Изобретение относится к обработке металлов давлением, а именно к периодической прокатке и может быть использ.овано при холодной периодической прокатке зубчатых изделий.
Известна рабочая клеть стана холодной периодической прокатки ребристых труб, содержащая передвижной сепаратор, в котором при помощи разрезных вкладышей установленырабочие ролики С
Основным недостатком указанной клети -является невозможность совмещения плоскости симметрии рабочего ролика с осью прокатки, что приво-; дит к винтообразности зуба прокатываемого зубчатогоизделия.
Наиболее близкой к предлагаемой является рабочая клеть стана холодной прокатки зубчатых изделий, содержащая станину с-расположенными в ней профилированными планками, закрепленными на клиновых нажимных механизмах, а также сепаратор с рабочими роликами., установленными в расточках сепаратора в подшипниках С2 .
Недостатком известной рабочей клети стана холодной прокатки при прокатке зубчатых изделий является .погрешность в угловом расположении рабочих роликов в плоскости, перпендикулярной оси прокатки, возникающая из-за осевого зазора между боковой поверхностью цапф рабочего ролика и сепаратором. Это приводит к погрешности деления, а также к изгибу и погрешности по направлению зуба зубчатого изделия, прокатываемого на стане. Уменьшение осевого зазора невозможно в связи с тепловьлм расширением инструмента, зависящим от скорости прокаТки ( числа двойных ходов клети в единицу времени ) и пр нулевом Зазоре к заклиниванию сепаратора. Следовательно, производительность стана, пропорциональная , числу двойных ходов в единицу времени, зависит от точности прокатываемых зубчатых изделий, и чем выше точность проката, тем ниже произво; дительность.
Другим недостатком рабочей клети стана является Также то, что разрезные вкладьшш, охватывающие цапфы роликов не обеспечивают необходимог совмещения плоскости симметрии ролика с осью прокатки/ следствием чего является дополнительная погрешност по направлению зуба прокатываемого зубчатого изделия.
Цель изобретения - повышение призводительности прокатки, а также повышение точности прокатываемого зубчатого изделия.
Указанная цель достигается тем,, что рабочая клеть стана холодно прокатки зубчатых изделий, содержащая станину с расположенными в ней профилированными планками, закрепленными на клиновых нажимных механизмах, а также сепаратор с рабочими роликами, установленными в расточках сепаратора в подшипниках, снабжена размещенными в соответствующих расточках сепаратора разъемными цилиндрическими стаканами с вкладышами и клиновыми механизмами поворота цилиндрических стаканов, причем цилиндрические стаканы вьшолнены с расточками для размещения в них вкладышей, оси, симметрии расточек в цилиндрических стаканах расположены перпендикулярно к плоскостям, проходящим через оси сиг етрии цилиндрических стаканов и оси вращения рабочих роликов, а также в цилиндрических стаканах выполнены пазы для размещения в них подшипников качения, в которых рабочие РОЛИКИ установлены с осевым натягом.
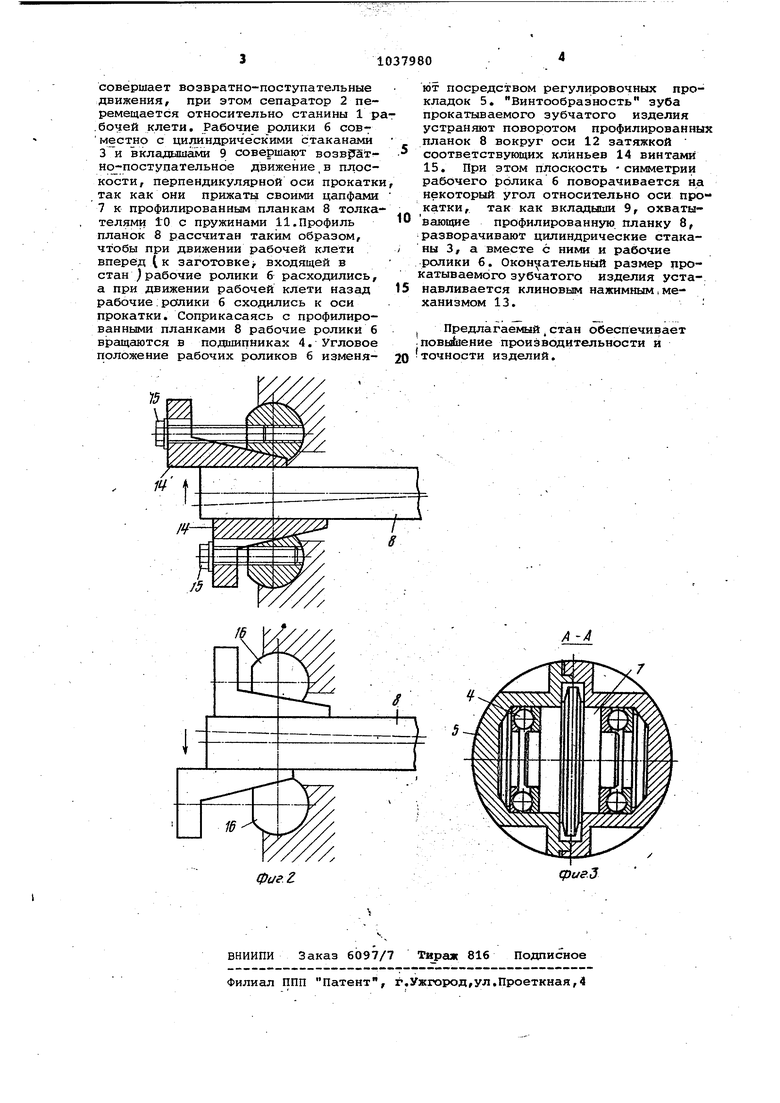
На фиг. 1 изображен разрез рабочей клети стана холодной прокатки зубчатых изделий перпендикулярно оси про.катки; на фиг. 2 - схема работы клинового механизма поворота стаканов; на фиг. 3 - разрез цилиндрического стакана по оси рабочего ролика. Рабочая клеть стана холодной прокатки зубчатых изделий состоит из станины 1 с расположенным в ней сепаратором 2. В расточках сепаратора помещены разъемные цилиндрические стаканы 3,в которых с помощью упорных шариковых подшипников 4 и регулировочных прокладок 5 установлены с осевым натягом рабочие ролики 6. Цапфы 7 рабочих роликов прижимаются к профилированным планкам 8 .посредством вкладышей 9, охватывающих профилированные планки и толкателей 10 с пружинами 11. Профилированные планки опираются с возможностью вращения вокруг оси 12, на клиновые нажимные механизмы 13, расположенные в станине .рабочей клети. Поворот профилированных планок осуществляется посредством клинового механизма, закрепленного на станине рабочей клети, содержащего клинья 14, регулировочные винты 15 и вкладыши 16. Толкатели 10, помещенные в расточках сепаратора 2, при воздействии пружин 11, размещенных в тех же расточках, упираются в вырезы вкладышей 9, которые в свою очередь помещены в цилиндрических расточках, вьтолненных перпендикулярно оси стаканов 3 и , следовательно, прижимают цапфы рабочих роликов 7 к профилированным планкам 8,так как рабочие ролики б установлены в стаканах 3. Очевидно, что на каждый стакан необходимо 4 толкателя,по два на каждый вкладыш 9. При работе стана холодной прокатки зубчатых изделий рабочая клеть совершает возвратно-поступательные движения, при этом сепаратор 2 перемещается относительно станины 1 р .бочей клети. Рабочие ролики 6 сов местно с цилиндрическими стаканами 3 и вкладышами 9 совершают возвратнсэ -поступательное движение , в плоскости, перпендикулярной оси прокатк так как они прижаты своими цапфами 7 к профилированным планкам 8 толка телями с пружинами 11. Профиль планок 8 рассчитан таким образом, чтобы при движении рабочей клети вперед (к заготовке входящей в стан )рабочие ролики б расходились, а при движении рабочей клети назад рабочие.ролики 6 сходились к оси прокатки. Соприкасаясь с профилированными планками 8 рабочие ролики б вращаются в пo цlшпникax 4. Угловое положение рабочих роликов 6 изменяют посредством регулировочных прокладок 5. Винтообразность зуба прокатываемого зубчатого изделия устраняют поворотом профилированных планок 8 вокруг оси 12 затяжкой соответствующих клиньев 14 винтами 15. При этом плоскость -симметрии рабочего ролика б поворачивается на некоторый угол относительно оси прокатки, так как вкладыши 9, охватывающие профилированную планку 8, разворачивают цилиндрические стакавы 3, а вместе с ними и рабочие ролики б. Окон 1ательный размер проатываемого зубчатого изделия устанавливается клиновым нажимным,механизмом 13. Предлагаемый,стан обеспечивает повьйаение производительности и точности изделий.
/}-Xf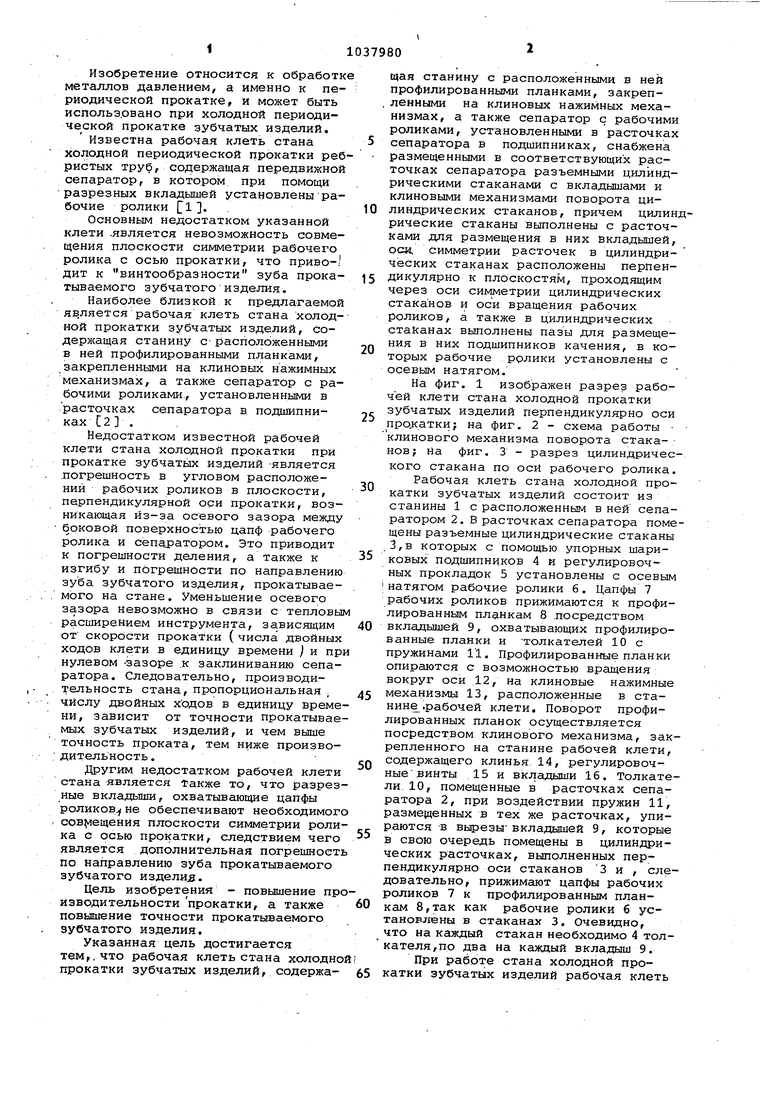
| название | год | авторы | номер документа |
|---|---|---|---|
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2005 |
|
RU2286220C1 |
| Рабочая клеть стана холоднойпРОКАТКи ТРуб | 1977 |
|
SU806176A1 |
| Рабочая клеть прокатного стана | 1990 |
|
SU1776209A3 |
| Стан холодной прокатки труб перемен-НОгО СЕчЕНия | 1979 |
|
SU793674A1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2012 |
|
RU2487771C1 |
| Рабочая клеть роликового стана холодной прокатки труб | 1975 |
|
SU598665A1 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1995 |
|
RU2090278C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2166396C2 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ. | 2013 |
|
RU2532214C1 |
| Прокатный стан | 1989 |
|
SU1724400A1 |
РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ЗУБЧАТЫХ ИЗДЕЛИЙ, содержащая станину с расположенными в ней профилированными планками, закрепленными на клиновых нажимных механизмах, а также сепаратор с paбoчи ш роликами, установленными в расточках сепаратора в подшипникак, отличающаяся тем, что, с целью повышения производительности и точности изделий, она снабжена размещенными в соответствующих расточках сепаратора разъемными цилиндрическими стаканами с вкладышами и клиновыми механизмами поворота цилиндрических стаканов, причем цилиндрические стаканы выполнены с расточками для размещения в них вкладышей, оси симметрии расточек в цилиндрических стаканах расположены перпендикулярно к плоскостям, проходящим через оси симметрии цилиндрических стаканов и оси вращения рабо- g чих роликов, а также в цилиндричес- (Л ких стаканах выполнены пазы для размещения в них подшипников качес ния, в которых абочие ролики установлены с осевым натягом. 0 w СХ)
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США № 3683661, кл | |||
| Термосно-паровая кухня | 1921 |
|
SU72A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США № 3673840, кл | |||
| Термосно-паровая кухня | 1921 |
|
SU72A1 |
