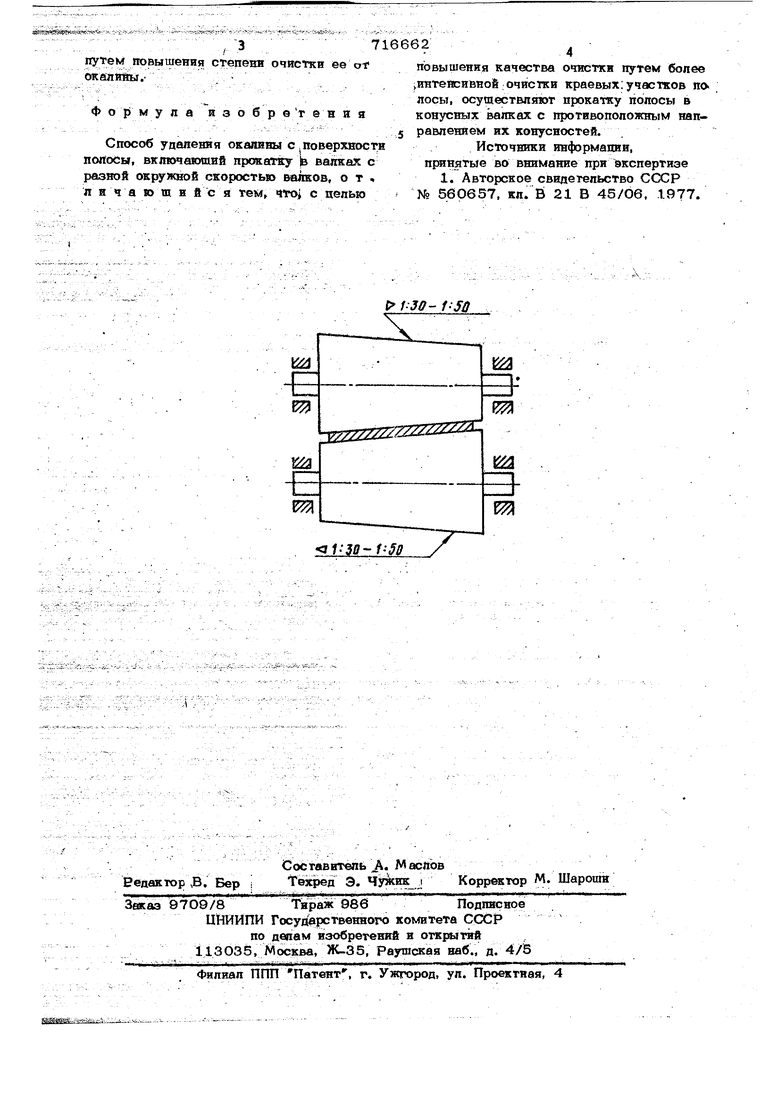
. . .; .- Изобретение относится к области ме таялургического производства, а именно к очистке от окалины поверхности метал йической полосы,. Известен способ удаления окалины с поверхности полосы/заключающийся в том, что полосу подвергают прбкатке-вопочениго в валках окалиноломателя, врашагощихс с различной окружной скоростью ft . Недостатком способа является то, что зачистка осуществляется равномерно по всей ширине полосы, а окалина группируется преимущественно у кромок полосы. Цель изобретения - повышение качества очистки путем более интенсивной очистки краевых участков полосы. Для этого прокатку полосы осуществля ют в конусных валках с противополс Шь1)Й направлением их конусное гей. На чертеже изображень конусные валки с полосой. Для реализации способа полосу обжи-. мают в валках окалиноломателя, выпол йеннЫХ С кощгсностью 1:30-1:50. Прт этом в результате разной пластичности окалины и мётаяж1й Ш хеййт1ЕйййШгВй ние слоя окалины. Вследствие конусности валкьв окружные скорости точек их поверхности разные. Например, для валков : выполненньтх с конуснбстыо 1:4О, разность окружных скоростей точек верхнего и нижнего валка (аходящизсея в одном аёр тикальном сечении, увеличивается: от. с аредийы к краю валка от нуля до 4 м/мий. В силу разности окружных скоростей валков на верхней и нижней поверхностях полосы бУдут возникать сдвиговые усилия, благодаря чему будет улучшаться отделение частиц взломанной окалины от по вёрхности полосы. Вследствие нарастания разности сдвиговых усилий от середины к кромкам конусности валков отделение окалины, группирующейся по кромкам полосы, будет более эффективным. Использование изобретения позволит улучщнть качество металлической полосы
путем пювышения степени очистки ее ог
ОКЙПЙЙЬГ.. Ф о р м у л а и 3 о б р в т е н и я
Способ уцапенвя окалввы с поверхности полосы, включаюшнй прокатку Ь валках с развой окружной скоростью валков, от, л и ч а ю щ и и с я тем, что с пелью
повышения качества очистки путем более интейсивной очистки краевых; участков полесы, осуществляют прокатку полосы в конусных валках с противоположным нап равлением их конусностей.
Источники информации, пртнятые во внимание при экспертизе
1. Авторское свидетельство СССР № 560657, кл. В 21 В 45/06. 1.977.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ удаления окалины с поверхности полосы | 1983 |
|
SU1093379A2 |
| СПОСОБ ЛИСТОВОЙ ПРОКАТКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2004 |
|
RU2277021C1 |
| Способ производства проката | 1979 |
|
SU816599A1 |
| Способ производства полос | 1987 |
|
SU1530276A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ НА ЛИСТОВОМ СТАНЕ | 2012 |
|
RU2487768C1 |
| Способ очистки металлической полосы от окалины | 1975 |
|
SU560657A1 |
| Способ производства холоднокатаной ленты из жаропрочной нержавеющей стали | 2024 |
|
RU2829244C1 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛОС ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ И КОМПЛЕКСНАЯ ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПРОКАТНОГО СТАНА | 1999 |
|
RU2233717C2 |
| СПОСОБ ДРЕССИРОВКИ ГОРЯЧЕКАТАНОГО СТАЛЬНОГО ЛИСТА | 2001 |
|
RU2183515C1 |
| Рабочий валок черновой прокатной клети | 1981 |
|
SU980881A1 |
К
ш
Кй
1-38-f-SU
т
В
ш
