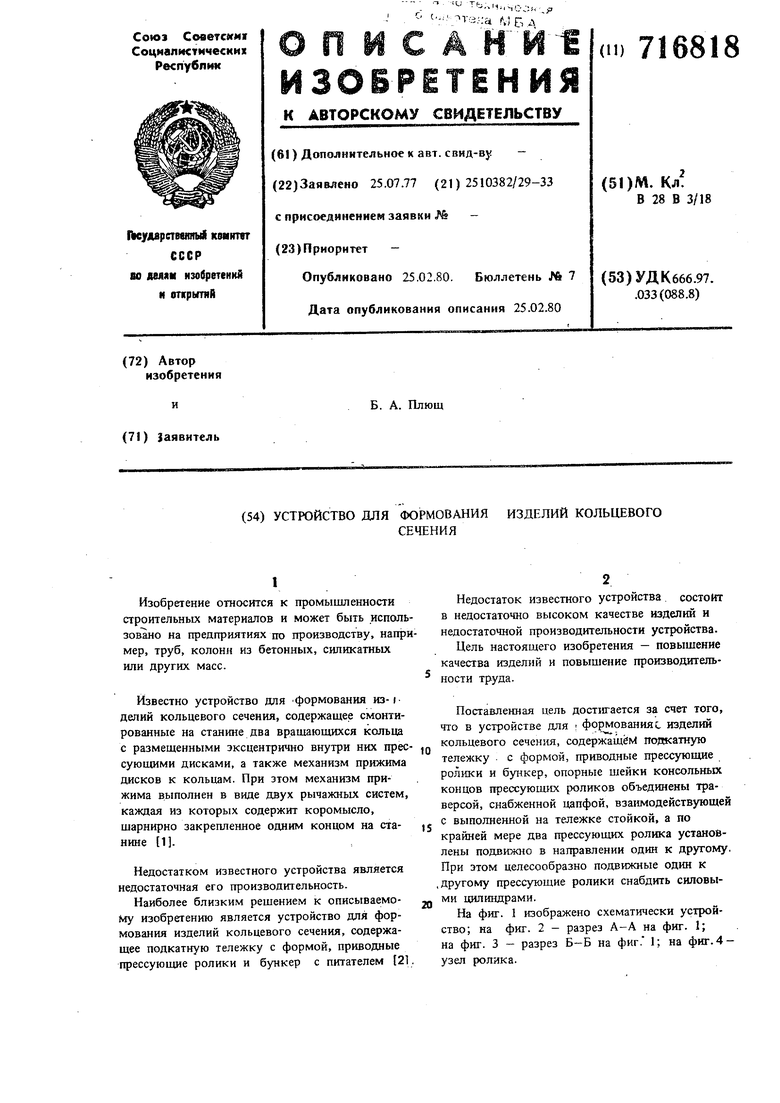
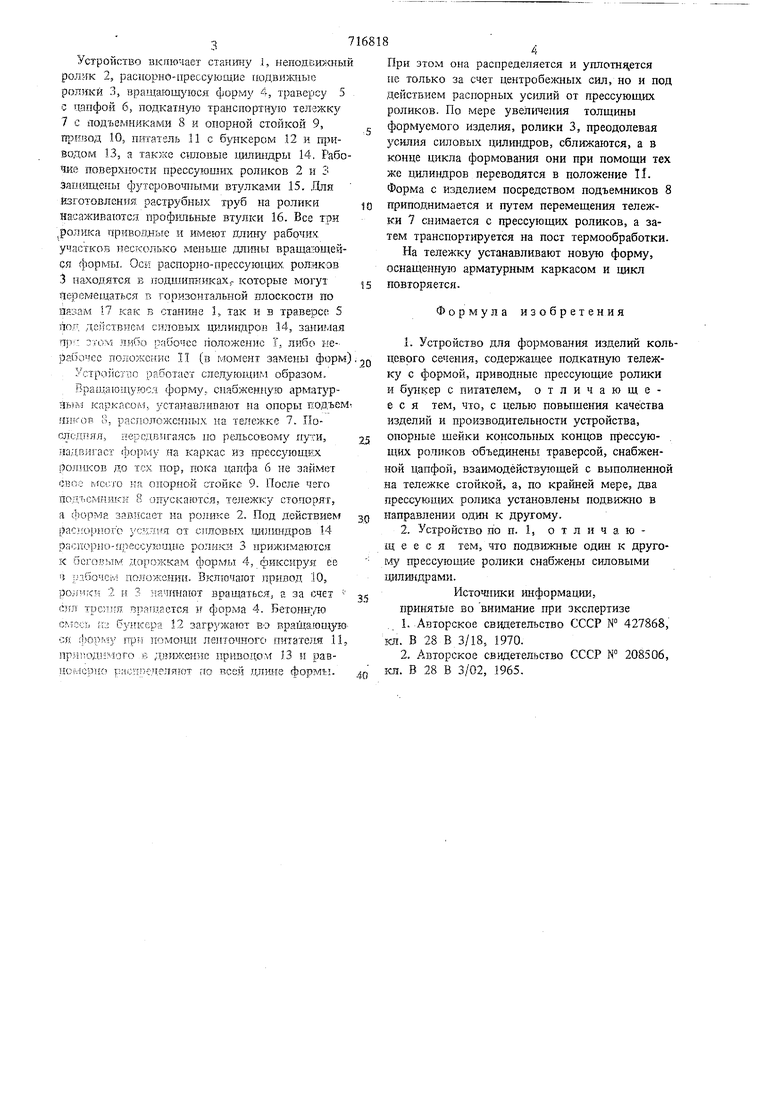
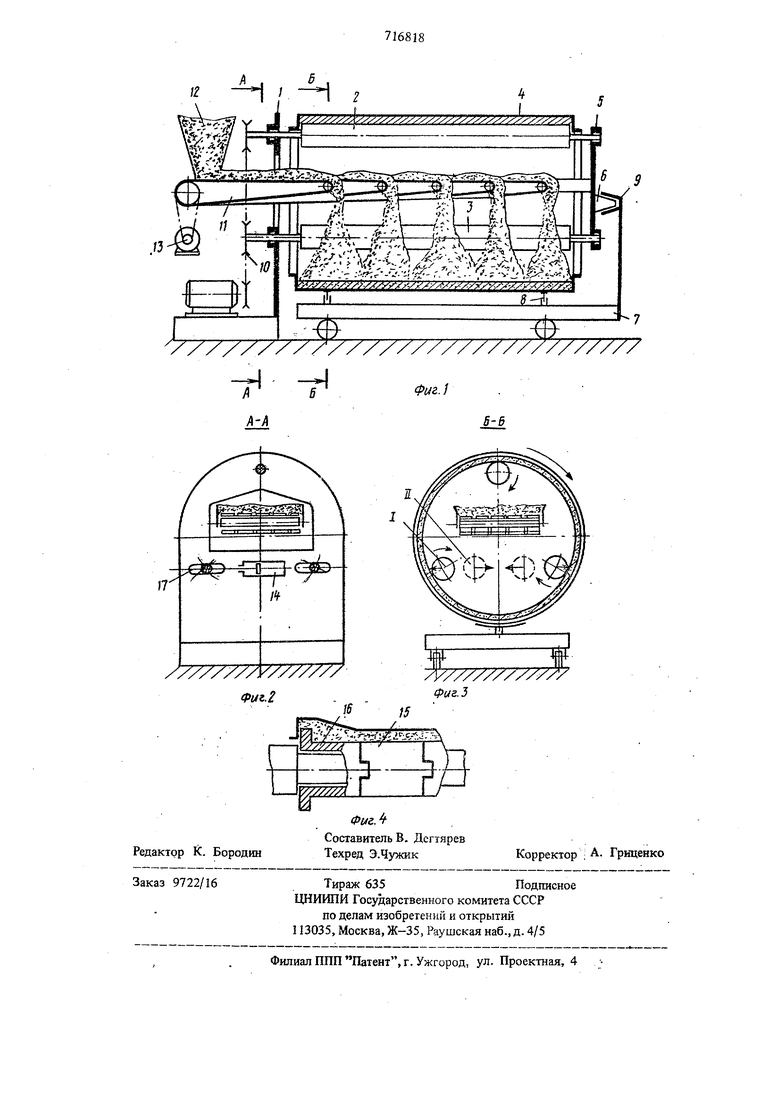
Изобретение относится к промышленности строительных материалов и может быть испол зовано на предприятиях по производству, напр мер, труб, колонн из бетонных, силикатных или других масс. Известно устройство для .формования из-1 делий кольцевого сечения, содержащее смонтированные на станине два вращающихся кольца с размещенными эксцентрично внутри них прес сующими дисками, a также механизм прижима дисков к кольцам. При этом механизм прижима выполнен в виде двух рычажных систем, каждая из которых содержит коромысло, щарнирно закрепленное одним концом на станине 1. Недостатком известного устройства является недостаточная его производительность. Наиболее близким решением к описываемому изобретению является устройство для формования изделий кольцевого сечения, содержащее подкатную тележку с формой, приводные прессующие ролики и бункер с питателем (21 Недостаток известного устройства . состоит в недостаточно высоком качестве изделий и недостаточной производительности устройства. Цель настоящего изобретения - повышение качества изделий и повышение производительности труда. Поставленная цель достигается за счет того, что в устройстве для : формованиям изделий кольцевого сечения, содержащем подкатную тележку . с формой, приводные прессующие ролики и бункер, опорные шейки консольных концов прессующих роликов объединены траверсой, снабженной цапфой, взаимодействующей с выполненной на тележке стойкой, a по крайней мере два прессующих ролика установлены подвижно в направлении один к друто иу. При этом целесообразно подвижные один к другому прессующие ролики снабдить силовыми цилиндрами. На фиг. 1 изображено схематически устройство; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг.4 - узел ролика. Устройство вкаючает стангогу 1, непод.ешшы ролик 2, распорно-прессующие подвижные ролики 3, вращающ-уюся форму 4, траверсу 5 с цапфой 6, подкатн ао транспортнзю тележку 7 с яод7ле.мниками 8 и опорной стойкой 9, привод 10, питатель 11 с б ткером 12 и щтводом 13, а также силовые далшщры 14, Рабо чие поверхности прессзлопзих роликов 2 и 3 запдище ы футеровочиыми втулками 15. .Цля Изготовления раструбных труб на ролики насаживаются профильные втулки 16. Все три ,ролика привоплые и имеют длищ. рабочих участков 1 есколько меньше ДЛРП1Ы вращаздщей ся . Оси распорно-прессующих роликов 3 находятся в подшига-тиках.- которые могут яеремешаться в горизонтальной плоскости по пазам 17 как Б ставшее 1, так и в траверсе 5 по действием силовых щьпиндрои 14, заниглая пр: зуоч лр5бо рабочее положение Т. либо нераСзочсе поло кетги-к; IT (в момент замены форм Устройсттю работает следующим образом. ВрагдаюДуюся форму, сиабженную apMUTjpribiM каркасом, устанавливают на опоры кодъем о, расположсянъзх на тележке 7. Послсдпяя, передвигаясь по рельсовому пути, надвигает гЬорму на каркас из прессующих до тех пор, гюка цапфа 6 не зай.мет свое место на onopjsoH стойке 9. После чего подъемники 8 опускаются, тележку стопорят, а форма завнсает на ролике 2. Под действием раслорпого усклия oi силовых цилиндров 14 рйспорно-ярессующне ролики 3 прижимаются к беговым дорожкам формы 4, фиксируя ее ч рабочем положентп. Включают привод 10, 2 и 3 начгшагот вращатьсЯ; за счет CiijT треи;гп прапдается и форлга 4. Бетонн;до слтось к:; Рлагкеря 12 загр жают во вращагаа ую СП форму прг помощи леитошого пнтатедя 11 1ри1юднмого в д)ижен}5с приводом О и равпсисрн; распределяют гю всей длине форм1. При 3TOiM она распределяется и уплотнж ется не только за счет центробежных сил, но и под действием распорных от прессующих роликов. По мере увеличения толщины формуемого изделия, ролики 3, преодолевая усилия силовых цилгащров, сближаются, а в конце цикла формования они при помощи тех же цилиндров переводятся в положение II. Форма с изделием посредством подъемников 8 приподнимается и путем перемещения тележки 7 снимается с прессующих роликов, а затем транспортируется на пост термообработки. На тележку устанавливают новую форму, оснащенную арматурным каркасом и цикл повторяется. Формула изобретения 1.Устройство для формования изделий кольцевого сечения, содержащее подкатную тележку с формой, приводные прессующие ролики и с питателем, отличающееся тем, что, с целью повыщения качества изделий и производительности устройства, опорные шейки консольных кондов прессую- . щих роликов объединены траверсой, снабженной цапфой, взаимодействующей с вь полненной на тележке стойкой, а, по крайней мере, два прессующих ролика установлены подвижно в направлении один к другому. 2.Устройство по п. 1, отличающееся тем, что подвижные один к другог прессующие ролики снабжены силовыми щшиндрами. Источгпжи Ш1формадии, принятые во внимание при экспертизе 1.Авторское сввдетелъство СССР № 427868, кл. В 28 В 3/18, 1970. 2.Авторское сввдетельство СССР № 208506, кл. В 28 В 3/02, 1965.