(54) РАБОЧИЙ ВАЛОК ЧЕРНОВОЙ ПРОКАТНОЙ
КЛЕТИ

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки | 1980 |
|
SU1009541A1 |
| Слиток для прокатки | 1981 |
|
SU948471A1 |
| СПОСОБ ЛИСТОВОЙ ПРОКАТКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2004 |
|
RU2277021C1 |
| Прокатный валок | 1990 |
|
SU1755978A1 |
| Способ прокатки сталей с повышенным окалинообразованием | 1980 |
|
SU929254A1 |
| Способ горячей прокатки полосовой стали | 1985 |
|
SU1328011A1 |
| Способ горячей прокатки металлов и сплавов | 1991 |
|
SU1801631A1 |
| Валок прокатного стана | 1991 |
|
SU1773237A3 |
| Способ горячей прокатки полосовой стали | 1982 |
|
SU1072931A1 |
| Способ прокатки прямоугольной полосы | 1983 |
|
SU1161201A1 |
1
Изобретение относится к прокатному производству, а именно к валкам Для производства листовой и сортовой про дукции, и может быть использовано при прокатке качественного металла, идущего на изготовление ответственных изделий.
Наиболее близким к изобретению по технической CJOUHOCTH является рабочий валок черновой прокатной клети, форма бочки которого выполнена в виде несколь- ц ких сопрягающихся между собой граней l.
Однако вследствие того, что имеющиеся углы между- гранями расположены . вдоль оси валка, дополнительные сдвиго. 15 вые деформации происходят только в продольновертшшльных плоскостях деформируемого металла, что недостаточно для интенсивного дробления литой структуры и заварки внутренних дефектов. Кроме тО 20 го, известный валок в недостаточной степени взламывает имеющуюся на поверхности прокатываемой заготовки печ,ную и воздушную окалину.
Йелью изобретения является повышение качества проката путем интенсифи- кадии дробления литой структуры и удаления окалины.
Поставленная цель достигается тем, -что в рабочем валке черновой прокатной клети, бочка которого выполнена в виде нескольких сопрягающихся между собой граней, поверхность бочки валка по ее длине разделена на участки, где сопрягающиеся грани каждого из них повернуты относительно сопрягающихся граней смежных с ним участков на угол , определяемый по формуле
К-Ь60
oL.
2 -И
где К - коэффициент, определяемый высотой полосы и равный О,О5-1; У - число граней.
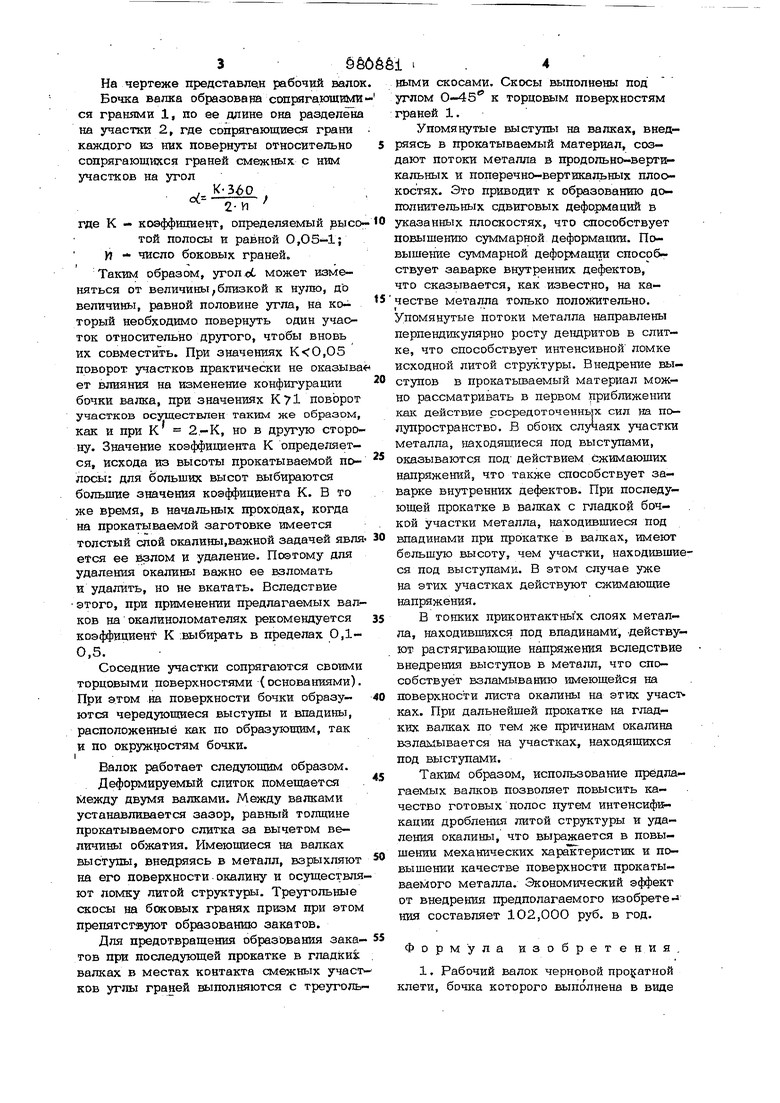
Углы граней в местах контакта смежвых участков выполнены со скосами до 45. 3§6666 На чертеже представлен рабочий вапок. Бочка валка образована сопрягающимися гранями 1, по ее длине она разделена на участки 2, где сопрягающиеся грани каждого из них повернуты относительно сопрягающихся граней смежных с ним участков на угол , К-360 °f ПГ где К - коэффихщент, определяемый рысо- той полосы и равной 0,05-1; У) - число боковых граней. Таким образом, , может изменяться от величины,близкой к нулю, до величины, равной половине угла, на который необходимо повернуть один участок относительно другого, чтобы вновь их совместить. При значениях ,05 поворот участков практически не оказыва ет влияния на изменение конфигурации бочки валка, при значениях К 71 поворот участков осугцествлен таким же образом, как и при К 2.-К, но в другую сторону. Значение коэффициента К определяется, исхода из высоты прокатываемой полосы: для больших высот выбираются большие значения коэффициента К. В то же время, в начальных проходах, когда на прокатываемой заготовке имеется толстый спой окалины,важной задачей явля ется ее взлом и удаление. Поэтому для удаления окалины важно ее взломать и удалить, но не вкатать. Вследствие этого, при применении предлагаемых валков на окалиноломателях рекомендуется коэффициент К .выбирать в пределах 0,10,5. Соседние участки сопрягаются своими торцовыми поверхностями (основаниями). При этом на поверхности бочки образуются чередующиеся выступы и впадины, расположенные как по образующим, так и по окружностям бочки. Валок работает следующим образом. Деформируемый слиток помещается Между двумя валками. Между валками устанавливается зазор, равный толщине прокатываемого слитка за вычетом величины обжатия. Имеющиеся на валках выступы, внедряясь в металл, взрыхляют на его поверхности.окалину и осужествляют ломку литой структуры. Треугольные скосы на боковых гранях призм при этом препятствуют образованию закатов. Для предотвращения образования закатов при последующей прокатке в гладкий валках в местах контакта смежных участков углы граней выполняются с треуголь51 .4 выми сжосами. Скосы выполнены под углом 0-45 к торцовым поверхностям граней 1. Упомянутые выступы на валках, внедряясь в прокатываемый материал, создают потоки металла в продольно-вертикальных и поперечно-вертикальных плоскостях. Это приводит к образованию дополнительных сдвиговых деформаций в указанных плоскостях, что способствует повышению суммарной деформации. По.вышение суммарной деформации способствует заварке внутренних дефектов. что сказывается, как известно, на качестве металла только положительно. Упомянутые потоки металла направлены перпендикулярно росту дендритов в слитке, что способствует интенсивной ломке исходной литой структуры. Внедрение выступов в прокатьюаемый материал можно рассматривать в первом приближении как действие сосредоточенньр сил на полупространство. В обоих случаях участки металла, находящиеся под выступами, оказываются под- действием сжимаюших напряжений, что также способствует заварке внутренних дефектов. При последующей прокатке в валках с гладкой бочкой участки металла, находившиеся под впадинами при прокатке в валках, имеют большую высоту, чем участки, находившиеся под выступами. В этом случае уже на этих участках действуют сжимающие напряжения. В тонких приконтактных слоях металла, находившихся под впадинами, действуют растягивающие напряжения вследствие внедрения выступов в металл, что способствует взламыванию имеющейся на поверхности листа окалины на этих участках. При дальнейшей прокатке на гладких валках по тем же причинам окалина взламывается на участках, находящихся под выступами. Таким образом, использование предлагаемых валков позволяет повысить качество готовых полос путем интенсификации дробления литой структуры и удаления окалины, что выражается в повы «™ механических характеристик и по качестве поверхности прокатываеМого металла. Экономический эффект от внедрения предполагаемого изобретения составляет 102,000 руб. в год. Формула изобретения, 1. Рабочий валок черновой про сатной клети, бочжа которого выполнена в виде нескольких сопряженных между собой граней, отличающийся тгем, что, с цепью повышешш качества проката путем интенсификации дробления литой структуры и удаления окалины, поверхвость бочки валка по ее длине разделена на участки, где сопряженные грани каждого из них повернуты относительно сопряженшх граней смежных с ним участьков на угол ot, определяемый по формуле :3бо 2ул 98 814 где К - коэффициент,определяа шй шсо Tog полосы и равный О ,О . М - число граней. 2. Валок по п. 1, отличаю - и и и с я тем, что углы граней в месл тах контакта смежных участков выпол нены со скосами до 45. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 75933, кл. В 21 В 27/02, 1953.
