изобретение относится к области машиностроения, в частности к транспортным устрой-, ствам автоматических линий, и может быть использовано /щя транспортирования путем приема, накопления и выдачи издетмй, например гильз, поршней, зубчатых колес. Известны шагающие конвейеры, имеющие ocHOBaHiie с укрепленными на равных расстояниях одна от другой опорными планками, расположенными по бокам подвижной рамы с несущими планками, а также приводы подъема и продольного перемешения подвижной Недостатки этого конвейера в том, что он транспортирует изделия и выдает их, но не накапливает несколько рядов изделий, а также не обеспечивает прием и выдачу рядов изделий с одной стороны конвейера. Наиболее близким к предлагаемому изобрете1шю по технической супшости и достигаемому результату является шшовый конвейер, содержащий неподвижную раму и выполненную из параллельных несуших планок подвижную paNfy с приводом ее подъема и возвратно-поступатель ного горизонтального перемешения {2). Недостаток указанного конвейера заключается в том, что он не накапливает несколько рядов изделий, что снижает его производительность, а вьшолиение конвейера из сек1ШЙ усложняет его конструкцию. Целью изобретения является упрощение конструкции конвейера и повышения его производительностк. Это достигается тем, что конвейер снабжен механизмом приема и вьвдачи изделий, установленным перпендикулярно подвижной раме и выполненным из откидной приводной игганги с захватами, установленными с шагом, равным расстоянию между несущими планками, и Механизмом контроля наличия изделий иа позициях, при этом иа концах несущих планок и в дне лотка выполнены пазы с шагом, равным шагу захватов штанги ддя размещения в них механизма контроля наличия изделий. Механизм контроля наличия изделий на позициях может быть вьтолнен в виде жестко связанных между собой подпружиненных щупов, расположенных в два ряда, один из которых размещен в конце конвейера под несущими планками, а второй
в начале конвейера под лотком с возможностью взаимодействия с откидной приводной штангой, при этом в конце второго ряда установлен дополнительный щуп для регистрации крайнего положения изделий в ряду.
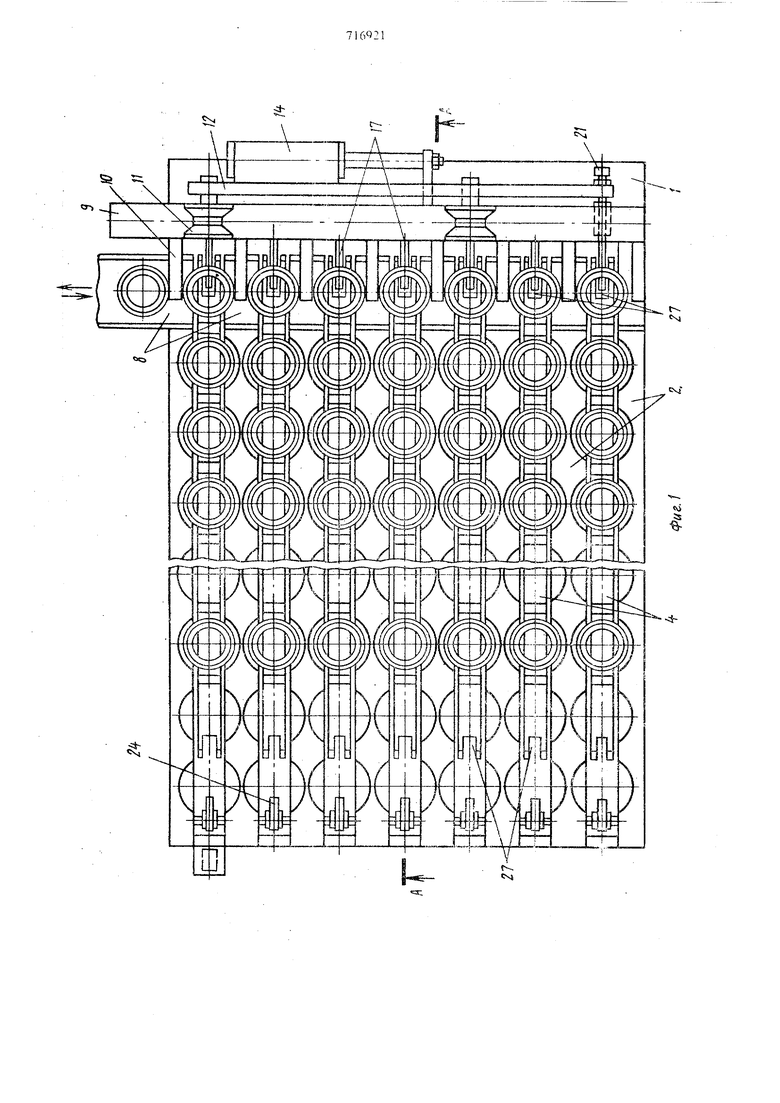
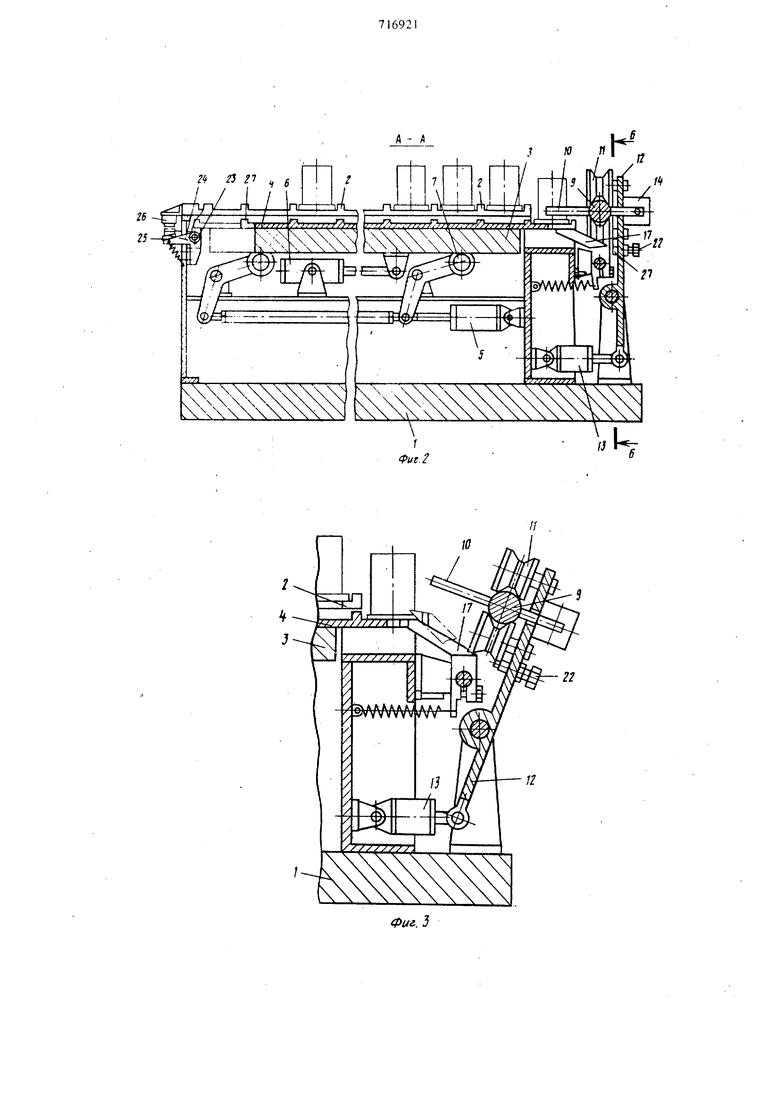
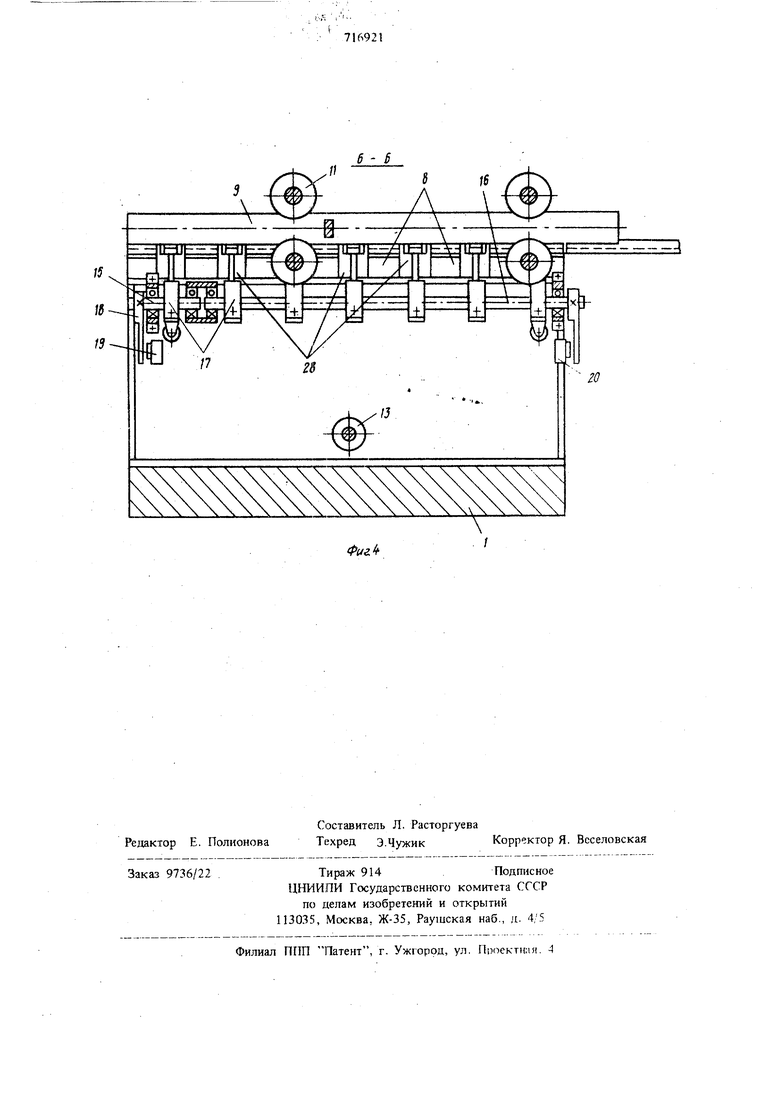
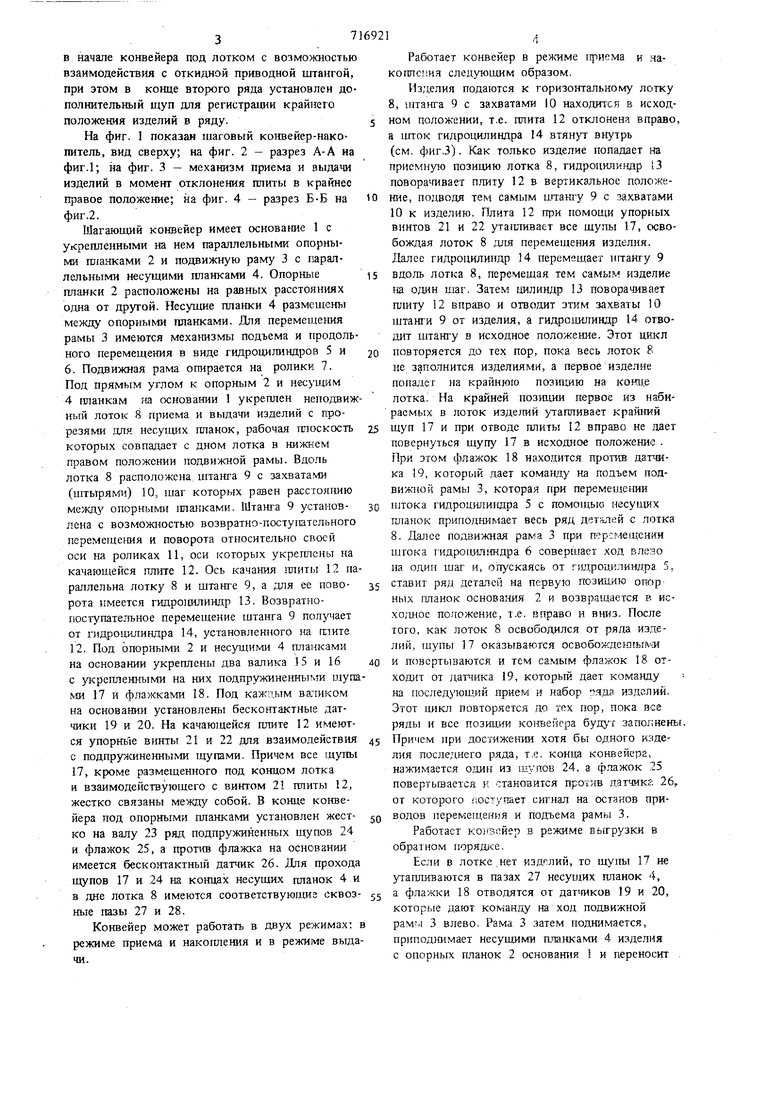
На фиг. 1 показан шаговый конвейер-накопитель, вид сверху; на фиг. 2 - разрез А-А на фиг.1; на фиг. 3 - механизм приема и выдачи изделий в момент отклонения плиты в крайнее правое положение; на фиг. 4 - разрез Б-Б на фиг .2.
Шагающий конвейер имеет основание 1 с укрепленными на нем параллельными опорными Ш1аяками 2 и подвижную раму 3 с параллельными несущими планками 4. Опорные планки 2 расположены на равных расстояниях одна от другой. Несущие планки 4 размещены между опорными планками. Для перемещения рамы 3 имеются механизмы подъема и продольного перемещения в виде гидрощишндров S и 6. Подвижная рама опирается на ролики 7. Под прямым углом к опорным 2 и несущим 4 танкам га основании 1 укреплен неподвижньш лоток 8 приема и выдачи изделий с прорезями для несущих планок, рабочая плоскость которых совпадает с дном лотка в нижн;ем правом положении подвижной рамы. Вдоль лотка 8 расположена, щтанга 9 с захватами (щтырями) 10, шаг которьЕХ равен расстоянию между опорными плакками. Штанга 9 установлена с возможностью возвратно-постугательного перемещеЕшя и поворота относительно свое-й оси на роликах И, оси которых укреплены на качающейся плите 12. Ось качания плиты 12 параллельна лотку 8 и щташе 9, а для ее поворота имеется гидронилиндр 13. Возвратнопоступательное перемепление щтанга 9 получает от гидроцилиндра 14, установленного на атите 12. Под опорными 2 и несущими 4 планками на основании укреплены два валика 15 и 16 с укрепленными на них подпружиненны%5и щупами 17 и флажками 18. Под кажп.ым на основании установлены бесконтактные датчики 19 и 20. На качающейся плите 12 имеются ynopHble винты 21 и 22 для взаимодействия с подпруясиненными щупами. Причем все щупы 17, кроме размещенного под концом лотка и взаимодействующего с винтом 21 плиты 12, жестко связаны между собой. В конце конвейера под опорными планками установлен жестко на валу 23 ряд подпружиненных щупов 24 и флажок 25, а против флажка на основании имеется бесконтактный датчик 26. Для прохода щупов 17 и 24 на концах несзтдих планок 4 и в дне лотка 8 имеются соответствующие сквозные пазы 27 и 28.
Конвейер может работать в двух режимах: в режиме приема и накопления и в режиме выдачи.
Работает конвейер в реясиме приема и накопления следующим образом.
Изделия подаются к горизонтальному лотку 8, штанга 9 с захватами 10 находится в исходном положении, т.е. плита 12 отклонена вправо а щток гидроцилиндра 14 втянут внутрь (см. фиг.З). Как только изделие попадает i-ra приемную позицию лотка 8, гидроцилиндр 13 поворачивает плиту 12 в вер1-икальное положение, погщодя тем самым итангу 9 с захватами 10 к изделию. Плита 12 при помощи упорных винтов 21 н 22 утапливает все щузты 17, освобождая лоток 8 для перемещения изделия. .Далее гидроцилиндр 14 перемещает пггангу 9 вдоль лот1са 8, перемещая тем самым изделие ш один шаг. Затем цилиндр 13 поворачивает плиту 12 вправо и отводит этим захваты 10 щтанги 9 от изделия, а гидрощшиндр 14 отвощгг штангу в исходное положе1ше. Этот повторяется до тех пор, пока весь лоток 8 не заполнится изделиями, а первое изделие попадет на крайнюю поз}п1ию на конце лотка На крайней позиции первое из набираемых в лоток изделий утапливает крайний щуп 17 и при отводе плиты 12 вправо не дает повернуться щупу 17 в исходное положение . При этом флажок 18 находится против 9, который дает команду на подъем подвижной рамы 3, которая при перемеще ШИ штока гидроциливдра 5 с помощью несущих планок приподнимает весь ряд деталей с лотка 8. Далее подвижная рама 3 при перемещении штока гидроцил {ндра 6 совершает ход влево на один шаг и, опускаясь от гидроцилиндра S. ставит ряд деталей на первую позицию опор ных гшанок основаг-шя 2 и возвращается в исходное положение, т.е. вправо и вниз. После того, как лоток 8 освободился от ряда изделий, щупьг 17 оказываются освобождешшглМ и повертЕ шаются и тем самым флажок 18 отхош{т от датчика 19, который дает команду на последующий прием и набор ачда изделий. Этот цикл повторяется до тех пор, пока все ряды и все позиции KOffficfiepa 6удт,т заполнень Причем при достижении хотя бы одного изделия последнего ряда, т.е. конца конвейера, нажимается один из цупов 24, а флажок 25 повертывается к становится против датчики 26, от которого .юступает сигнал на останов приводов перемещения и по1гьема рамы 3.
Работает колвпйер в режиме вьЕгрузки в обратном поряя1 е.
Если в лотке нет изделий, то щупы 17 не утапливаются в пазах 27 несущих планок 4, а флажки 18 отводятся от датчиков 19 и 20, которые дают команду на ход подвижной рамм 3 влево. Рама 3 затем поднимается, пр поднимает несущими планками 4 изделия с огюрньг ; гшанок 2 основания 1 и переносит 5 их вправо на один uiar. В результате этого ближайший к лотку 8 ряд изделий оказываетс над лотком. Рама 3 опускается и изделия ста новятся на дно лотка 8 и утапливают щупы 17, а флажки 18 становятся против датчиков 19 и 20, которые дают команду на движение штанги 9 с захватами 10. Штанга 9 с захватам совершает вместе с плитой 12 движения, анало гачные выше описанным, и выдает изделия. Далее циклы работ шагового конвейера поочередно повторяются в зависимости от цикла работы и производительности автоматического оборудования , связанного с конвейером. Предлагаемый конвейер позволяет принимать, накапливать и выдавать несколько рядов изделий с одной стороны конвейера, что дает возможность использовать его в качестве магазина-накопителя в автоматических линиях обработки изделий. Конвейер обеспечивает при его встройке . в транспортную систему автоматической линии регулирование загрузки технологического обор дования и согласование работы оборудования с разной производительностью путем поочередной его работы в режимах приема, накопления и выдачи изделий. Формула изобретения 1. Шаговый конвейер-накопитель, содержащ неподвижн)ао раму и выполненную из гараллс.чьных несущих планок подаижную с приводом ее подъема и возвратно-поступательного горизоитального перемеще1шя, о т л и ч аю щ и и с я тем, гго, с целью упрощения конструкшт конвейера и повышения его производительности, ко1тейер снабжен механизмом приема и выдаш изделий, установленным гкрпендикулярно подвижной раме и выполнетплм из аткидной приводной штанги с захватами, установленными с шагом, равным расстоянию между несущими планками, и механизмом контроля наличия изделий на позициях, при этом на Koraiax несутдих планок и в дне лотка выполнены гнзы с шагом, равным шагу захватов штанги для размещения в них механизма контроля наличия изделий. 2. Конвейер-накопитепь по п.1, отличающийся тем, что механизм контроля наличия изделий на позициях выполнен в виде жестко связанных между собой подпружиненных щупов, расположеш1ых в два ряда, один из которых размещен в конце конвейера под жсущими планками, а второй - в начале конвейера под лотком с возможностью взаимодействия с откидной приводной штангой, при этом в ко1ще второго ряда установлен дополюггеяькый щуп для регистрации крайнего положения изделий в ряду. Источники информации, принятые во внимание при экспертизе 1.Вейсман В. Ф. Шагаюшие конвейеры. М,, Машиностроение, 1967, с26. 2.Авторское свидетельство СССР № 491547, кл. В 65 G 25/10, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| Шаговый конвейер-накопитель | 1985 |
|
SU1247326A1 |
| Устройство для вырубки деталей из листа | 1984 |
|
SU1207566A1 |
| АВТОМАТ ДЛЯ ЗАВЕРТЫВАНИЯ КОНФЕТ «ВПЕРЕКРУТКУ» | 1973 |
|
SU379462A1 |
| Устройство для вырубки интегральной схемы из выводной рамки | 1982 |
|
SU1061890A1 |
| Устройство для укладки в пакет металлических чушек | 1983 |
|
SU1162715A1 |
| Автооператор | 1970 |
|
SU355848A1 |
| Шаговый конвейер-накопитель | 1978 |
|
SU854827A1 |
| Станок для заточки сверл | 1984 |
|
SU1220742A1 |
| Конвейер-распределитель дляиздЕлий цилиНдРичЕСКОй фОРМы | 1978 |
|
SU848288A1 |
| Устройство для пакетирования | 1987 |
|
SU1414656A1 |