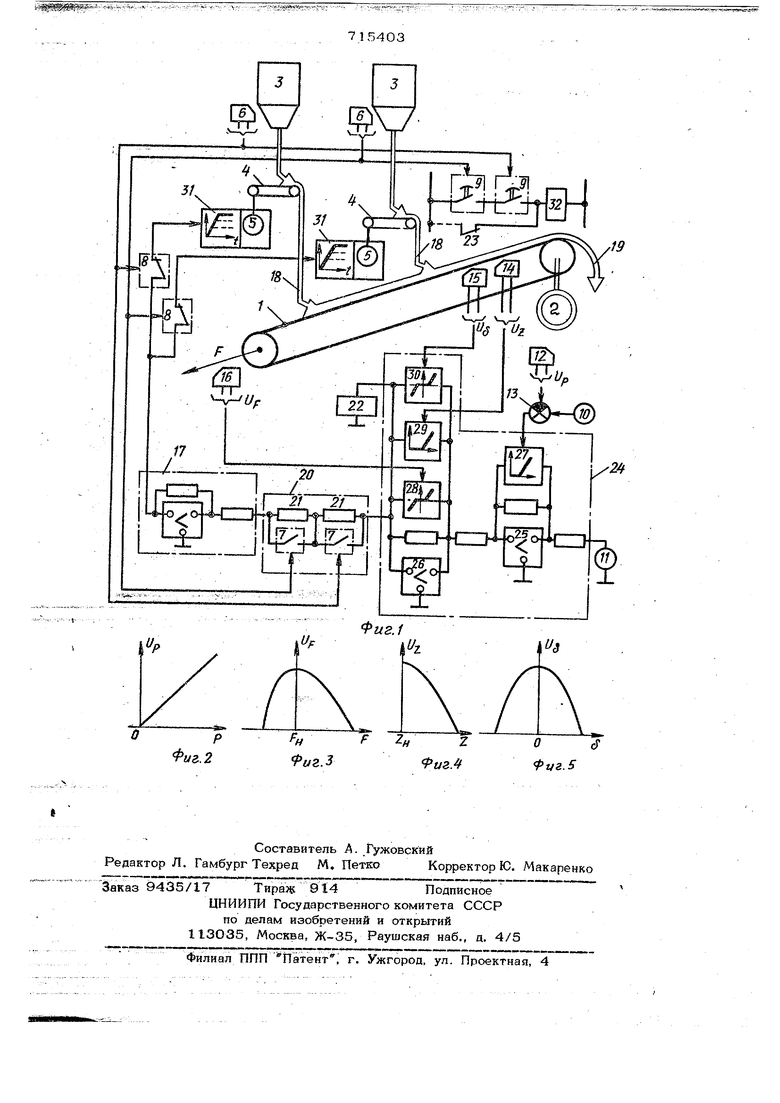
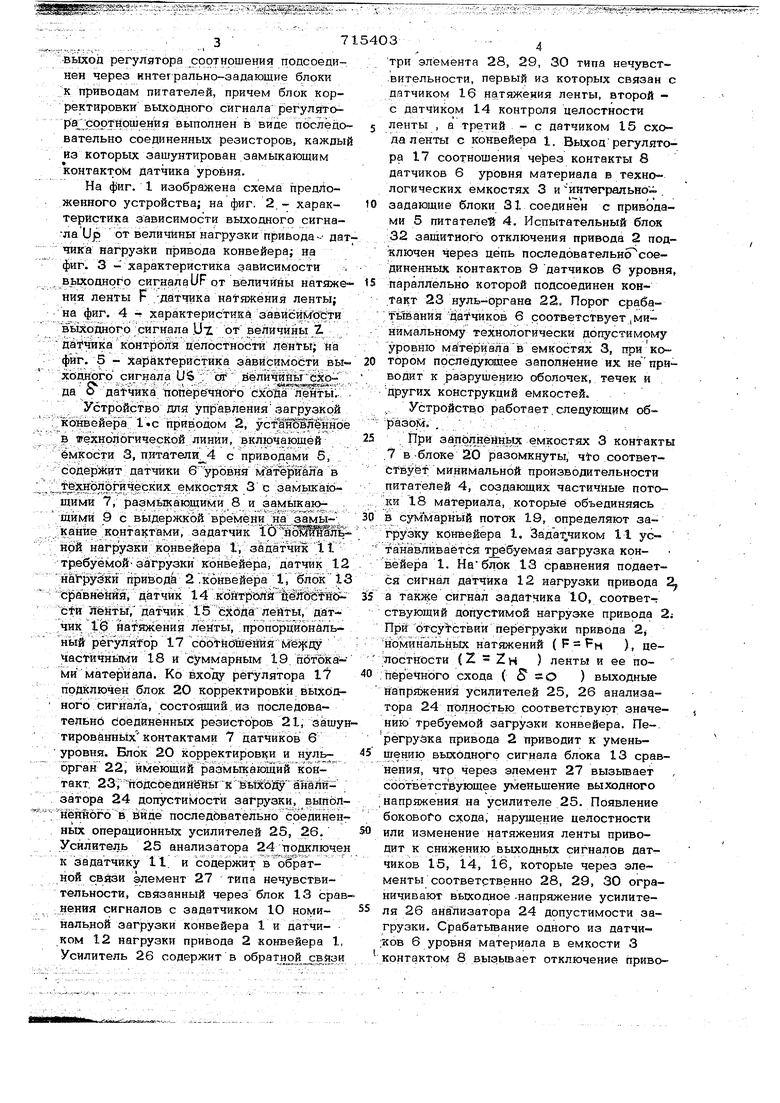
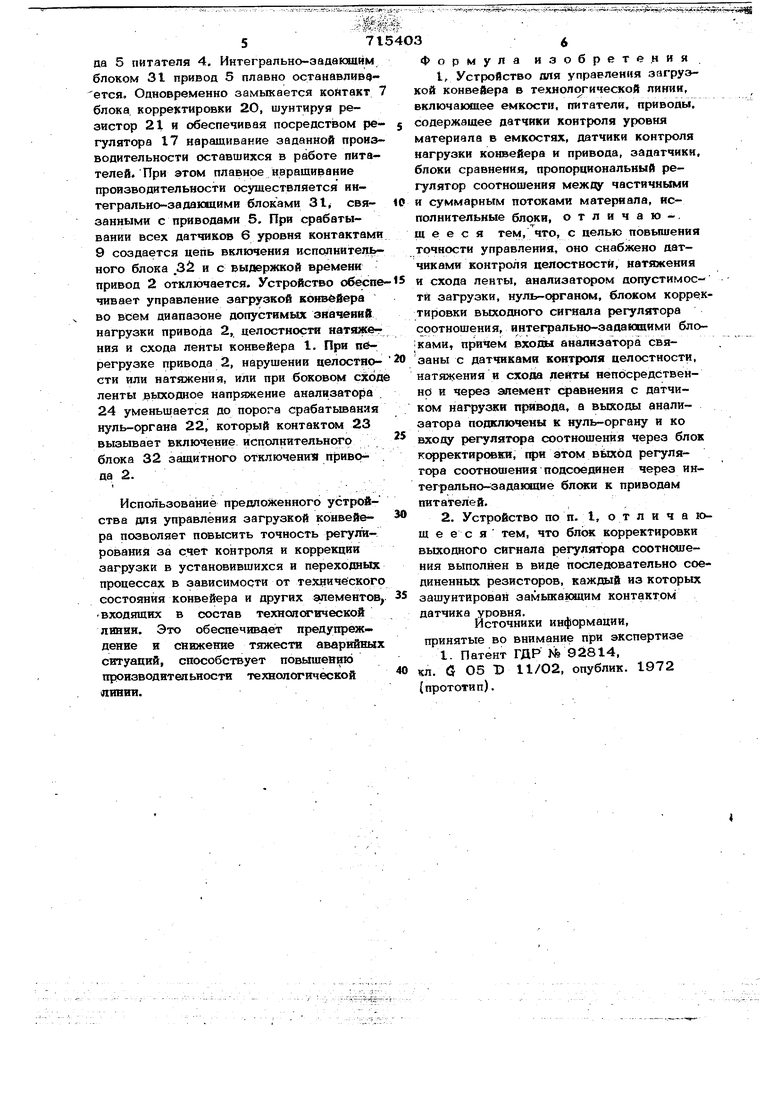
715403 выход регулятора соотношения подсоединен через интегрально-задающие блоки к приводам питателей, причем блок корректировки выходного сигнала регулятора;;;сортношения выполнен в виде последовательно соединенных резисторов, каждый из которых эашунтирован замыкающим контактом датчика уровня. На фиг. 1 изображена схема предложенного устройства; на фиг. 2.- характерйстика зависимости выходного сигнал аUj3 от величины нагрузки: привода- датчика нагрузки п ривода конвейера; на фиг. 3 -характеристика зависимости . вьисодногр сигналаUF от величины натяжения ленты F датчика натяжения ленты; на фиг. 4 - характеристики зависимости выходного сигнала Ul от величины 2. датчика контроля аелостности ленты; йа фиг. 5 - xapaKtepHCTHKa зависимости вы сигнала US от величийьт схоfVI зЛякчу ц чгчда о датчика поперечного схода ленты. Устройство для управления загрузкой конвейера приводом 2, уст ано лённое в технологической линии, включающей емкости 3, питатели 4 с приводами 5, содержит датчики б уровня материала в технологических емкостях 3 с замыкающими 7, размыкающими 8 и замыкаю щими 9 с выдержкой времени на замыкание контактами, задатчик 10 ноШ йьной нагрузки конвейера I, задатчик ll требуемой-загрузки конвейера, датчик 12 Hat pysKH привода 2 конвейера I, блок 13 сравнейня, датчик 14 контроля йеЯбйтВбсТи ленты, датчик 15 схоДа лейты, датчик 16 натяжения леиты, пропорциональный регулятор 17 соотношения Частичными 18 и суммарным 19 пЬтока-Ми материала. Ко входу регулятора It подключен блок 20 корректировки выходного сигнала, состоящий из последовательно (Соединенных резисторов 21, зйшунтированных контактами 7 датчиков 6 уровня. Блок 20 корректировки и нульорган 22, имеющий размыкакэщий йойтакт. 23 ШдсЬёдинШ4ьт к ёЬ1хЬцуанЖл затора 24 допустимости загрузки, выпОЛ ;нёнйбго в виде последовательно соединеннь1х операционных усилителей 25, 26. Усйлитель 25 анализатора 24 подключен к за датчику 11. и содержит в оВратной связи элемент 27 типа нечувствительности, связанный через блок 13 сравнения сигналов с за датчиком 10 номинальной загрузки: конвейера 1 и датчиком 12 нагрузки привода 2 конвейера I, Усилитель 26 содержит в обратной вйзи три элемента 28, 29, 30 типа нечувст.вительности, первый из которых связан с датчиком 16 натяжения ленты, второй с датчиком 14 контроля целостности ленты , а третий - с датчиком 15 схода ленты с конвейера 1. Выходрегулятора 17 соотношения через контакты 8 датчиков 6 уровня материала в технологических емкостях 3 и интегрально . задающие блоки 31 соединен с приводами 5 питателей 4. Испытательный блок 32 защитного отключения привода 2 подключен через цепь последоватеяьно соединенных контактов 9датчиков 6 уровня, параллельно которой подсоединен контакт 23 нуль-органе 22. Порог срабать1вания датчиков 6 соответствует, ми нимальному технологически допустимому уровню материала в емкостях 3, прикотором последукяцее заполнение их не приводит к разрушению оболочек, течек и других конструкций емкостей. Устройство работает следующим образом. При заполненных емкостях 3 контакты 7 в блоке 20 разомкнуты, 4to соответствует минимальной производительности питателей 4, создающих частичные потоки 18 материала, которые объединяясь в суммарный поток 19, определяют загрузКу кбнвейера 1, Задахчиком 11 устанавливается Т ебуемая загрузка конвейера I. Наблок 13 сравнения подается сигнал датчика 12 нагрузки привода 2у а также сигнал задатчика 10, соответ-: ствующий допустимой нагруэке привода 2j При отсутствии перегрузки привода 2 номинальн.ых натяжений (Р Рм ), целостности {Z s: 2 н ) ленты и ее поперечного схода ( 5 О ) выходные напрдасения усилителей 25, 26 анализатора 24 полностью соответствуют значению требуемой загрузки конвейера. Ое-, рёгруака привода 2 приводит к уменьшению выходного сигнала блока 13 сравнения, чтр через элемент 27 вызьгоает соответствующее уменьшение выходного напряжения на усилителе 25. Появление бокового схода, нарущение целостности или изменение натяжения ленты приводит к снижению выходных сигналов датчиков 15, 14, 16, которые через элементы соответственно 28, 29, 30 ограничивают выходное-напряжение усилителд 26 ана лизатора 24 допустимости загрузки. Срабатывание одного из датчи:ков 6 уровня материала в емкости 3 контактом 8 выэьшает отключение приво571да 5 питателя 4, Интегрально-эадаюшйм блоком 31 привод 5 плавно останавливдется. Одновременно замыкается койтакт блока, корректировки 2О, шунтируя резистор 21 и обеспечивая посредством регулятора 17 наращивание заданной производительности оставшихся в работе питателей При этом плавное нарашивание производительности осуществляется интегрально-задающими блоками 31, связанными с приводами 5. При срабатывании всех датчиков 6 уровня контактами 9 создается цепь включения исполнительного блока ,ЗЙ и с выдержкой времени привод 2 отключается. Устройство обеспе чивает управление загрузкой конвейера во всем диапазоне допустимых значений нагрузки привода 2, целостности нат кегния и схода ленты конвейера 1, При перегрузке привода 2, нарушении целостности или натяжения, или при боковом сход ленты выходное напряжение анализатора . 24 уменьшается до порога срабатьшания нуль-органа 22, который контактом 23 вызывает включение исполнительного блока 32 защитного отключени1Я привода 2. Использование предложенного устройства для управления загрузкой конвейера позволяет повысить точность регулирования за счет контроля и коррекции загрузки в установившихся и переходных процессах в зависимости от технического состояния конвейера и других элементов ВХОДЯЩИХ в состав технологической ЛИВИИ. Это обеспечивает предупреждение и снижение тяжести аварийных ситуаций, способствует повышению производительности технологической линии. З Формула изобретения I, Устройство Ш1Я управления загрузкой конвейера в технологической линии, включакхиее емкости, питатели, приводы, содержащее датчики контроля уровня материала в емкостях, датчики контроля нагрузки конвейера к привода, зядатчикн. блоки сравнения, пропорциональный регулятор соотношения между частичными и суммарным потоками материала, исполнительные блоки, отличаю-, щ е е с я тем, то, с целью повьпиения точности управления, оно снабжено датчиками контроля целостности, натяжения и схода ленты, анализатором допустимостй загрузки, нуль-с зганом, блоком корректировки выходного сигнала регулятора соотношения, интегрально-задающими бло;ками, причем вкотл анализатора связаны с датчиками контроля целостности, натяжения и схода ленты непосредственно и через элемент сравнения с датчиком нагрузки привода, а выходы анализатора подключены к нуль-органу и ко входу регулятора соотношения через блок корректировки, 1фи этом выход регулятора соотношения подсоединен через интегрально-задакяцие блсжи к приводам питателей. 2. Устройство по п. 1, от л и ч а ющ е е с я тем, что блок корректировки выходного сигнала регулятора соотношения выполнен в виде последовательно соединенных резисторов, каждый из которых зашунтнрован замыканяцим контактом датчика уровня. Источники информации. принятые во внимани при экспертизе I. Патент ГДР № 92814, кл. G 05 D 11/02, опублик. 1972 (прототип).
Фиг. 2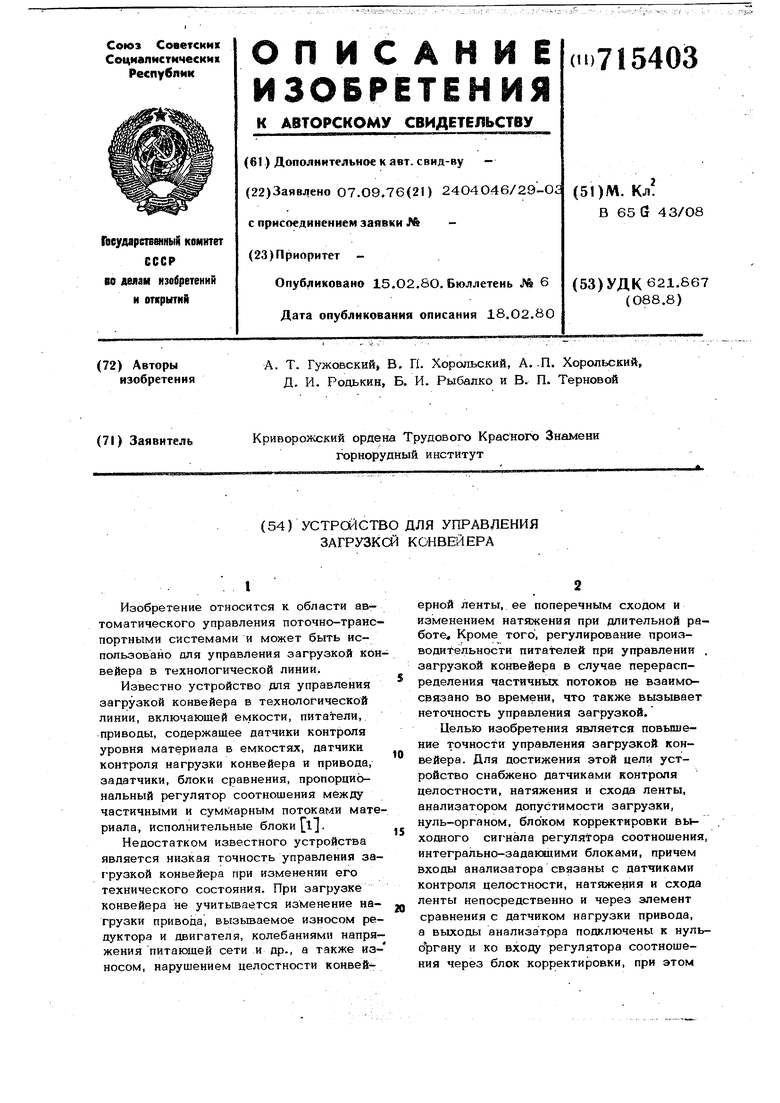
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления циклом измельчения | 1978 |
|
SU778798A1 |
| Система автоматического управления технологической линией обогащения | 1978 |
|
SU751426A1 |
| Система автоматического управления дробильным комплексом | 1988 |
|
SU1585001A1 |
| Система автоматического управления циклом измельчения | 1982 |
|
SU1098570A1 |
| Система автоматического управления технологической линией обогащения | 1978 |
|
SU749430A1 |
| УСТРОЙСТВО для РЕГУЛИРОВАНИЯ ЗАГРУЗКИ ЩЕКОВОЙДРОБИЛКИ | 1972 |
|
SU335001A1 |
| Система автоматического управления процессом обогащения железных руд | 1982 |
|
SU1074598A1 |
| Система регулирования многостадийного процесса дробления | 1987 |
|
SU1500366A1 |
| Устройство для регулирования производительности дробилки | 1982 |
|
SU1036372A1 |
| Способ автоматического управления одностадийным циклом мокрого измельчения | 1987 |
|
SU1414461A1 |