59, редуктора 60 и клиноременной пе- 30 кия цикла кривая 42 переключает зо

| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ СУПЕРФИНИШНОЙ ОБРАБОТКИ КОЛЕЦ | 1992 |
|
RU2033916C1 |
| Станок для суперфинишной обработки дорожек качения колец подшипников | 1976 |
|
SU607713A1 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ | 2006 |
|
RU2325259C2 |
| СТАНОК ДЛЯ ХОНИНГОВАНИЯ ДОРОЖЕК КАЧЕНИЯ КОЛЕЦ ПОДШИПНИКОВ | 1991 |
|
RU1823336C |
| Устройство для суперфинишной обработки | 1985 |
|
SU1288035A1 |
| Инструментальная державка для финишной обработки | 1982 |
|
SU1021579A1 |
| УСТРОЙСТВО ДЛЯ СУПЕРФИНИШИРОВАНИЯ ТОРОИДАЛЬНЫХ ПОВЕРХНОСТЕЙ КОЛЕЦ ШАРИКОПОДШИПНИКОВ | 2002 |
|
RU2227772C2 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ БЕГОВЫХ ДОРОЖЕК КОЛЕЦ ПОДШИПНИКОВ | 1992 |
|
RU2057631C1 |
| Станок для суперфиниширования наружной цилиндрической поверхности | 1979 |
|
SU965739A1 |
| СПОСОБ СУПЕРФИНИШНОЙ ОБРАБОТКИ | 1992 |
|
RU2049652C1 |

Изобретение ртносится к области машиностроения и может быть использовано в подшипниковой промышленности для суперфинишной обработки беговых дорожек внутренних колец массо-- вых типов подшипников. Цель изобретения - повышение производительности труда, качества обработки и упрощение наладки при суперфинишировании. Для этого на роторе 3 в каждой его рабочей позиции установлен суперфи- нишнът блок, содержащий корпус 4, в вертикальной плоскости которого выполнены два соосных отверстия под шпиндель изделия 5 и автооператор 6, а в горизонтальной плоскости - две расточки, параллельные между собой, равноудаленные от оси вертикальных отверстий и перпендикулярные к ней, под инструментальные головки 7 и 8, а привод инструментальных головок вьтолнен в виде установленного соосно валу ротора торцового кулачка 30, взаимодействующего с одной стороны с приводом шпинделя изделия 5 че- рез трехступенчатьй шкив, клиновые ремни и электродвигатель со шкивами 22, а с другой стороны через систему рычагов, подшипник, пружину - с инструментальными головками 7 и 8. бил. (Л
редачи 61.
Устройство работает следующим образом.
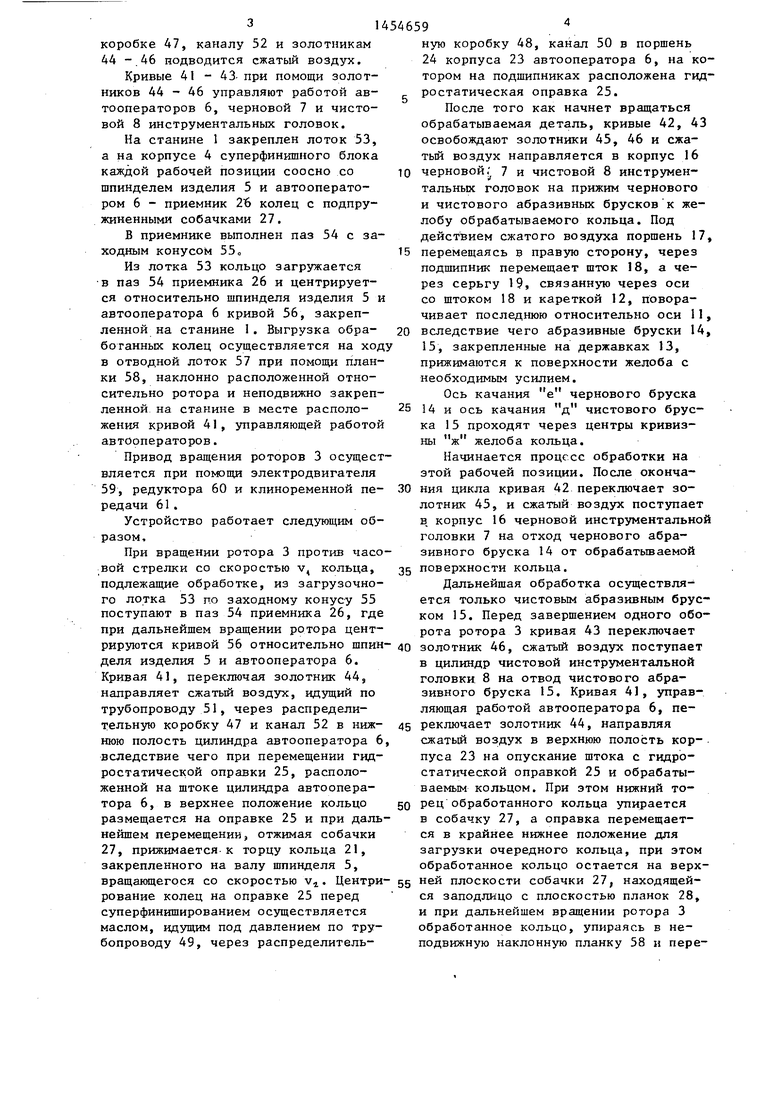
При вращении ротора 3 против часовой стрелки со скоростью v, кольца, подлежащие обработке, из загрузочного лотка 53 по заходному конусу 55 поступают в паз 54 приемника 26, где при дальнейшем вращении ротора центДальнейшая обработка осуществляется только чистовым абразивным бруском 15. Перед завершением одного оборота ротора 3 кривая 43 переключает
рируются кривой 56 относительно шпин- 40 золотник 46, сжатый воздух поступает
деля изделия 5 и автооператора 6. Кривая 41, переключая золотник 44, направляет сжатый воздух, идущий по трубопроводу 51, через распределив цилиндр чистовой инструментальной головки 8 на отвод чистового абразивного бруска 15. Кривая 4), управляющая работой автооператора 6, петельную коробку 47 и канал 52 в ниж- 45 реключает золотник 44, направляя нюю полость цилиндра автооператора 6, сжатый воздух в верхнюю полость кор. вследствие чего при перемещении гид- пуса 23 на опускание штока с гидро- ростатической оправки 25, расположенной на штоке цилиндра автооперастатической оправкой 25 и обрабатываемым кольцом. При этом нижний торец обработанного кольца упирается в собачку 27, а оправка перемещается в крайнее нижнее положение для загрузки очередного кольца, при этом обработанное кольцо остается на верхтора 6, в верхнее положение кольцо 50 размещается на оправке 25 и при дальнейшем перемещении, отжимая собачки 27, прижимается, к торцу кольца 21, закрепленного на валу шпинделя 5, вращающегося со скоростью v. Центри- 55 плоскости собачки 27, находящей- рование колец на оправке 25 перед ся заподлицо с плоскостью планок 28, суперфинишированием осуществляется и при дальнейшем вращении ротора 3 маслом, идущим под давлением по тру- обработанное кольцо, упираясь в не- бопроводу 49, через распределитель- подвижную наклонную планку 58 и перелотник 45, и сжатый воздух поступает в. корпус 16 черновой инструментальной головки 7 на отход чернового абразивного бруска 14 от обрабатьшаемой поверхности кольца.
Дальнейшая обработка осуществляется только чистовым абразивным бруском 15. Перед завершением одного оборота ротора 3 кривая 43 переключает
золотник 46, сжатый воздух поступает
в цилиндр чистовой инструментальной головки 8 на отвод чистового абразивного бруска 15. Кривая 4), управляющая работой автооператора 6, переключает золотник 44, направляя сжатый воздух в верхнюю полость корпуса 23 на опускание штока с гидро-
статической оправкой 25 и обрабатываемым кольцом. При этом нижний торец обработанного кольца упирается в собачку 27, а оправка перемещается в крайнее нижнее положение для загрузки очередного кольца, при этом обработанное кольцо остается на верх плоскости собачки 27, находящей- ся заподлицо с плоскостью планок 28, и при дальнейшем вращении ротора 3 обработанное кольцо, упираясь в не- подвижную наклонную планку 58 и перемещаясь по этой планке, падает в загрузочный лоток 57. В дальнейшем работа этой позиции повторяется, а работа остальных позиций протекает аналогично и в той очередности, в ка-- кой они расположены на роторе.
Формула изобретения
Устройство для обработки тел вращения, содержащее смонтированньй на станине с возможностью поворота ро- тор, несущий шпиндели изделия, также -инструментальные головки и автооператор для загрузки и выгрузки де
талей, отличающееся тем, что, с целью повышения качества и производительности обработки, устройство снабжено установленным в каждой рабочей позиции суперфинишным блоком, в корпусе которого вертикально и со- осно размещены шпиндель изделия и автооператор, а горизонтально - инструментальные головки, одна из которых предназначена для черновой обработки, а другая - для чистовой, при этом оси инструментальных головок расположены параллельно друг другу и равноудалены от оси шпинделя изделия.
32
ТГ
3322 4.
. 2
8 1018 11 13 12 13 15 Ж
3316
1-P-V--7- of
-РРН 18 13 2 4
7 Шае.
Вид /
8
ViHjMrn
в
ф1/г. 5
ВидГ
27
Фив.5
| Устройство для абразивной обработки | 1971 |
|
SU456713A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
