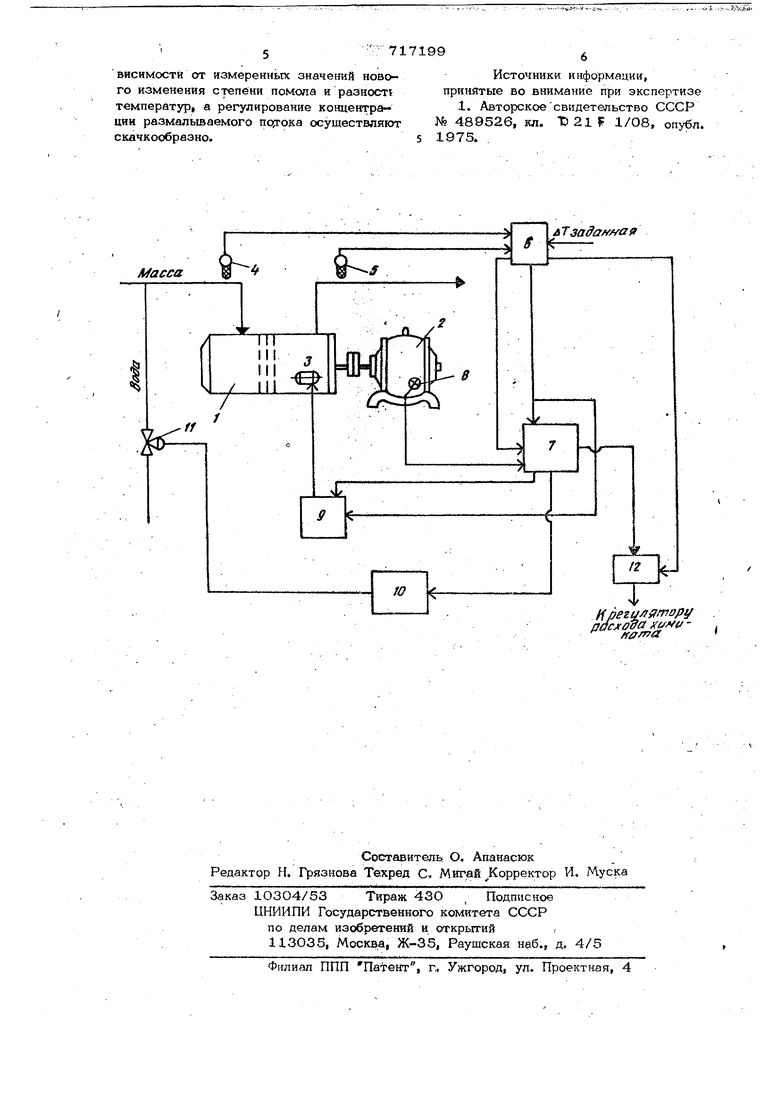
симости от измеренных велнчип нового изменения степени помола и разности температур, а регулирование KovwenTpa- цйи размалываемого потока осуществляю скачкообразно. На чертеже представлена блок-схема устройства, реализующего способ. i Устройство содержит размалывающий аппарат 1 с электроприводом 2 и меха- ;низмом присадки ротора 3, датчики температуры аходного 4 и выходного 5 потоков композиционной массы, подключенные к блоку управления 6. Первые два .выхода блока управления 6 подключены к одним из входов вычислительного блока 7, к другому входу которого под1а1Ю чен датчикмощности электропривода 8. Первые выходы блока управления 6 и вы числительного блока 7 через регулятор 9 присадки ротора соединены с, механизмом п{зисадкй 3. Второй выход вычислительного блока 7 через регулятор Ю расхода воды соединен с клапаном 11, установленным на линии подачи воды для разбавления массы перед размальюаю щим аппаратом. Третьи выходы вычислительного блока 7 и блока управления 6 через блок коррекции 12 соединены с ре гулятором расхода химиката.
Система работает следующим образом, В блоке 5 управления 6 по сигналам датчиков температуры 4 и 5 вычисляется разница температур аходного и выходного потоков (ДТ), которая сравйивается с заданным значением этой разности, равной верхнему или нижнему пределам диапазона измерения лТ . Если текущее значение перепада температуры больше или меньше допустимых значений пределов диапазона, то по одному из каналов сигнал изменения степени помола ОТ- блока 6 совместно с величиной мощности привода от датчика 8 поступаю в вычислительный блок 7, в котором формируется сигнал задания регулятору 10 рас.х6да воды для скачкообразного изменения величины концентрации входного потока композиционной массы. Регулятор 3,0 изменяет степень открытия клапана il. В блоке б сравниваются йрежнее, оначение Ь с вновь полученным которое вызвано изменением концентрации композиционной массы на входе. Если существует данная разность, то сигнал ее величины Af вновь поступает в вычислительный блок 7, где после корСпособ автоматического управления процессом размола бумажной массы, заключающийся в том, что измеряют потребляемую мощность привода размалывающего устройства и разность температур массы до и после размола, соответствующую степени помола, регулируют концентрацию размапьтаемого потока массы путем изменения расхода воды подаваемой во входной поток массы, и присадки ротора размальшающего устройства, отличающийся тем, что, с целью повышения качества управления, сравнивают измеренную разность температур с заданным предельным значением этой разности, результатом сравнения, соответствующим изменению степени помола, и измеренной величиной потребляемой мощности, регулируют концентрацию размальюаемого потока, определяют новое изменение степени помола, соответствующее изменению концентрации, по его значению и величине измеренной .мощности регулируют присадку ротора, и .регулируют степень помола путем изменения расхода компонентного .х 1миката во аходной пбток массы в заекции по величине потребляемой мошнос ,ти формируется сигнал задания регулятору 9 присадки ротора, а сигналом переменной служит сигнал разности температур йТ , который по другому из выходКых каналов блока управления поступает.в вычислительный блок 7, где также корректируется по величине потребляемой мощности электроприводом от датчика 9 и далее по своему каналу поступает в регулятор 9 присадки. Если формируемое в вычислительном устройстве 7 задание регулятору 9 больше или меньше ранее установленных предельных значений, .то регулятору 9 присваиваетсяуставка предельного значения присадки, а сигнал задания регулятору расхода .химиката от вычислительного блока 7 поступает в блок коррекции 12 совместно с сигналом задания перепада температуры. Применение данного способа автоматическогоуправления размолом дает воз- можность повысить качество управления за счет полной компенсации изменения состава размалываемого потока композиционной массы. зобрет.ения Формула
висимостй от нзмеренньпс значений нового изменения степени помола и разноси температур, а регулирование концентрации размальшаемого поггоца осуществляют скачкообразно.
Источники информации, принятые во внимание при экспертизе
1, Авторскоесвидетельство СССР № 489526, кп. Т) 21 F 1/08, опубл. 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система автоматического управления размолом волокнистых компонентов полуфабриката | 1984 |
|
SU1210888A1 |
| Способ автоматического управления процессом размола композиционных масс полуфабрикатов в производстве листовых материалов и устройство для его осуществления | 1986 |
|
SU1509470A1 |
| Система автоматического управления размолом волокнистой массы | 1980 |
|
SU953053A1 |
| Способ автоматического управления параллельно расположенными размалывающими устройствами | 1978 |
|
SU717200A1 |
| Способ автоматического управления процессом размола бумажной массы | 1978 |
|
SU705043A1 |
| Способ автоматического управления процессом размола композиционных масс полуфабрикатов в производстве листовых материалов | 1983 |
|
SU1231092A1 |
| Система автоматического управления размалывающим устройством | 1979 |
|
SU857332A1 |
| Система автоматического управления процессом размола волокнистой массы | 1981 |
|
SU1017754A1 |
| Система автоматизированного управления реактором периодического действия | 1987 |
|
SU1497317A1 |
| Система автоматизированного управления процессом в реакторе периодического действия | 1987 |
|
SU1497318A1 |
Масса .К AT3adafff/oi Нреги РУ aacjfOffa yW-v/y ffff a
