к изменению температурных параметров ,сварки и сварочного давления.
иелью изобретения является .ние качества, сварки.
Ука1занная цель достигается тем, что устройство снабжено дополнительным направляющим элементом, расположенным с другой стороны канала для подачи в зону сварки газа-теплоно 31.теля.
Направляющие элементы выполнена подпружиненными.
Такое выполнение устройства повышает качество сварки деталей со сложной конфигурацией сварных в монтажных, так и в стационарных условиях.
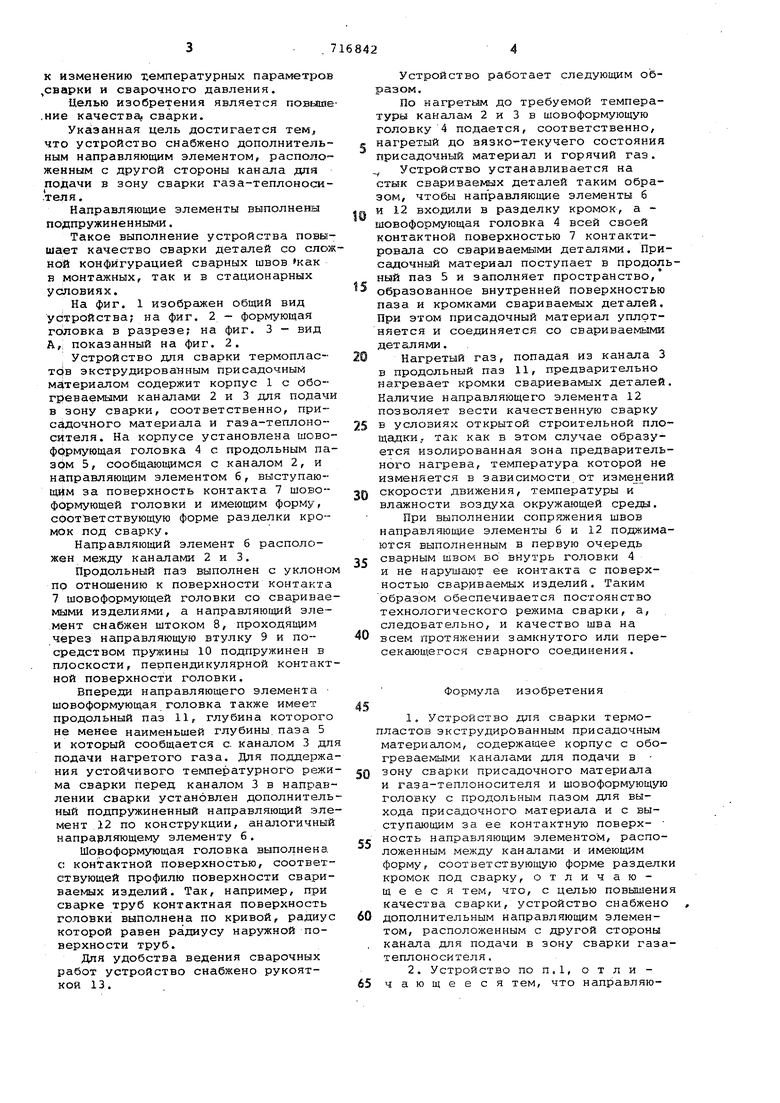
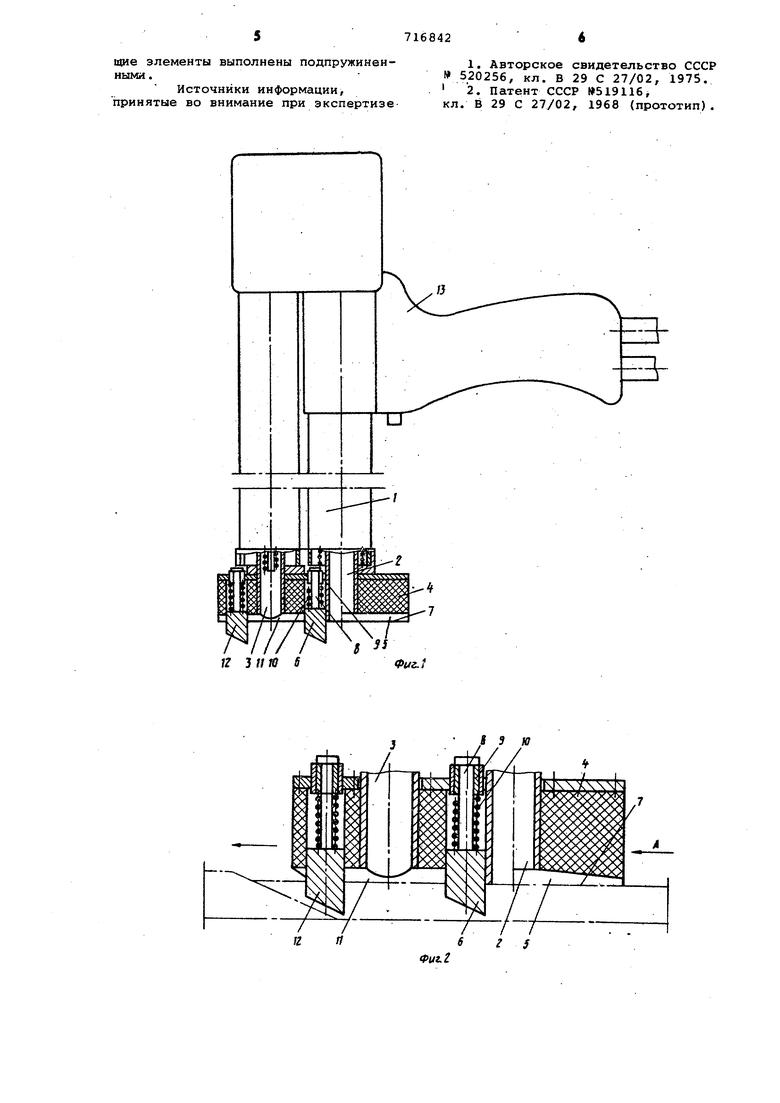
На фиг. 1 изображен общий вид устройства; на фиг. 2 - формующая головка в разрезе; на фиг. 3 - вид А,: показанный на фиг. 2.
Устройство для сварки термопластов экструдировамным присадочным материалом содержит корпус 1 с обогреваемыми каналами 2 и 3 для подачи в зону сварки, соответственно, при-садочного материала и газа-теплоно-сителя. На корпусе установлена шовофОрмующая головка 4 с продольным пазсэм 5, сообщающимся с каналом 2, и направляющим элементом б, выступающим за поверхность контакта 7 шовофОрмующей головки и имеющим форму, соответствующую форме разделки кромок под сварку.
Направляющий элемент б расположен между каналами 2 и 3.
Продольный паз выполнен с уклоно по отношению к поверхности контакта 7 шовофррмующей головки со свариваемыми изделиями, а направляющий эле.мент снабжен штоком 8, проходящим через направляющую втулку 9 и посредством пружины 10 подпружинен в плоскости, перпендикулярной контактной поверхности головки.
Впереди направляющего элемента шовоформующая головка также имеет продольный паз 11, глубина которого не менее наименьшей глубины паза 5 и который сообщается с. каналом 3 дл подачи Нагретого газа. Для поддержания устойчивого температурного р1эжима сварки перед каналом 3 в направлении сварки установлен дополнительный подпружиненный направляющий элемент,12 по конструкции, аналогичный напрарляющему элементу б.
Шовоформующая головка выполнена с контактной поверхностью, соответствующей профилю поверхности свариваемых изделий. Так, например, при сварке труб контактная поверхность головки выполнена по кривой, радиус которой равен радиусу наружной поверхности труб.
Для удобства ведения сварочных работ устройство снабжено рукояткой 13.
Устройство работает следующим образом.
По нагретым до требуемой температуры каналам 2 и 3 в шовоформующую головку4 подается, соответственно, нагретый до вязко-текучего состояния присадочный материал и горячий газ. , Устройство устанавливается на стык свариваемых деталей таким образом, чтобы направляющие элементы 6 и 12 входили в разделку кромок, а шовоформующая головка 4 всей своей контактной поверхностью 7 контактировала со свариваемыми деталями. Присадочный материал поступает в продолный паз 5 и заполняет пространство, образованное внутренней поверхностью паза и кромками свариваемых деталей. При этом присадочный материал уплотняется и соединяется, со свариваемыми деталями.
Нагретый газ, попадая из канала 3 в продольный паз 11, предварительно нагревает кромки свариевамых деталей Наличие направляющего элемента 12 позволяет вести качественную сварку в условиях открытой строительной площадки, так как в этом случае образуется изолированная зона предварительного нагрева, температура которой не изменяется в зависимости, от скорости движения, температуры и влажности воздуха окружающей среды.
При выполнении сопряжения швов направляющие элементы б и 12 поджимаются выполненным в первую очередь сварным швом во внутрь головки 4 и не нарушают ее контакта с поверхностью свариваемых изделий. Таким образом обеспечивается постоянство технологического режима сварки, а, следовательно, и качество шва на всем протяжении замкнутого или пересекающегося сварного сое.динения.
Формула изобретения
1,Устройство для сварки термопластов экструдированным присадочным
материалом, содержащее корпус с обогреваемыми каналами для подачи в зону сварки присадочного материала и газа-теплоносителя и шовоформующую головку с продольным пазом для выхода присадочного материала и с выступающим за ее контактную поверх- ность направляющим элементом, расположенным между каналами и имеющим форму, соответствующую форме разделк кромок под сварку, отличающееся тем, что, с целью повышени качества сварки, устройство снабжено дополнительным направляющим элементом, расположенным с другой стороны канала для подачи в зону сварки газатеплоносителя.
2.Устройство поп,1, отличающееся тем, что направляющие элементы выполнены подпружиненными.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР 520256, кл. В 29 С 27/02, 1975. 2. Патент СССР №519116, кл. В 29 С 27У02, 1968 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Пистолет для сварки термопластов расплавленным присадочным прутком | 1982 |
|
SU1054077A1 |
| Устройство для сварки термопластов | 1977 |
|
SU657996A1 |
| Устройство для сварки термопластов нагретым присадочным материалом | 1983 |
|
SU1106664A1 |
| Устройство для сварки термопластов газообразным теплоносителем | 1978 |
|
SU737228A2 |
| Устройство для сварки термопластов | 1977 |
|
SU704808A1 |
| Устройство для сварки термопластов | 1978 |
|
SU749672A1 |
| Устройство для сварки термопластов | 1980 |
|
SU870163A2 |
| Устройство для сварки термопластов | 1990 |
|
SU1801766A1 |
| Пистолет для сварки термопластов | 1980 |
|
SU919898A2 |
| Устройство для сварки термопластов нагретым присадочным материалом | 1986 |
|
SU1380996A2 |
i2 3 // Я S
ЕЭ3Ч-7
Фиг.
;.., .-...... .rf 1 V ,. . t i .. f j
