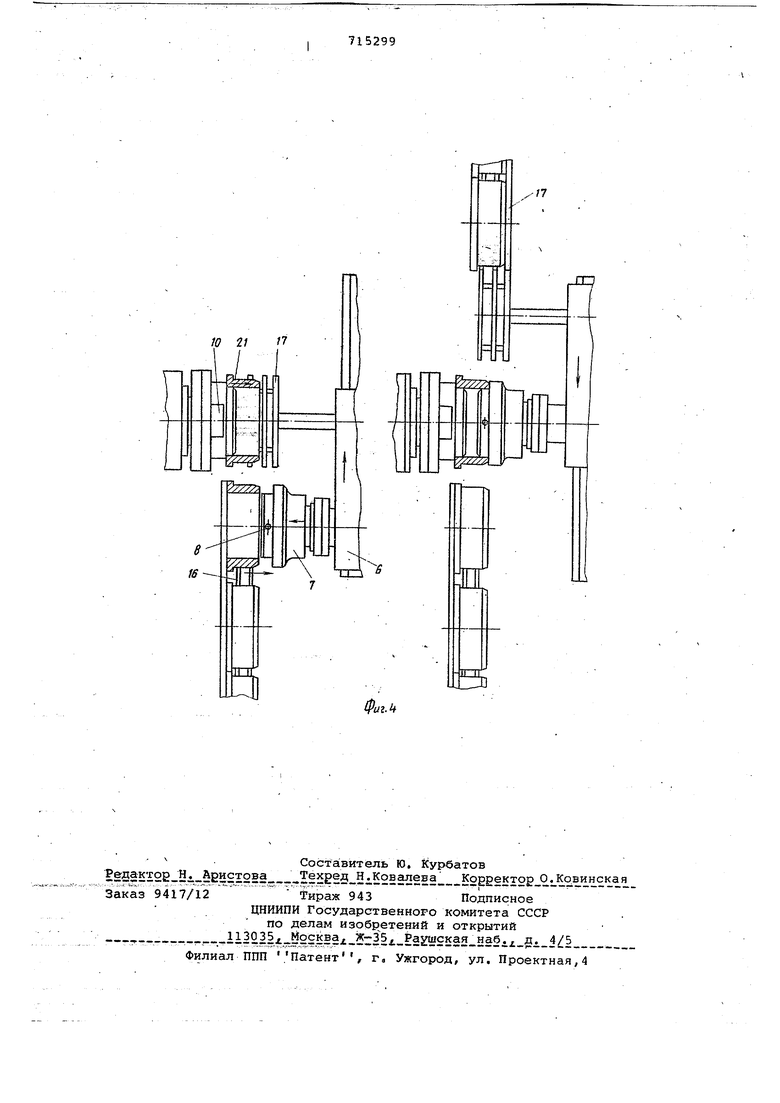
ны в станине 1Г Загрузочный лоток 16 крепится к станине 1, Лоток выгрузки 17 прикреплен к каретке 6. Электрошкаф 18 установлен рядом со станком Сатушка 19 с абразивным полотном устанавливается на бабке 5 суппорта До водочной .головки. Цилиндр 20, размешенный в бабке 5 суппорта,.переметает суппорт 4 доводочной головки вдоль изделия 21 Станок работает следующим образом Необработанные изделия загружены в лоток 16. Оправка 7, имеющая захзаты 8, входит заборной частью в изделие 21, центрируя его. Каретка б переносит изделие к ишинделю 2 изделия. Оправка 7 нд,саживает изделие на цилиндрическую опору 11, захваты 8убираются, и из;;елие оказывается зажатым между торцом опоры 11 и торцом оправки 7. Включается шпиндель изделия, опускается доводник 9 и при жимаёт абразивное полотно 13 к цилиндрической поверхности изделия, со вершая осциллирующее движение,. Одновременно включается цилиндр 20 . (см.фиг,2) перемещения суппорта 4 доводочной головки .В крайних положениях суппорт 4 останавливается, доводник 9 отскакивает от изделия, происходит продергивание абразивного полотна 13, после чего доводник 9 опускается, . ;.вступая в контакт с изделием. Направление движения суппорта 4 в край них положениях меняется на обратное. Исходная геометрическая погрешность изделия, например карсетность, может быть исправлена, если доводник 9совершает выстой в крайних положениях, для чего шток цилиндра 20 оста навливают. Время выстоя задают по ре ле времени. Обработка продолжается до тех пор пока не будет достигнута требуемая чистота, и геометрия изделия.
715299 По окончании обработки доводник 9 отскакивает от изделия 21, шпиндель 2 останавливается, оправка 7 выходит, каретка б возвращает ее к загрузочному лотку 16 для захвата очередного изделия. Против обработанного изделия устанавливается лоток выгрузки 17, в который одновременно с захватом оправкой 7 очередной заготовки сталкивается обработанное изделие, и цикл повторяется. Формула изобретения Станок для суперфиниширования деталей типа колец подшипников, на станине которого установлены рабочая бабка со шпинделем изделия, снабжен-, ная пб ружиненной опорой, суппорт доводочной головки и автооператор с лотками загрузки-выгрузки и оправкой, установленной с возможностью возвратно-поступательного перемещения вдоль оси шпинделя, отличающийс я тем, что, с целью расширения технологичёских возможностей станка, Автооператор выполнен в виде возвратно-поступательно перемещающейся каретки, направляющие которой расположены в вертикальной плоскости сймметрично относительно оси шпинделя изделия, при зтом на каретке соосно со шпинделем изделия рабочей бабки установлены оправка, выполненная самоустанавливающейся и разжимной, и лоток выгрузки. . Источники информации, принятые во внимание пои экспертизе 1. Станок мод. ЛЗ-194 кн. Братов Н.П. и др. Станки для полирования и суперфиниширования ж.елобов колец шарикоподшипников, из-во НИИМАШ, М., 1970.
чЧ

| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ СУПЕРФИНИШНОЙ ОБРАБОТКИ КОЛЕЦ | 1992 |
|
RU2033916C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОЛЕЦ ПОДШИПНИКОВ | 1994 |
|
RU2069140C1 |
| Станок для суперфинишной обработки дорожек качения колец подшипников | 1976 |
|
SU607713A1 |
| Устройство для обработки тел вращения | 1987 |
|
SU1454659A1 |
| СТАНОК ДЛЯ ХОНИНГОВАНИЯ ДОРОЖЕК КАЧЕНИЯ КОЛЕЦ ПОДШИПНИКОВ | 1991 |
|
RU1823336C |
| АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ЧЕРНОВОЙ ОБРАБОТКИ КОЛЕЦ НЕПРАВИЛЬНОЙ ФОРМЫ | 1969 |
|
SU252812A1 |
| Станок для абразивной обработки ко-лЕц пОдшипНиКОВ КАчЕНия | 1979 |
|
SU837787A1 |
| Автоматический станок для финишной обработки дорожек качения колец подшипников | 1984 |
|
SU1194654A1 |
| СТАНОК ДЛЯ ФИНИШНОЙ ОБРАБОТКИ ДОРОЖЕК КАЧЕНИЯ КОЛЕЦ РОЛИКОПОДШИПНИКОВ | 1999 |
|
RU2189302C2 |
| Станок для накатывания резьбы на пустотелых заготовках | 1988 |
|
SU1547930A1 |

715299 -rU ГЙ
х7
Фиг.1
