отношении диаметра разгонки к диаметру полотна верхнего формовочного полуштампа, последний в процессе формовки обжимает неодинаковую по высоте периферийную зону, и в результате диск и ступица получаются с геометрическими отклонениями от заданных размеров. При большем, чем 1,15, отношении этих диаметров требуется большее усилие для разгонки металла, интенсивно заполняется калибровочное кольцо, что приводит к его искажению в виде овала, к повышенному износу рабочей поверхности и к частому выходу из строя из-за повышенного трещинообразования.
Пример реализации способа изготовления колесных заготовок.
При изготовлении цельнокатаных колес 0 950 мм прокатывают партию колес из легких (до 465 кг) и тяжелых (более 480 кг) заготовок с использованием пуансона диаметром мм (диаметр полотна формовочных штампов при производстве основного типоразмера колес вагонных 0 950 мм - Дп. мм); величина разгонки для всех заготовок равна 85 мм. Прокатывают 913 колес с использованием калибровочного кольца 0 860 мм и пуансона 0 650 мм. Величина отпечатка наружной поверхности заготовки нри осадке в калибровочном кольце равна 70-90 мм (носле разгонки), торцовые поверхности заготовки плоские; в связи с этим центрование ее на формовочном прессе осуществляется точнее. Толш;ина диска отформованных заготовок находится в требуемых пределах (24 ± 2 мм). Невыполнения ступицы не обнаружено ни в одной заготовке.
В связи с получением диска и ступицы стабилизированных размеров и в требуемых пределах наружный диаметр обода черновых колес оказался несколько большим, чем у колес, изготовленных по известному способу. Увеличение диаметра черновых колес гарантирует носле механической обработки обода получение колес в соответствии с требуемыми размерами по кругу катання (950 ±14 мм).
Использование нредлагаемого способа изготовления колесных заготовок позволяет повысить точность геометрических параметров диска и ступицы колес при отклонении массы исходной заготовки от расчетной.
Формула изобретения ----- Способ изготовления колесных заготовок под прокатку, включающий осадку исходной заготовки, разгонку ее центральной зоны и формовку в штампах, отличающийся тем, что, с целью повышения точности геометрических параметров колес, разгонку центральной зоны заготовки производят на диаметр, равный 1,0-1,15 диаметра полотна верхней половины штампа. Источники информации, принятые во внимание при экспертизе 1. Шифрин М. Ю. Производство цельнокатанных колес и бандажей. М., Металлургнздат, 1954, с. 144-148.
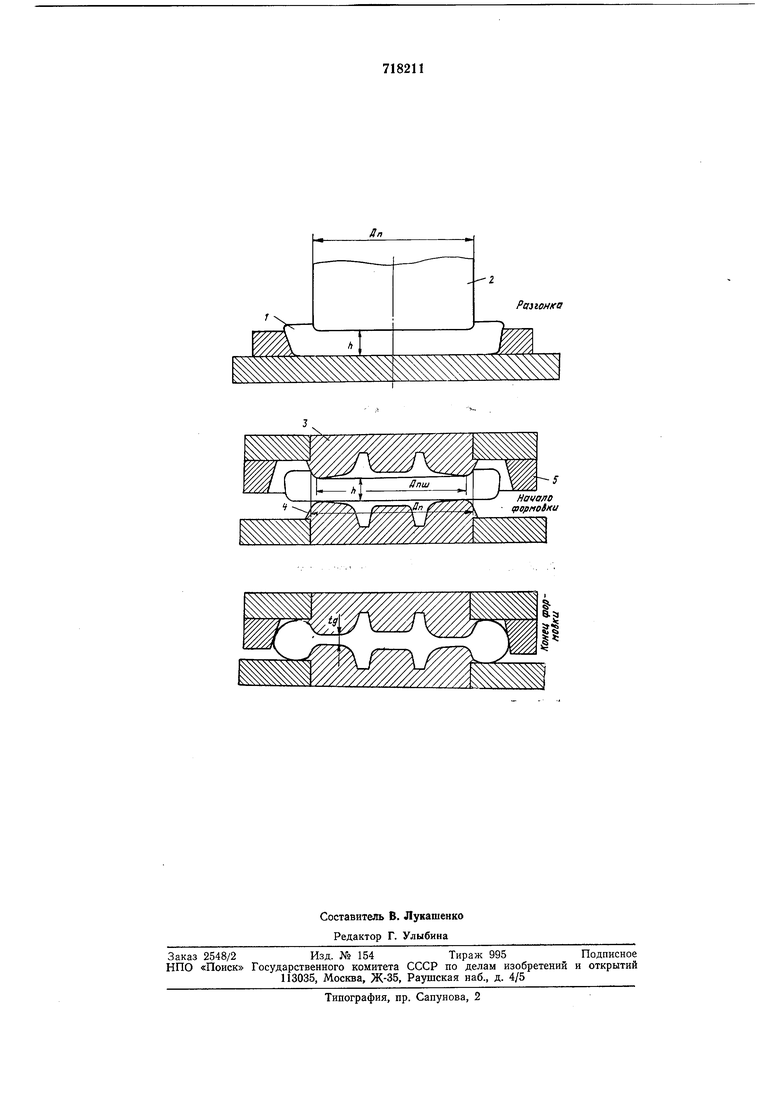
Разгонка
Нача/io ifiopfiotKU
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШТАМПОВКИ ЗАГОТОВОК ДЛЯ ЦЕЛЬНОКАТАНЫХ КОЛЕС | 2006 |
|
RU2335373C2 |
| Способ изготовления центров электровозных колес | 1978 |
|
SU742015A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ДЛЯ ЦЕЛЬНОКАТАНЫХ КОЛЕС | 1992 |
|
RU2030947C1 |
| Способ изготовления изделий типа колес | 1988 |
|
SU1662731A1 |
| Способ изготовления заготовок для цельнокатаных колес | 1977 |
|
SU650704A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС | 1994 |
|
RU2070465C1 |
| Способ производства железнодорожных колес | 1975 |
|
SU610593A1 |
| Способ изготовления цельноштампокатаных колес | 1987 |
|
SU1516205A1 |
| Способ производства железнодорожных колес | 1976 |
|
SU617138A1 |
| СПОСОБ ПРОКАТКИ ИЗДЕЛИЙ ТИПА КОЛЕС | 1994 |
|
RU2073577C1 |