Изобретение относится к машиностроению, в частности к транспортным устройствам автоматических линий для транспортирования путем приема, накопления и выдачи партии изделий таких, как поршни, кольца и др.
Цель изобретения - упрош.ение конструкции при одновременном увеличении емкости конвейера-накопителя.
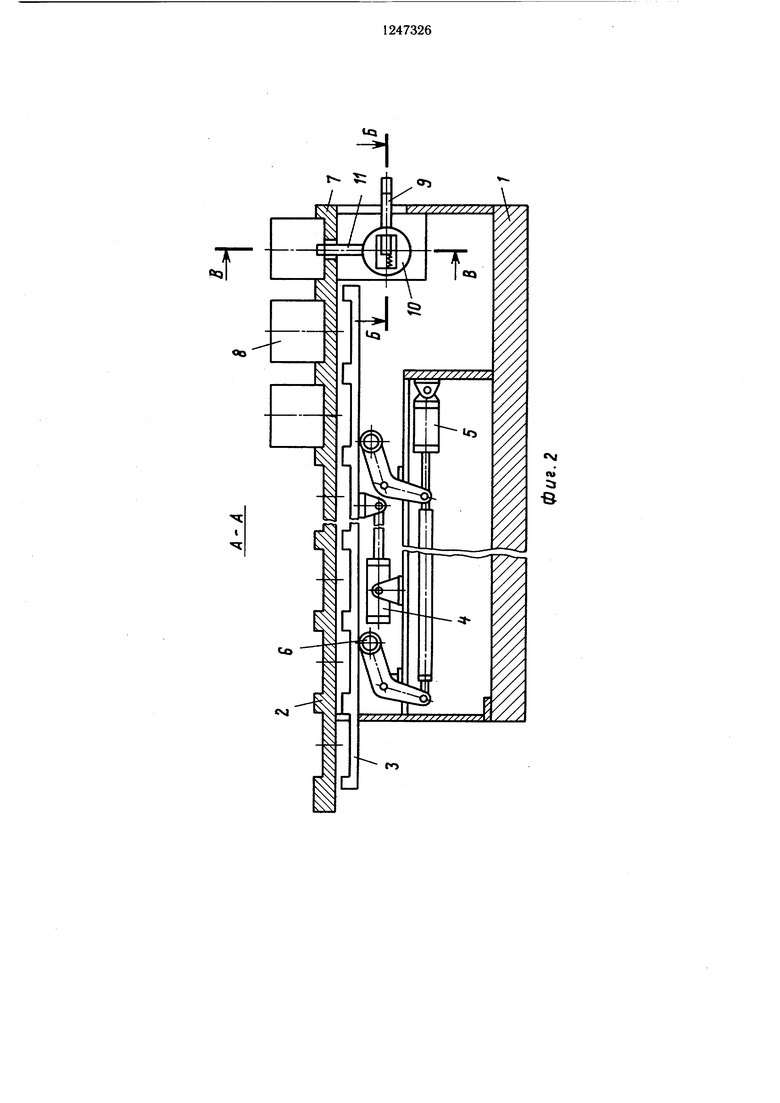
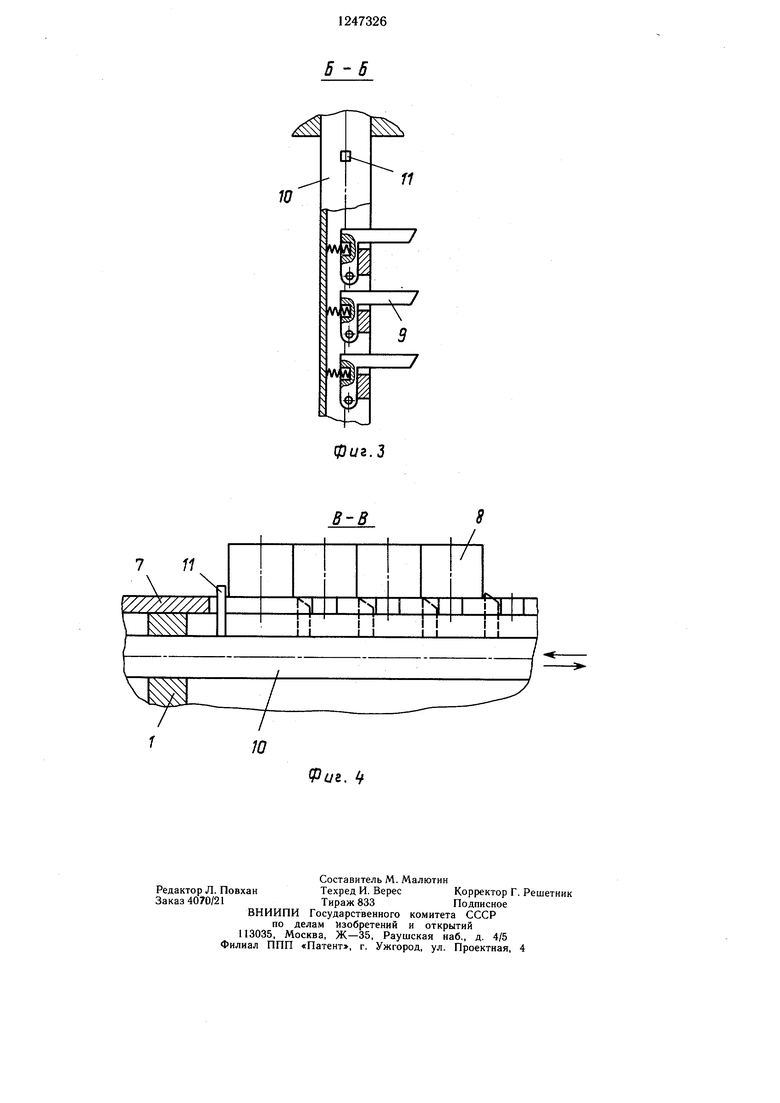
На фиг.1 показан шаговый конвейер-накопитель, вид сверху; на фиг.2 - разрез А-А на фиг.1; на фиг.З - сечение Б-Б на фиг.2; на фиг.4 - разрез В-В на фиг. 2.
Шаговый конвейер-накопитель содержит неподвижную раму 1 с опорными планками 2, выполненную из параллельных несущих планок 3 подвижную раму. Опорные планки 2 расположены на равных расстояниях одна от другой. Несущие планки 3 расположены между опорными планками 2. Для перемещения рамы с несущими планками 3 имеется привод подъема и возвратно-поступательного перемещения в виде гидроцилиндров 4 и 5. Подвижная рама опирается на ролики 6. Под прямым углом к опорным 2 и несущим 3 планкам на неподвижной раме 1 укреплен- неподвижный лоток 7 приема и выдачи изделий 8 с прорезями для несущих планок и собачек 9 поворотной штанги 10. Поворотная штанга 10 снабжена рядом подпружиненных к ней собачек 9 одностороннего действия и жестко закрепленным на ней упором 11, расположенных между собой в разных диаметральных плоскостях (например, под углом 90°). Штанга 10 установлена вдоль лотка 7 с возможностью возвратно-поступательного перемещения и поворота вокруг своей оси на угол, соответствующий углу между рядом собачек 9 и жестким упором 11. Возвратно-поступательное перемещение щтанга 10 получает от гидроцилиндра 12,установленного на неподвижной раме 1, а вращательное - от любого привода (не показан). Шаг собачек 9 в ряду равен расстоянию между несущими планками 3. В конце и начале приемного лотка 7 и конвейера установлены датчики 13,14, 15 и 16 наличия деталей. Упор II установлен в месте загрузки и установлен на штанге 10 с возможностью взаимодействия с изделиями при загрузке лотка 7, а собачки установлены на штанге с возможностью взаимодействия с изделиями про его разгрузке.
Конвейер может работать в режиме приема и накопления и в режиме выдачи.
В режиме приема и накопления конвейер работает следующим образом.
Изделия 8 подают к приемному лотку 7, штанга 10 находится в исходном положении, при котором шток гидроцилиндра 12 втянут внутрь и повернут жестким упором 11
вверх. При поступлении изделия 8 на приемную позицию лотка 7 гидроцилиндр 12 перемещает штангу 10 вдоль лотка 7, перемещая при этом жестким упором 11 изделие на один щаг. Зажим гидроцилиндра 12 возвращает щтангу 10 в исходное положение. При поступлении следующего изделия цикл повторяется и второе изделие перемещается на шаг, проталкивая предыдущее вдоль приемного лотка 7 на ту же величину. Цикл
0 накопления в приемном лотке повторяется до упора первого изделия в датчик 13 наличия изделия 8. После этого им дается команда на перемещение подвижной рамы с несущими планками 3 вправо гидроцилиндром 4 и затем вверх гидроцилиндром 5.
При этом приподнимается весь ряд изделий 8 с лотка 7. Далее подвижная рама с несущими планками 3 при перемещении щто- ка гидроцилиндра 4 совершает ход влево на один шаг и, опускаясь от гидроцилиндра 5,
0 ставит ряд изделий на первую позицию опорных планок 2 рамы 1. После того, как лоток 7 освобождается от ряда изделий, датчик 13 отключается и дает команду на последующий прием и набор ряда изделий. Этот цикл повторяется до тех пор, пока все позиции
5 конвейера не будут заполнены. При этом срабатывает датчик 14 наличия изделий 8 и поступает сигнал на останов приводов перемещения и подъема несущих планок 3. После этого производится накопление изделий на приемном лотке 7 до включения датчика 13.
В режиме выгрузки конвейер работает в обратном порядке, но при этом поворотная щтанга 10 занимает исходное положение, при котором шток гидроцилиндра 12 выдвинут и повернут вверх рядом собачек 9. При перемещении щтанги 10 от гидроцилиндра 12 последняя собачка 9 штанги 10 передвигает ряд изделий 8 вдоль лотка 7 на величину щага и последнее изделие попадает на исходную позицию. После этого щтанга возвращается в исходное положение, а так как
0 ход штанги 10 больше расстояния между несущими планками, а расстояние между собачками 9 равно ему, то при этом освобождается из-под ряда изделий предпоследняя собачка. При следующем цикле она передвигает ряд изделий еще на один щаг. Этот
5 цикл повторяется до выхода первого изделия в ряду на исходную позицию. При этом выключается датчик 15 и дает команду конвейеру на перемещение следующего ряда изделий 8 в приемный лоток 7. Это продолжается до тех пор, пока первый ряд изделий не попадет на приемный лоток .7, после чего датчик 16 выключается и дает сигнал на останов приводов перемещения и подъема несущих планок 3. При выдаче последнего изделия из приемного лотка 7 выключается
е датчик 15, сигнализирующий о выдаче всех изделий.
«м
cw
:s &
б -6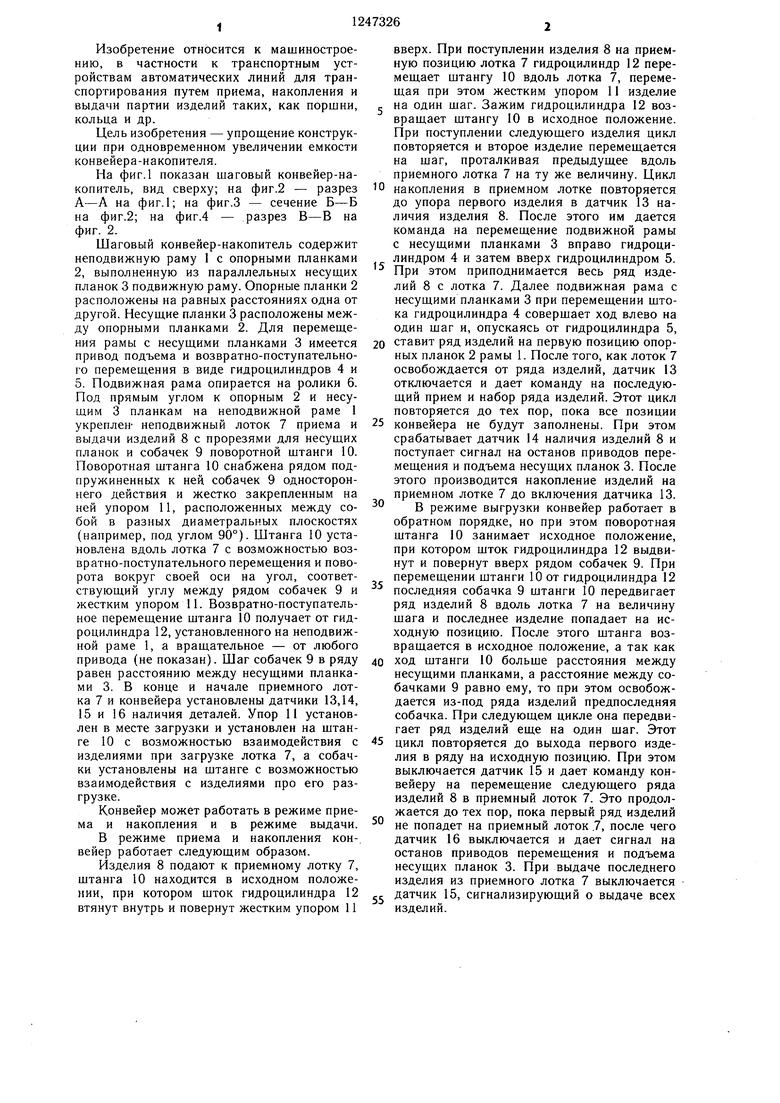
| название | год | авторы | номер документа |
|---|---|---|---|
| Шаговый конвейер-накопитель | 1977 |
|
SU716921A1 |
| Шаговый конвейер-накопитель | 1980 |
|
SU971736A1 |
| Конвейер автоматической линии | 1983 |
|
SU1093648A1 |
| Автооператор | 1970 |
|
SU355848A1 |
| Шаговый конвейер | 1982 |
|
SU1008107A1 |
| Шаговый конвейер | 1977 |
|
SU663637A1 |
| Устройство для выдачи штучных изделий из штабеля | 1974 |
|
SU512145A1 |
| Автоматическая линия для изготовления изделий типа опорных роликов тракторов | 1980 |
|
SU929400A1 |
| Установка для контроля герметичности полых изделий | 1986 |
|
SU1401308A1 |
| Устройство для загрузки и выгрузки изделий,преимущественно,электродов | 1974 |
|
SU616514A1 |
фиг.З
В-В
11
7
/
ю
Li
Фа&.
| Шаговый конвейер-накопитель | 1977 |
|
SU716921A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Шаговый конвейер | 1972 |
|
SU491547A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
