,
/
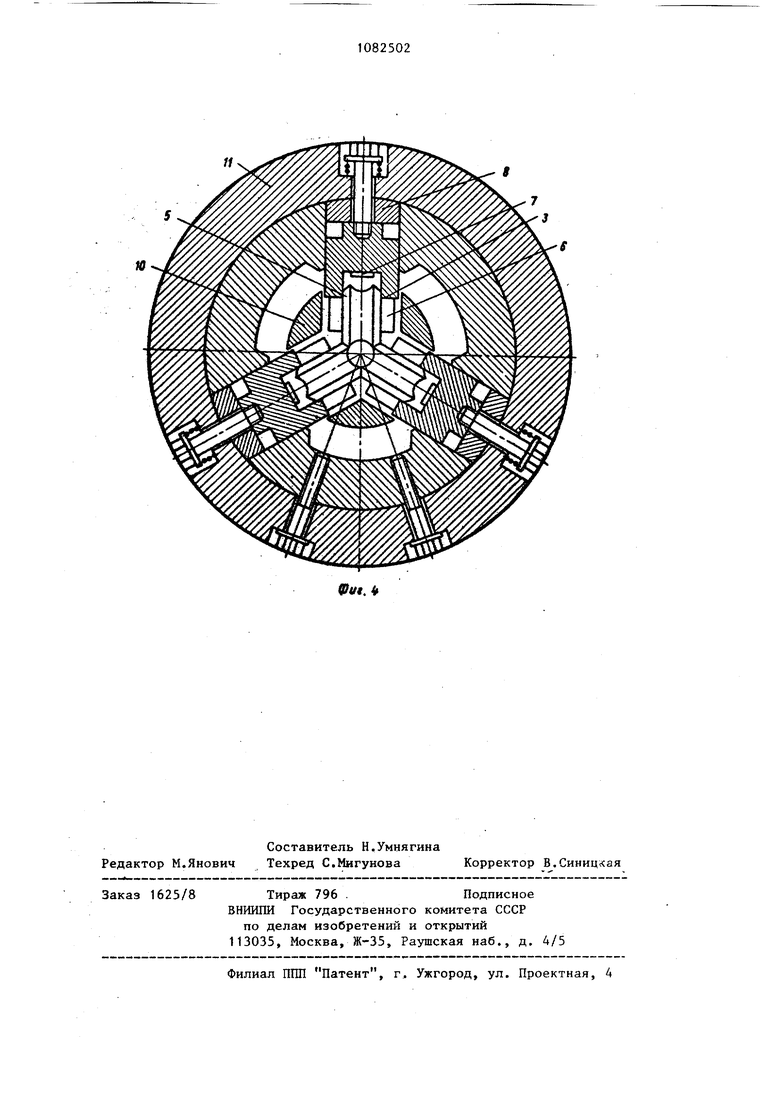
(Риг. г Изобретение относится к трубному производству и касается оборудования клетей роликовых станов холодной прокатки труб, в частности инструмента, а именно опорной планки клети, которая задает режим деформации при прокатке. Известно, что в клетях роликовых станов холодной прокатки труб опорные планки установлены в контакте с регулировочными клиньями специальной конструкции Регулировку параметров и замер усилий прокатки при этом производят этими сложными по конструкции клиньями с наклеенными на них датчиками. При этом опорные планки имеют одинаковую шир ну основания и представляют собой балку на двух опорах, на которые воздействует усилие, приложенное в разных сечениях планки и ее длине С1Д. Однако при перемещении плоскости приложения усилия по длине опорной планки последняя, не обладая требуе мой упругостью, не обеспечивает рав мерного распределения усилий, в результате чего искажается заданный калибровкой опорной планки режим деформации при холодной прокатке, что приводит к снижению точности за мера усилий. Наиболее близкой по технической сущности к предлагаемой является опорная планка клети стана холодной прокатки труб, содержащая- основание с наклонной поверхностью и калиброванную поверхность, разделенную по щирине центрально расположенным прямоугольным пазом, при этом ширина опорной поверхности планки по ее длине выполнена постоянной, рав- ной ширине основания планки С23. Однако известная планка не обладает упругостью из-за выполнения ее опорной поверхности по ширине равной ширине основания, в силу чего не позволяет равномерно распределить усилия прокатки по длине планки и не дает возможности обеспе чить требуемый прогиб планки, что приводит к снижению точности замеров усилий прокатки. Цель изобретения - придание упру гости планке и создание тем самым возможности более точного замера усилий прокатки. Поставленная цель достигается тем, что в опорной планке клети роликового стана холодной прокатки труб, имеющей основание с опорной наклонной поверхностью и калиброванную поверхность, разделенную по ширина центрально расположенным прямоугольным пазом, ширина опорной поверхности выполнена переменной по длине планки и составляет в начале 0,75-0,8, а в конце 0,45-0,5 ширины прямоугольного паза. Выполнение ширины опорной поверхности основания планки переменной величины создает возможность прогиба в ее поперечных сечениях, обеспечивая равномерное распределение усилий по длине планки и возможность более точного замера усилий прокатки. На фиг. 1 представлена планка, общий вид; на фиг. 2 - вид по стрелКе А на фиг. 1; на фиг. 3 - вид по стрелке Б на фиг. 1, на фиг. 4 размещение планок в корпусе клети. Опорная планка имеет основание 1 с опорной поверхностью 2 и калиброванную вдоль планки поверхность 3, которая,,.разделена по ширине планки центрально расположенным прямоугольным пазом 4. Ширина В продольного прямоугольного паза планки определяется в зависимости от конструктивных размеров рабочих роликов 5, цапфы 6 которых установлены в контакте с калиброванными рабочими поверхностями планок. Дно паза обработано под наклейку тензодатчиков 7, которые равномерно распределены вдоль паза. Высота Н планки по ее длине вьтолнена переменной с увеличением ее от начала до конца. Опорная поверхность планки выполнена наклонной под регулировочные клинья 8, и имеет переменную ширину по длине планки в виде выступа 9. Ширина опорной поверхности (выступа) в начале планки составляет 0,750,8, а в конце 0,45-0,5 ширины прямоугольного паза. Верхние пределы значений ширины опорной поверхности выбраны исходя из возможности поперечного прогиба основания опорной планки, а нижние пределы - исходя из соображения прочности и точности измерений. Опорные планки по числу рабочих роликов установлены в сепараторе 10, размещенном в обойме 11 клети, и своей опорной поверхностью с переменной шириной контактируют с регулировочными клиньями.
Устройство работает следующим образом.
Обойма 11с сепаратором 10 и рабо чими роликами 5 совершает возвратнопоступательное движение. Рабочие ролики, перекатываясь своими цапфами по калиброваннымV поверхностям 3 опорных планок, деформируют заготовку (не показана). При этом давление благодаря контакту выступа 9 на опорной поверхности планки с регулировочным клином 8 воспринимается дном паза А опорной планки с наклеенными тензодатчиками 7.
Базовым объектом для данного изобретения являются опорные планки, размещенные в клети роликового стана холодной прокатки труб (ХПТР-120). .При прокатке нержавеющих труб по
маршруту 85,, 2,5 при подаче 4 мм из-за невозможности придания планкам упругости по их длине не сохраняется заложенный калибровкой планки равномерный режим и распределение давления по длине планки, что приводит к частым поломкам опорных планок и выходу клети из строя.
Предлагаема я опорная планка ввиду придания ей упругости позволяет добиться равномерного распределения давления металла при прокатке, сохранить заложенный калибровкой режим обжатия по длине планки и создать тем самым возможность более точного замера усилий прокатки, что способствует повьш1ению .службы слабого звена и, следовательно, самой клети, практически повысить срок службы клети в два раза.
11
Фи. ф

| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочая клеть роликовго стана холодной прокатки труб | 1975 |
|
SU596305A1 |
| Рабочая клеть роликового станахолодной прокатки труб | 1973 |
|
SU508283A1 |
| Рабочая клеть роликового стана холодной прокатки труб | 1980 |
|
SU956078A1 |
| РАБОЧАЯ КЛЕТЬ ДВУХНИТОЧНОГО СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1992 |
|
RU2094140C1 |
| Клеть роликового стана | 1977 |
|
SU607609A1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1992 |
|
RU2088353C1 |
| Опорная планка роликового стана холодной прокатки труб | 1977 |
|
SU719719A1 |
| Инструмент роликового стана холодной прокатки труб | 1976 |
|
SU682290A1 |
| Опорная планка роликового стана холодной прокатки труб | 1987 |
|
SU1445825A1 |
| Опорная планка роликового стана периодической прокатки труб | 1979 |
|
SU871857A1 |
ОПОРНАЯ ПЛАНКА КЛЕТИ РОЛИКОВОГО СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ, имеюцая основание с наклонной опорной поверхностью и калиброванную поверхность, разделенную по ошрине центрально расположенным прямоугольным пазом, отличающаяся тем, что, с целью придания упругости планке и создания тем самым возможности более точного замера усилий, ширина опорной, поверхности выполнена переменной по длине планки и составляет в начале 0,75-0,8, а в конце 0,45-0-,5 ширины прямоугольного паза. г (п S 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Усенко В.Н., Одинцов Б.П | |||
| Клин месдоза для измерения усилий при прокатке труб на станах ХПТР | |||
| Сборник ВНИТИ Производство труб, вып | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Аппарат, предназначенный для летания | 0 |
|
SU76A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Шевакин Ю.Ф., Сейдалиев Ф | |||
| С | |||
| Станы холодной прокатки труб | |||
| М., Металлургия, 1966, с | |||
| Клапанный регулятор для паровозов | 1919 |
|
SU103A1 |
