Изобретение относится к обработке мег таллов давлением и может быть использовано при прокатке на роликовых станах холодной прокатки труб.
Цель изобретения - повышение стойкости инструмента за счет снижения контактных напряжений, возникающих при прокатке.
На фиг. 1 показан инструмент, общий вид; на фиг. 2 - положение инструмента в зоне наибольшего давления металла на ролик.
Инструмент роликового стана содержит ролики, каждый из которых имеет бочКу 1 и цапфы 2, выполненные в виде усеченных конусов с соотношением диаметров оснований 1,0006-1,0007 и присоединенные к бочке меньшими основаниями, и контактирующие с цапфами каждого ролика профилированные опорные планки 3.
Прокатку труб с использованием предлагаемого инструмента осуществляют следующим образом.
Ролики при своем вращательно-посту- пательном. движении по рабочим поверхностям профилированных опорных планок 3 деформируют трубу на оправке по диаметру и стенке. В начале очага деформации, когда давление металла труб на ролики невелико, они изгибаются незначительно и занимают соответствующее положение (фиг. 1). Цапфы 2 каждого ролика контактируют с рабочими поверхностями (профилированной) опорной планки 3 не по всей ширине, а только по наружным поверхностям. Поскольку давление невелико, то и контактные напряжения также незначительны и разрушения рабочего инструмента (роликов и планок) не происходит.
В зоне обжатия, когда давление металла прокатываемой трубы максимально, каждый ролик претерпевает максимальный изгиб и занимает положение, показанное на фиг. 2 Цапфы ролика контактируют уже по всей Ц1ирине рабочей поверхности профилированной опорной планки, что дает возможность уменьшить контактное напряжение и избежать разрушения инструмента.
Предлагаемое выполнение инструмента позволяет уменьшить контактные напряжения, приводящие к быстрому износу рабочего инструмента за счет увеличения площади контакта цапф ролика с рабочими поверхностями опорной планки.
Соотношение между диаметрами меньшего и большего основания цапф ролика найдено расчетным путем из условия максимально допустимой нагрузки на ролик.
Конусность образуюшей цапфы рассчитывают в зависимости от нагрузки по формуле для определения величины прогиба
i Hi,
48EU
где i - конусность образующей цапфы; Р - нагрузка на ролик; Е - модуль упругости; jf -. .момент инерции.
В результате расчетов получают конусность образующей цапфы и в зависимости от диаметра основания, примыкающего к бочке ролика, равного диаметру цапфы известного ролика, находят диаметр большего основания и их соотношение, для всех типоразмеров станов, равное 1,0006 1,0007.
ЕСЛИ соотношение диаметров большего и меньшего оснований цапфы меньше 1,0006, то при максимальном давлении металла
на ролик, он занимает положение, при котором контакт между цапфой и рабочей поверхностью опорной планки имеется не по всей ширине, что приводит к увеличению контактных напряжений и большому износу рабочих поверхностей опорных планок с внутренней стороны.
Если соотношение диаметров оснований цапфы больше 1,0007, то это также приводит к увеличению контактных напряже-. НИИ, поскольку цапфа ролика опирается не
на всю ширину рабочей поверхности планки, что приводит к увеличенному износу рабочей поверхности опорных планок с наружной стороны.
Таким образом, выполнение цапф ролика в виде усеченных конусов, примыка ющих меньшими основаниями к бочке ролика, с соотношением диаметров большего и меньшего оснований, равного 1,0006- 1,0007, уменьшает износ инструмента и повышает его долговечность за счет снижения контактных напряжений.
Предлагаемый и известный инструменты опробуют при холодной прокатке труб размерами 17,0x0,1 мм из стали 08Х18Н10Т. Заготовкой в обоих случаях служат холод- нопрокатаные трубы размерами 18,5Х
0 Х0,18 мм.
Параметры прокатки труб на стане ХПТР 15-30 в обоих случаях составляют: величина подачи 1,5-2,0 мм за двойной ход клети, скорость клети 60 двойных ходов
, в мин, температура заготовки -f25°C, охлаждение инструмента и труб- эмульсионное, длина прокатанной трубы 4500 .мм, диаметр цапфы известного ролика и диаметр меньшего основания цапфы предлагаемого ролика 45 мм.
0 При прокатке используют предлагаемый инструмент с соотношением диаметров большего и меньшего оснований, равным 1,00055; 1,00060; 1,00065; 1,00070 и 1,00075, что соответствует диаметру большего основания цапфы 45,024; 45,027; 45,029; 45,031;
5 и 45,033.
Результаты опробования (усредненные) приведены в таблице.
Как видно из таблицы, предлагаемый инструмент (2-4) обеспечивает повышение стойкости инструмента станов ХПТР в 2,5 раза. На инструменте с отношением диаметров большего и меньшего оснований цапф ролика меньше и больше (1 и 5) предлагаемых пределов прокатано 2600 м труб. Известный инструмент позволяет прокатать 1300 м труб.
Таким образом, предлагаемый инструмент по сравнению с известным обеспечивает повышение стойкости инструмента в 2,5 раза.
Формула изобретения
Инструмент роликового стана холодной прокатки труб, содержащий ролики с бочкой и цапфами в виде усеченных конусов и контактируюш,ие с цапфами роликов профилированные опорные планки, отличающийся тем, что, с целью повышения стойкости инструмента за счет снижения контактных напряжений, возникающих при прокатке, цапфы каждого ролика присоединены к его бочке меньщими основаниями конуса, при этом отнощение диаметров оснований конуса составляет 1,0006-1,0007.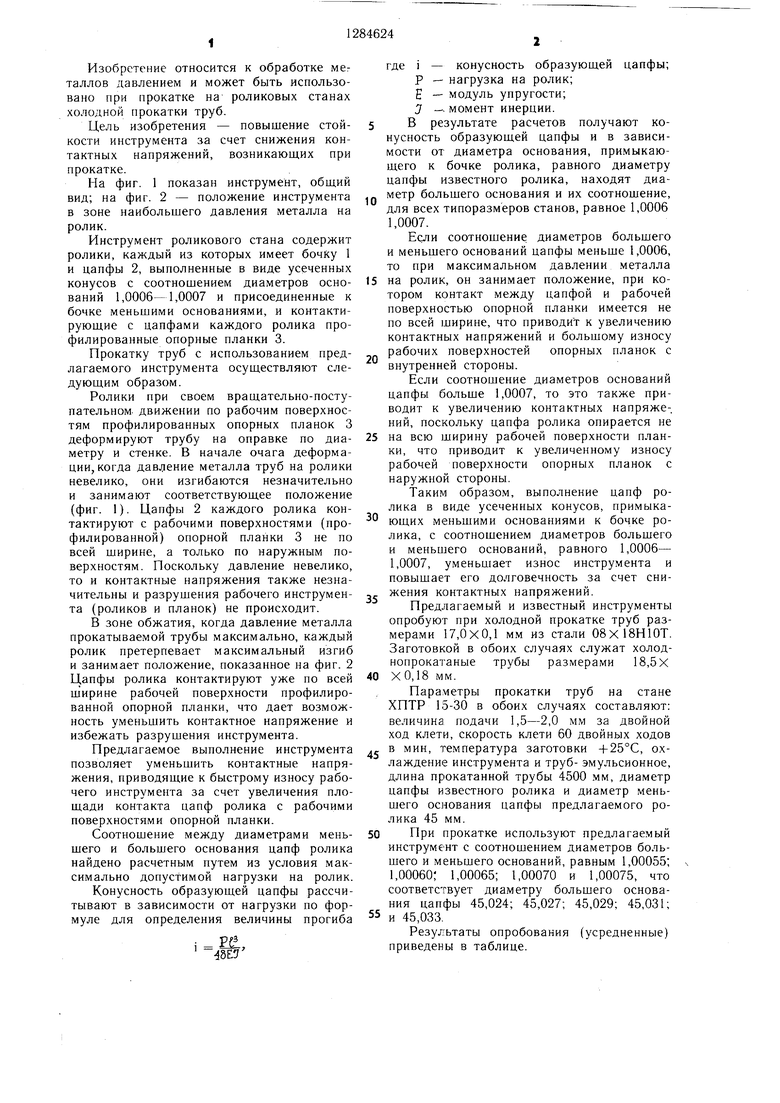

| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент роликового стана холодной прокатки труб | 1972 |
|
SU446327A1 |
| Опорная планка роликового стана холодной прокатки труб | 1982 |
|
SU1047558A1 |
| Опорная планка роликового стана холодной прокатки труб | 1987 |
|
SU1445825A1 |
| Опорная планка роликового стана периодической прокатки труб | 1979 |
|
SU871857A1 |
| ОПОРНАЯ ПЛАНКА РОЛИКОВОГО СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1992 |
|
RU2014918C1 |
| Опорная планка клети роликового стана холодной прокатки труб | 1982 |
|
SU1082502A1 |
| Опорная планка роликового стана холодной прокатки труб | 1977 |
|
SU719719A1 |
| Способ холодной прокатки труб и устройство для его осуществления | 1985 |
|
SU1243853A1 |
| Рабочая клеть роликового стана холодной прокатки труб | 1988 |
|
SU1595595A1 |
| Инструмент для прокатки цилиндрических изделий с продольными ребрами | 1979 |
|
SU893358A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при холодной прокатке на роликовых станах холодной прокатки труб. Цель изобретения - повьпнение стойкости инструмента за счет снижения контактных напряжений, возникающих при прокатке. Инструмент включает ролики с бочкой 1 и цапфами 2, выполненными в виде усеченных конусов, и контактирующие с цапфами роликов профилированные опорные планки 3. Повышение стойкости инструмента за счет снижения контактных напряжений, возникаю- ших при прокатке, достигается, если цапфы каждого ролика присоединены к его бочке меньшими основаниями конуса, при этом отношение диаметров оснований конуса составляет 1,0006-1,0007. 2 ил. 1 табл. S (Л ISD ас О5 Ю 4 Фиг. 1
Составитель Н. Умнягина
Редактор М. БланарТехред И. ВересКорректор А. Обручар
Заказ 7487/8Тираж 503Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
1 13035, Москва, Ж-35, Раушская наб., д. 4;5 Производственно-полиграфическое предп риятие, г. Ужгород, ул. Проектная, 4
| Шевакин Ю | |||
| Ф | |||
| и Сейдалиев Ф | |||
| С | |||
| Станы холодной прокатки труб | |||
| - М.: Металлургия, 1966, с | |||
| Шланговое соединение | 0 |
|
SU88A1 |
| Инструмент роликового стана холодной прокатки труб | 1972 |
|
SU446327A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
