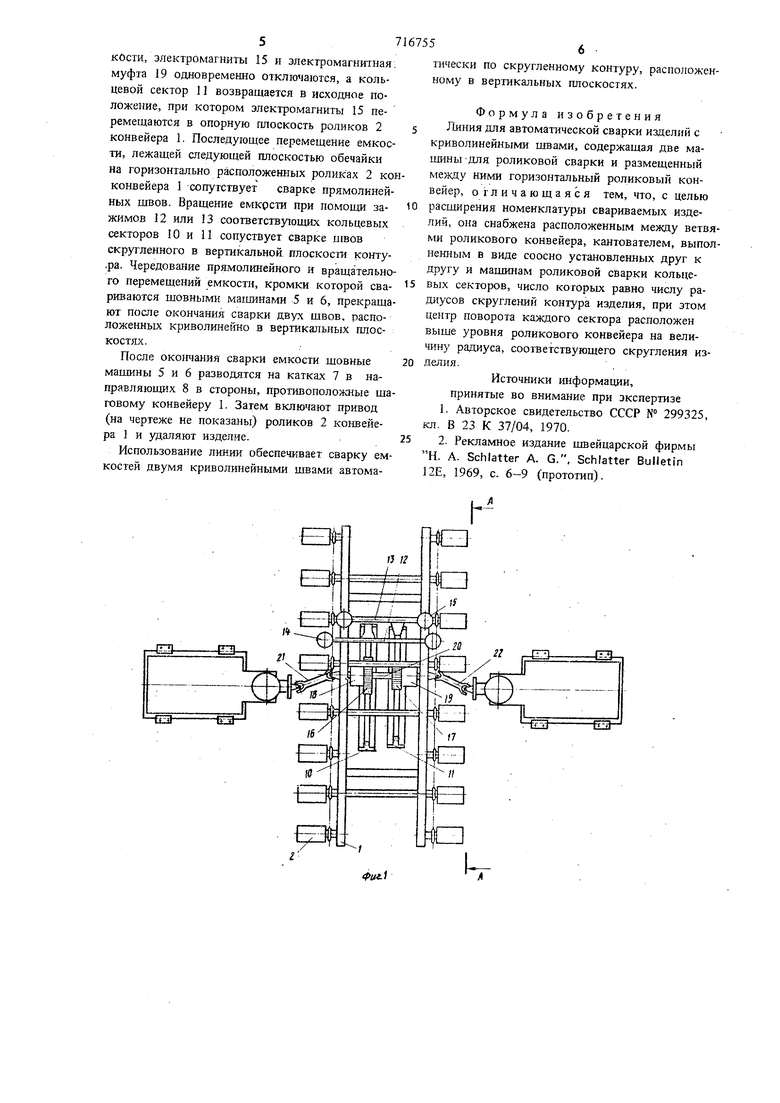
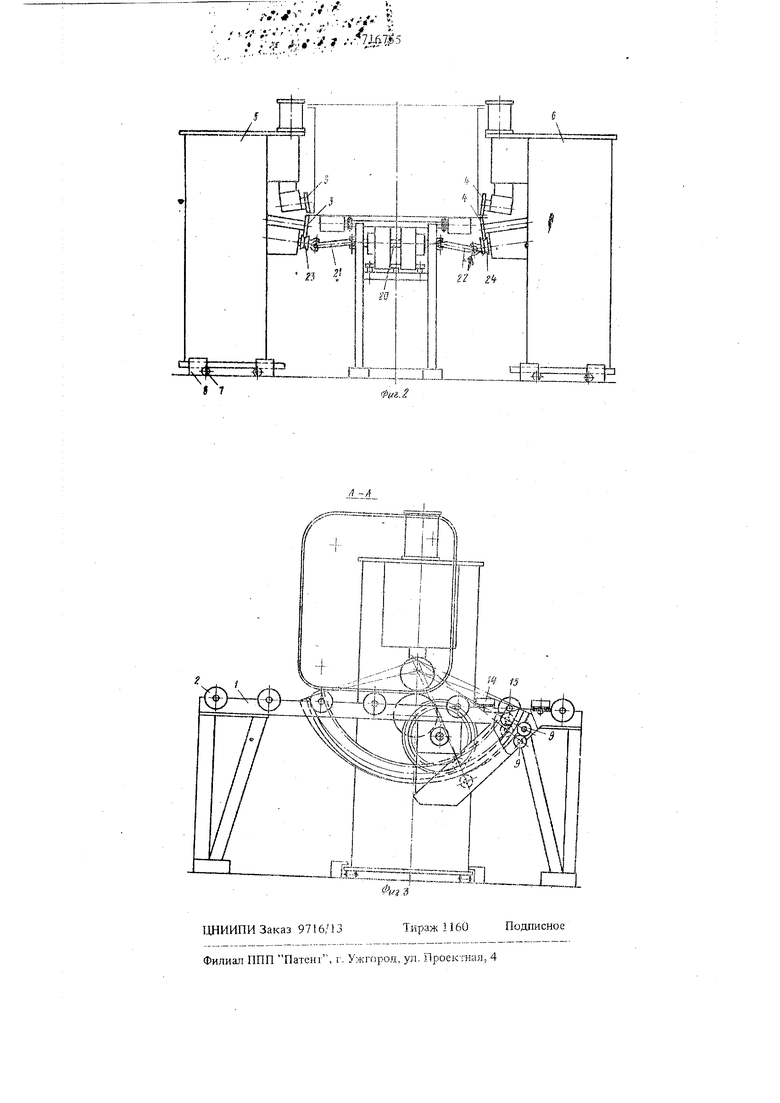
Изобретение относится к оборудованию для , сварки, в частности для иювной автоматической сварки криволинейных швов стенок с обечайками по скругленному контуру, расположенному в вертикальной плоскости преимущественно емкостей. Известна установка для автоматической сварки замкнутых швов, расположенных в вертикальной плоскости. Такие установки содержат контейнер для изделия, установленный с возможностью перемещения в направляющих, имею щих форму замкнутого многоугольника со сторонами, параллельными линиям, соединяющим центры скругления углов изделия, и механизмы для прямолинейного и вращательного перемещения контейнера по направляющим 1. Известная установка, содержащая контейнер и его направляющие, выполненные в форме замкн того многоугольника, предусматривает загрузку изДелия под сварку и его удаление после сваркк с торца контейнера в направлении, перпендикулярном к линии сварки, что требует дополнительных затрат времени, вызывая простой сварочного оборудования в течение загруз кн. и гем рамым снижает производительность установки. Наиболее близким по технической сущности и достигаемому результату к изобретению является линия для автоматической сварки изделий с криволинейными щвами, содержащая две малшны для роликовой сварки и размещенный между ними горизонтальный роликовый конвейер 2. Линия осуществляет сварку изделий одновременно двумя прямолинейными щвами, расположенными в горизонтальной плоскости, исютючая возможность сварки изделий в технологическом потоке одновременно двумя щвами по конlypy, расположенному криволинейно в вертикальных плоскостях. Для расщирения номенклатуры свариваемых изделий предлагаемая линия снабжена расположенным между ветвями роликового конвейера кантователем, выполненным в виде соосно установленных друг к другу и машинам роликовой сварки кольцевых секторов, число которых равно числу радиусов скруглений контура изделия, при этом центр поворота каждого сектора расположен выше уровня роликового конвейера на величину радиуса соответствующего скруглепия изделия. На фиг. 1 изображена линия для автоматичесKOf) сварки криволинейных, швов емкосте, вид в плане; на фиг. 2 - то же, вид с торца роликового конвейера; на фиг. 3 дан разрез А-А на фиг. 1. Линия для автоматической сварки изделий с криволинейными швами, состоящих из стенок и обечайки со скругленным но двум радиусам контуром нлоскостей, содержит конвейер 1 с горизонтально расположен1Нз1МИ нриводными роликами 2 и обращенные друг к Другу парами своих электродов 3 и 4 шовные машины 5 и 6, установленные соосно по обе стороны конвейера 1 на катках 7, размещенных в направлялчзщих 8 с возможностью перемещения в перпендикулярном к оси конвейера 1 нанравлении В средней части конвейера 1 ниже уровня нрггеодных роликов 2 смонтированы в направляющих роликах 9 соосно щовным машинам 5 и б кольцевой сектор 10, центр которого расположен выше опорной шюскости роликов 2 на размер первого радиуса скругления изделия, и кольцевой сектор 11, центр которого расположен выще онорной шюскости роликов 2 на размер второго радиуса скругления :коитура изделия. На каждом из кольцевых секторов 10 и 11 закреплены в опорной плоскости роликов 2 конвейера 1 зажимы 12 и 13 с вмонтированными в них электромагнитами 14 и 15. С внутренней стороны каждого се тора 10 и 11 установлено с возможностью зацепления с одним из секторов 10 или 11 по зубчатому колесу 16 или 17, сблокировглпому с одной из электромагнитных муфт 18 Ш1И 19, несаженных на горизонтальный вал 20, оба кон ца которого связаны через карданнь е валы 21 и 22 и шарошки 23 и 24 с парами элек-фодов 3 и 4 шовных машин 5 и 6. Работа линии для сварки изделий с криволи нейными иша.ми осуществляется следующим образом. Предварительно собирают и прихватывают обечайку со стенками емкости и укладывают на опорную плоскость роликов 2 конвейера 1, после чего шовные маишны 5 и 6 разводят на катках 7 в направляющих 8 в стороны, про тивоположные конвейеру 1. Затем включают привод (на чертеже не показан) роликов 2 и перемещают изделие по конвейеру 1 к шовным машинам 5 и 6, которые после отключения привода роликов 2 св.одят на катках 7 в напра ляющих 8 дая того, чтооы с одной стороны изделия его кромки разместились между разведенныко злектродами 3 шовной машины 5, а с другой стороны изделия - между разведен ными электродами 4 шовной мащш1ы 6. С включением шовных машин 5 и б их приводы (на чертеже не показаны) сводят электроды 3 и 4, которые сжимают кромки изделия и после включения приводов их вращения (на чертеже не показаны) перемещают емкостью, лежащую одной из плоскостей обечайки на конвейере 1, по роликам 2 и сваривают швы прямолинейного контура до начала скругления обечайки. При этом ли ейные скорости сварки электродов 3 и электродов 4 выравниваются передачей вращения электродов 3 через шарошку 23, карданный вал 21, горизонтальный вал 20, карданный вал 22 и шарошку 24. После око1тчания сварки швов прямолинейного контура включаются электромагни1Ъ1 14 зажима 12, закрепленного на кольцевом секторе 10, центр которого совпа цает с центром свариваемого скругления обечайки емкости; одновременно с включением электромагнита 14 включается электромагнитная муфта 18. С В1слк)чением электромагнитов 14 онорная плоскость обечайки свариваемой емкосга прижимается к зaжигv{y 12 кольцевого сектора 10, который после включения электромагнитной .муфты 18, нередаюнд.ей вращение горизонтального вала 20 зубчатому колесу-16, находящемуся в зацеплении с секшром 10, поворачивается в направляющих ро.чиках 9 и перемещает изделие вокруг своего центра., который совпадает с центром первого радиуса CKpyi-ления. При этом свариваются швы скругленного в вертикальной 11поскос7И контура емкости. После окончания сварки шзов, расположенных на скруглениях емкости, электромагниты 14 и электрома нигная муфта 18 одновременно отключаются, а кольцевой сектор 10 под собственным весом возвращается в исходное положение, при котором электро.магниты 14 перемещаются в опорную плоскость роликов 2 конвейера 1. Затем свариваются плвы прямолинейного контура. При этом е.мкость, лежащая следующей из шюскостей обечайки на конвейере , перемещается но роликам 2 до начала следующего скругления обечайки, которое выполнено, например, по второму радиусу скругления. Зате.м включаются электромагниты 15 зажима 13, закретишшюго на кольцевом секторе 11, центр которого совпадает с цен .фом свариваемого скругления обечайки емкости; одновременно с включением электромагнита 15 включается элекфомагнитная муфта 19. С включением электромагнитной муфты .19, передающей вращение горизонтального вала 20 зубчатому колесу 17, находящемуся в зацеплении, с сектором 11. который поворачивается в направляющих роликах 9 и перемещает изделие вокруг своего центра, который coBnaj;aeT с центром второго радиуса скругления изделия. После окончания сварки швов, расположенных на этом скруглении емкОсти, электромагниты 15 и электромагнитная, муфта 19 одновременно отключаются, а кольцевой сектор 11 возвращается в исходное положение, при котором электромагниты 15 перемещаются в опорную плоскость роликов 2 конвейера 1. Последующее перемещение емкости, лежащей следующей плоскостью обечайки на горизонтально расположенных роликах 2 кон конвейера 1 сопутствует сварке прямолинейных швов. Вращение емкрсти при помощи зажимов 12 или 13 соответствующих кольцевых секторов 10 и 11 сопуствует сварке швов скругленного в вертикальной плоскосга конту,ра. Чередование прямолинейного и вращательного перемещений емкости, кромки которой свариваются шовными магиинами 5 и 6, прекраща ют после окончания сварки двух щвов. расположенных криволинейно в вертикальных плоскостях. После окончания сварки емкости шовные машины 5 и б разводятся на катках 7 в направляющих 8 в стороны, противоположные ша говому конвейеру 1. Затем включают привод (на чертеже не показаны) роликов 2 конвейера 1 и удаляют изделие. Использование линии обеспечивает сварку емкостей двумя криволинейными швами автоматически по скругленному контуру, расположенному в вертикальных плоскостях. Формула изобретения Линия для автоматической сварки изделий с криволинейными швами, содержащая две машины-для роликовой сварки и размещенный ними горизонтальный роликовый конвейер, отличающаяся тем, что, с целью расширения номенклатуры свариваемых изделий, она снабжена расположенным между ветвями роликового конвейера, кантователем, выполненным в виде соосно установленных друг к другу и машинам роликовой сварки кольцевых секторов, число которых равно числу радиусов скруглений контура изделия, при этом центр поворота каждого сектора расположен выще уровня роликового конвейера на величину радиуса, соотеетствующего скругления изделил.. . Источники Ш1формации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 299325, ют. В 23 К 37/04, 1970. 2.Рекламное издание швейцарской фирмы Н. А. Schlatter А. G., Schlatter Bulletin 12Е, 1969, с. 6-9 (прототип).
.
fr;;)
x. -./, ,
,.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для шовной сварки замкнутых криволинейных швов | 1975 |
|
SU550251A1 |
| Устройство для шовной сварки | 1978 |
|
SU751541A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ЗАМКНУТЫХ ШВОВ С ЧЕРЕДОВАНИЕМ ПРЯМОЛИНЕЙНЫХ И КРИВОЛИНЕЙНЫХ УЧАСТКОВ | 2008 |
|
RU2377109C1 |
| Устройство для сварки изделий замкнутого контура с участками скругления малого радиуса | 1986 |
|
SU1423332A1 |
| Устройство для шовной сварки замкнутых криволинейных швов | 1985 |
|
SU1294533A1 |
| УСТРОЙСТВО для СВАРКИ ПОПЕРЕЧНЫХ ШВОВ ЦИЛИНДРИЧЕСКИХ ОБЕЧАЕК ОВАЛЬНОГО СЕЧЕНИЯ | 1972 |
|
SU327982A1 |
| Устройство для направления кромок обечайки в процессе шовной сварки | 1990 |
|
SU1759581A1 |
| Устройство для автоматической свар-Ки зАМКНуТыХ КРиВОлиНЕйНыХ шВОВ СпРяМОлиНЕйНыМи и РАдиуСНыМи учАСТКАМи | 1979 |
|
SU846196A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ РЕЗЕРВУАРОВ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2111799C1 |
| ПОТОЧНАЯ ЛИНИЯ СБОРКИ И СВАРКИ ТОПЛИВНЫХ БАКОВ | 1973 |
|
SU399351A1 |
;/. f
