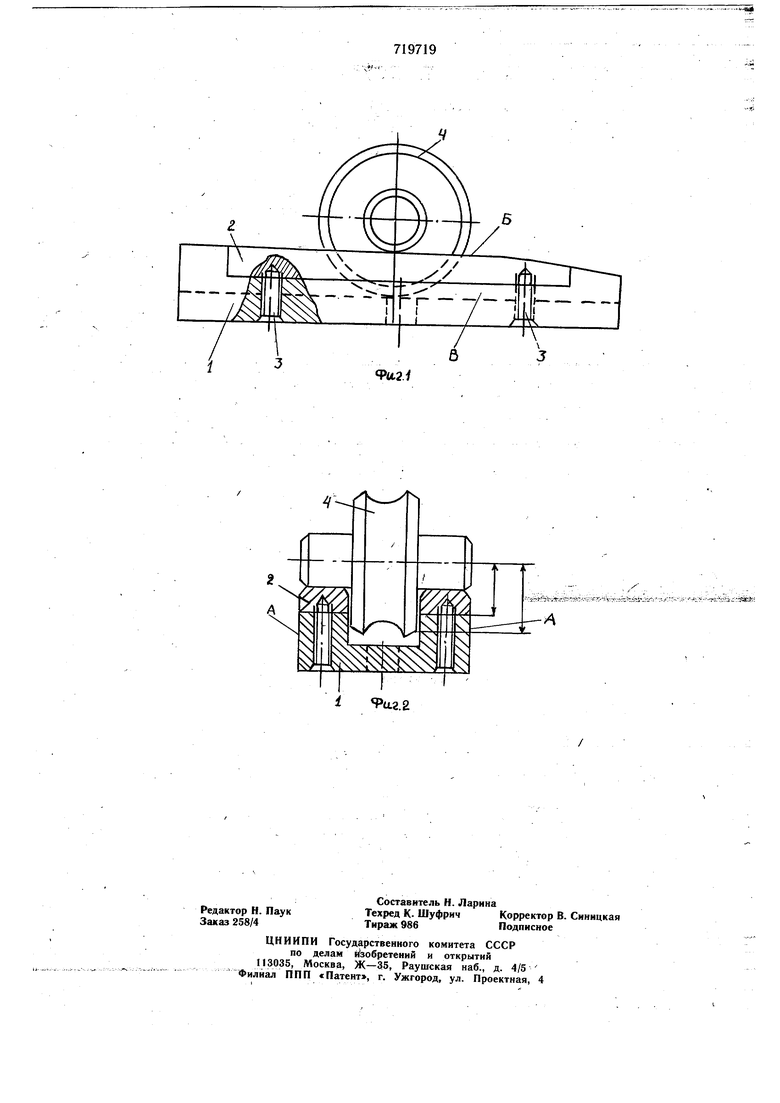
Изобретение относится к трубопрокатному производству и может быть использовано/при эксплуатации трубопрокатных станов, например роликовых станов холодной прокатки труб. Известна опорная планка роликового стана холодной прокатки труб, выполненная в виде отдельного бруса с профильной поверхностью, контактируемой с одной из цапф роликов 1. Вертикальное смещение каждой планки (соответственно и каждой цапфы одного ролика) происходит на разную величину В силу наличия неизбежных неточностей изготовления инструмента, а также люфтов и зазоров. Вместе с тем, индивидуальная пЩстройка (регулировка) каждой планки практически исключена, так как нев0зл(0жн6 iJ ciTEiновить место возникновения дефекта (прокатка осуществляется с повооотом трубы). При корректировке размеров труб, являющейся неотъемлемым 9Л ементом технологии прокатки и осуществляемой смещением планки в вертикальном направлении, искажается сечение калибра и снижается точность труб, что заметно проявляется при прокатке тонкостенных труб, для. изготовления которЫЗс Предназначены станы роликового типа. Кроме того, срок службы планки в виде бруса значительно ниже из-за контактных напряжений, действующих на основание каждого из брурьев, а также ввиду частой смены полностью всей планки при ее износе. Наиболее близкой к предлагаемой являет ся опорная планка роликового стана холодной прокатки труб, имеющая основание и параллельно расположенные направляющие полки с рабочей профилированной поверхностью в верхней части 2. Недостаток этой планки заключается в том, что в процессе прокатки труб (особенно из высокопрочных Материалов) и при прокаткес нагреъом рабочий профиль опорной планки быстро изнашивается и выходит из строя. При этом замене подлежит полный комплект планок, что при1водит к значительным потерям материальных и трудовых затрат и к срока службы планок. Цель изобретения - повышение срока службы. Для достижения поставленной цели в опорной планке роликового Стана холодной прокатки труб, имеющей основание и паралеллъно расположенные направляющие полки с рабочей профилированной поверхностью в их верхней части, верхняя часть полок выполнена отъемной в виде вкладыша из высокопрочного материала, размещениого в выполненном в полке поперечном пазу и прикрепленного к основанию. Выполнение опорных планок составными позволяет при износе их рабочей поверхности производить замену лишь верхней части направляющих полок-вкладышей, а основание использовать многократно, что дает возможность шире применять высокопрочные, но дорогостоящие материалы, обеспечивающие увеличение продолжительности срока службы инструмента. На фиг. 1 схематически предоставлена планка, общий вид; на фиг. 2 - планка, поперечный разрез., планка имеет основание 1 и параллельно ра сположенные Направляющие полки А, верхняя часть которых выполнена отъемной в виде вкладыша 2 прямоугольного сечения с профилированной рабочей поверхностью Б. Вкладыши установлены в поперечных пазах В Напра1ШТйШхШ Шлок по скользящей посадке и скреплены с основанием, например, винтами 3 (соединение вклаДыща с с1сн6ваннем может быть любым другим, в том числе и с использованием продол ь1яйх пазов типа «ласточкин хвост, ыпоЖннШЗ| 18Ш1 . ТГлоскость разъема вкладышей с направjigrouwMH полками основания выполнена на Такой выс(йё полки, что при поперечном смещении контактируемого с рабочей поверхностью Б ролика 4, его реборда упирается в располоясенную под вкладышем низкую полку основания. Размещение вкладышей в пазу пЬ1ток ЬснЬванйяпрёдотвращает их продольное и поперечное смещение, а скрепление вкладышей с основанием винТ;амИ уд;ё1)жйвает их от выпадания при установке планки вкладышами вниз. Вкладыши б.нзгртбвЛеЯй из высокопрочнбго материала. например из стали марки Р18 или ШХ-15. Длина вкладышей равна максимальной длине пробега роликов по опорной плйнке, а В:Ысота выбрана из расчета обеспечения высоты планки для данного типа стана и из еняется в соответствии с принятым законом профилирова1ния;.,. -...„s-....- . Поверхность основания опорной планки, примыкающая к регулировочным клиньям (на чертеже не указаны), выполнена с уклоном. В процессе работы планки вмеете с рабочей клетью, в которой они закреплены, соверщают возвратно-поступательное ..
719719 движение. В результате перемещения опорной планки рабочие ролики 4, зажатые между профилированной поверхностью Б вкладышей 2 и прокатываемой трубой, получают вращательное движение и перекатываются по планке, которая, смещайсь относительно ролика в нап завлении движения кЛети и действуя на цапфы ролика профилированной рабочей поверхностью вкладышей, приводит к изменению положения ролика относительно оси прокатки. По длине хода клети ролики, например, постепенно (в соответствии с заданным профилем поверхности вкладышей) сближаются к оси прокатки и осуществляют обжатие металла. При изменении первоначально заданного профиля опорной планки произёоднтся замена лишь вкладышей, а основание нспользуют многократно. Для этого опорные планки выиимают из толстостенной втулки (рабочей клети) прокатного стана, освобождают вкладыши от основания, вывиичивая крепежные вииты, и на освободившиеся места основания устанавливают новые вкладыши. После закрепления вкладышей винтами опорные hлaнки устанавливают в рабочую клеть обычным порядком. Предлагаемая конструкция опорных планок обеспечивает получение прецизионных труб, сокращает расход материала, снижает трудоемкость изготовления, создает возможность шире использовать высокопрочные, но дорогостоящие материалы, ЧТО приводит к повышению срока службы опорных планок. Формула изобретения . Опорная Планка роликового стана холодной прокатки труб, имеющая основание и параллельно расположенньГе направляющие полки с рабочей профилированной поверхностью в их верхней части, отличающаяся тем, что, с целью повышения срока службы. верхняя дасть долок выдолнена отъемной в виде из высокопрочного матернала, размещеш1огр в выполненном в полке поперечном пЖзуи прикрепленного к основанию. -, . - - --/ Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 446327, кл. В 21 В 21/00, 1972. 2.Кофф 3. А. и др. Холодная прокатка труб. Свердловск, «Металлургня, 1962, с. 241-242.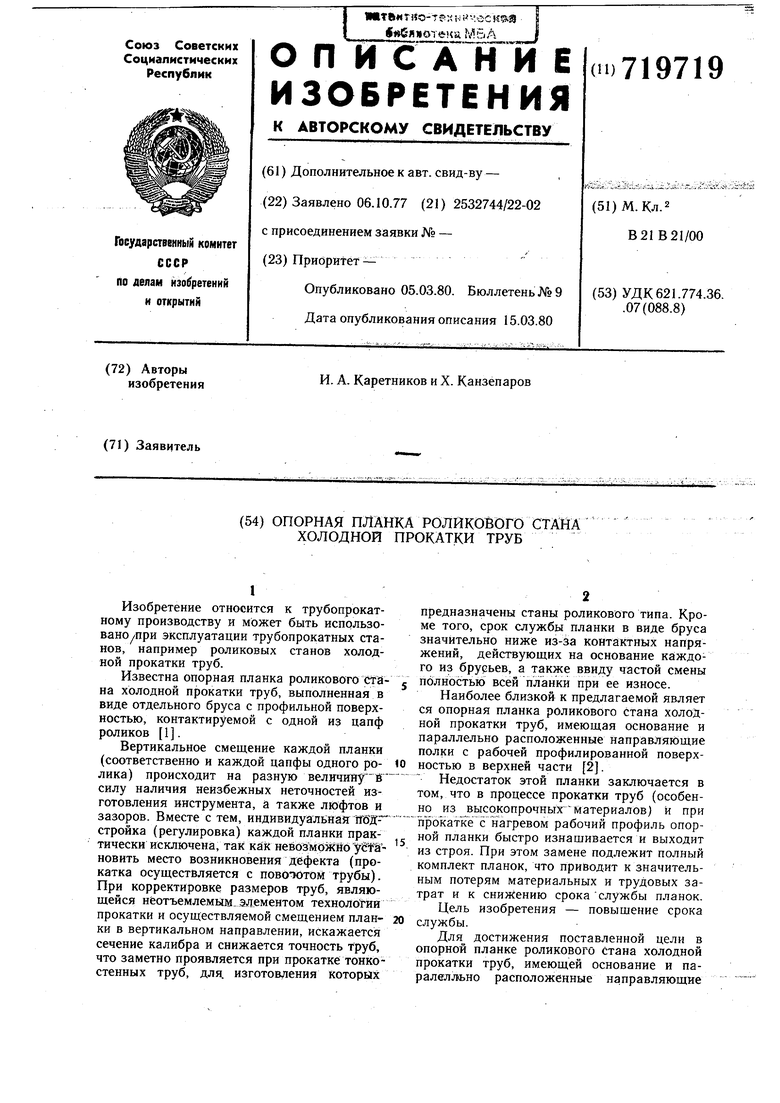

| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент роликового стана холодной прокатки труб | 1972 |
|
SU446327A1 |
| Опорная планка клети роликового стана холодной прокатки труб | 1982 |
|
SU1082502A1 |
| Рабочая клеть роликового стана холодной прокатки труб | 1980 |
|
SU956078A1 |
| Рабочая клеть роликового стана холодной прокатки труб | 1975 |
|
SU598665A1 |
| Опорная планка роликового стана периодической прокатки труб | 1979 |
|
SU871857A1 |
| Инструмент роликового стана холодной прокатки труб | 1985 |
|
SU1284624A1 |
| Опорная планка роликового стана холодной прокатки труб | 1987 |
|
SU1445825A1 |
| Рабочая многониточная клеть роликового стана холодной прокатки труб | 1984 |
|
SU1159666A1 |
| Опорная планка роликового стана холодной прокатки труб | 1982 |
|
SU1047558A1 |
| Рабочая клеть стана холодной прокатки зубчатых изделий | 1982 |
|
SU1037980A1 |
.
Фа.2.У
;.-j4 :-V;- g
.2
