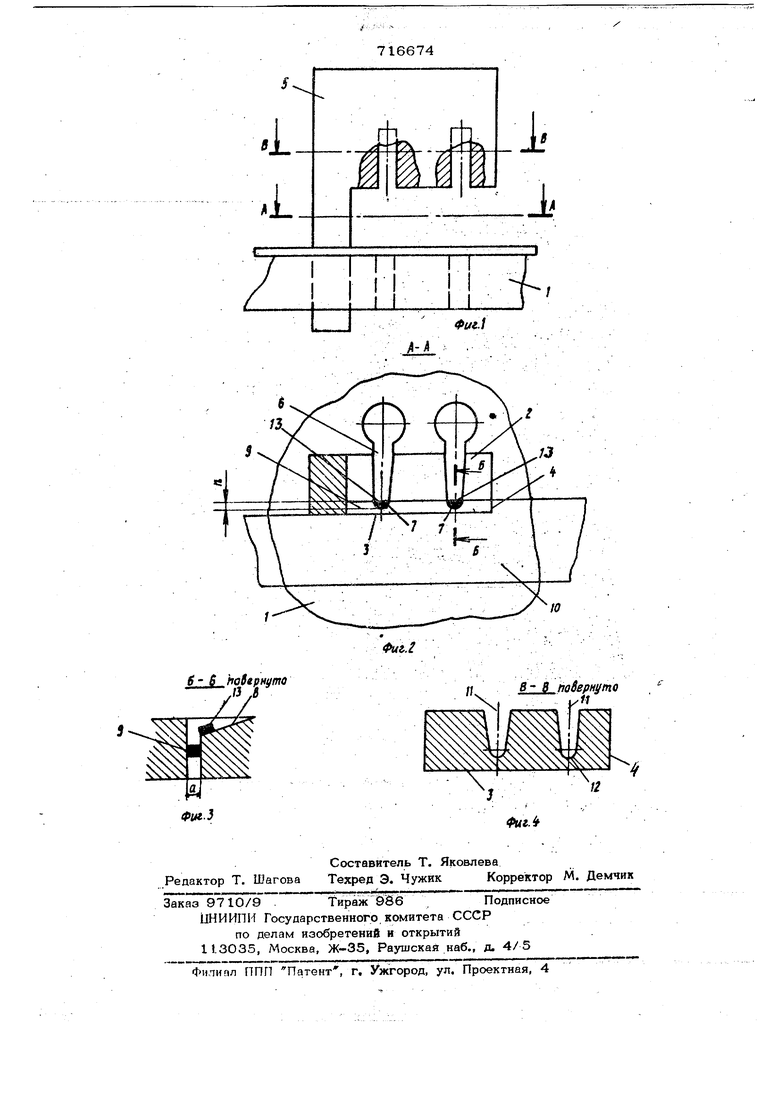
- .. .;: Изобретекиб относится к обработке металлов давлением и может быгь исполь зовано прл холодной тонкопистр1вой штам повке, преимущественно в paAHotexHH4eoкой и приборостроительной промышленносИзвестно устройство для обрезки кромо полорового металла, содержащее матряцу с выполненным в ее теле сквозным отвер-г .стием, имеющим продольную и поперечную режущие кромкн, и пуансон с рёк)таими кро1М ками, соответствующими режушим кромкам матрицы lj. Однако при обрезке этим устройством боковой кромки полосы (движение ножа в матрицу) обрезанный отход запрессовывается между упором ножа и поперечной стенкой матрицы, а с двух других сторон отход остается свободным. Поэтому при движении ножа из матрицы отход увлекается упором ножа, поднимается и при подаче полосы в штампе на шаг попадает между торцом полосы (поперечнйй выступом на полосе) и упором ножа и изме- аяет шаг подачи, что приводят к быстро-, iviy выходу из строя пуансонов последовательного штампа, заклиниванию полосы в штампе ловителями сопровождения и браку штампуемькх деталей. Попадая на зеркало матрицы или на полосу, отход продвигается полосой в штамп, чтб также приводит к поломке штампа. Для увеличения стойкости и производательностй устройства, е также повышения качества получаемых изделий путем исключения попадания обрезянного металла на рабочую поверхность матрицы предлагаемое устройство снабжено расположенными в отверстии матрицы заклинивагащмми элементами, выполненными со скошенными рабочими поверхностями, имеющими радиусные режущиа кромки, а на пуансоне выполнены дополннтольные режущие кромки, соответствующие режущим кромкам ааклипивающих элементов, при этом заклинивающие элементы расположены от продольной режушой кромки на расстоянии, меньшем ширины отрезаемого металла. На фиг. 1 изображено предлагаемое устройство, вид сбоку; на фиг; 2 - то ж разрез А-А на фиг. 1{ на фиг, 3 - то же, разрез Б-Б на фиг. 2; на фиг, 4 то же, разрез В-В на фиг. I. i Предлагаемое устройство сЬдержит матрицу 1, в1гёле которой вьтолнено сквозное отверстие 2 б продольной 3 и 11ОперёчнЬй 4 режущими кромками. На пуансоне 5 выполнены режущие кромки 3 и 4, сботбетствующие режущим кромка матрицы. В отверстии 2 матрицы установ лены заклинивающие элементы б, имек liffte раДйуёныё режущие кромки 7, расположенные на скошенной рабочей поверхности 8 элементов 6. Элементы б размещены от продольной режущей кромки матрицы на расстоянии 01 , меньшем ширине отрезаемого металла 9 полосы 10. На пуансоне выполнены пазы И по форме элементов 6, имеющие радиусные режущие кромки 12, соответствующие режущим кромкам 7 anoMeHtoB б, производящие отрезку отхода 13, .л,. Устройство работает следующим образом. ---.Л. - ;.; ., ;------ При движении пуансона 5 в матрицу I происходит обрезка отхода 9 продольными 3 и поперечными 4 режущими кромками йуансона и матрицы. Обрезанный отход 9 продвигается пу1ансрном вДОЭ вШтрицу и встречает на своём пути радиусные режущие кромки, производящие обрез ку отхода 13. При этом обрезанные чар ти 13 располагаются на скосах, т.е. ниже зеркала матрицы. Основной отход 9 надеж заклинивается fe отверстии матрицы между стенкой отверстия, по которой расположена режущая кромка 3, и заклинивакицй ми элементами 6. При сле;: г1ощём ходе пуансона отход 9 и отход 13 подают в ;ящик Для д гхОдс В каждом кoнкpeтнo случае для опре 1аеления размера внедрения заклинивающих элементов в обрезаемый oTJtoД под(считьтйется по формуле: . де п - размер внедрения заклинивающих элементов в обрезаемый отход; Л - минусовой допуск на порезку по ширине; 2 - зазор между полосой и направляющими линейками штампа; ft - величина, равная 0,2-0,3 мм. На эту величину входят дополнительные ежущие кромки в тело бокового отхода, огда полностью выбран допуск ik на набзку полосы. Предлагаемое устройство позволяет олностью ликвидировать попадание отреаемого отхода на зеркало матрицы, что рвьщ/ает стойкость и производительность тамггов в два раза, полностью устранят брак штампуемых деталей. Формулаизобрет е н И Я Устройство для обрезки кромОк полосоврго металла, содержащее матрицу с выполненным в ее Теле сквозным отверстием, имекхцим продольную и поперечную режущие kpoMKH, и пуансон с режущими кромками, соответствующими режущим кромkaM матрицы, отличающееся тем, что, с целью увеличения стойкости и производительности устройства, а также пЪвьгшения качества получаемых изделий путём исключения попадания обрезанного Металла на рабочую поверхность матрицы, оно снабжено расположенными в отверстии матрицы заклинивающими элементами, выполненными со скошенными ра,бочими поверхностями, имеющими радиусные режущие кромки, на пуансоне выполнены дополнительные режущие кромки, соответствующие режущим кромкам заклинивающих элементов, при этом заклинивающие элементы расположены от продольной режущей кромки на расстоянии, меньшем ширины отрезаемого металла. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 183172, кл, В 21 ii 28/14, 1963.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для вытяжки и обрезки | 1982 |
|
SU1015973A1 |
| Способ изготовления П-образных деталей из полосы и штамп последовательного действия для его осуществления | 1991 |
|
SU1819712A1 |
| Штамп последовательного действия | 1978 |
|
SU780934A2 |
| Устройство для обрезки кромок полосового материала к штампу последовательного действия | 1988 |
|
SU1660801A1 |
| Штамп для вытяжки и обрезки | 1990 |
|
SU1784351A1 |
| Устройство для последовательной штамповки полосового материала | 1989 |
|
SU1738434A1 |
| Штамп для обрезки | 1987 |
|
SU1505635A1 |
| Инструмент для резки миниатюрных деталей на универсально-гибочных автоматах | 1987 |
|
SU1505622A1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ И ОБРЕЗКИ•.ОСНАЯ••••r-rj,-. п..,..„ •: iiA'iir;.i; | 1971 |
|
SU306893A1 |
| Штамп универсальный для обрезки | 1981 |
|
SU967615A1 |