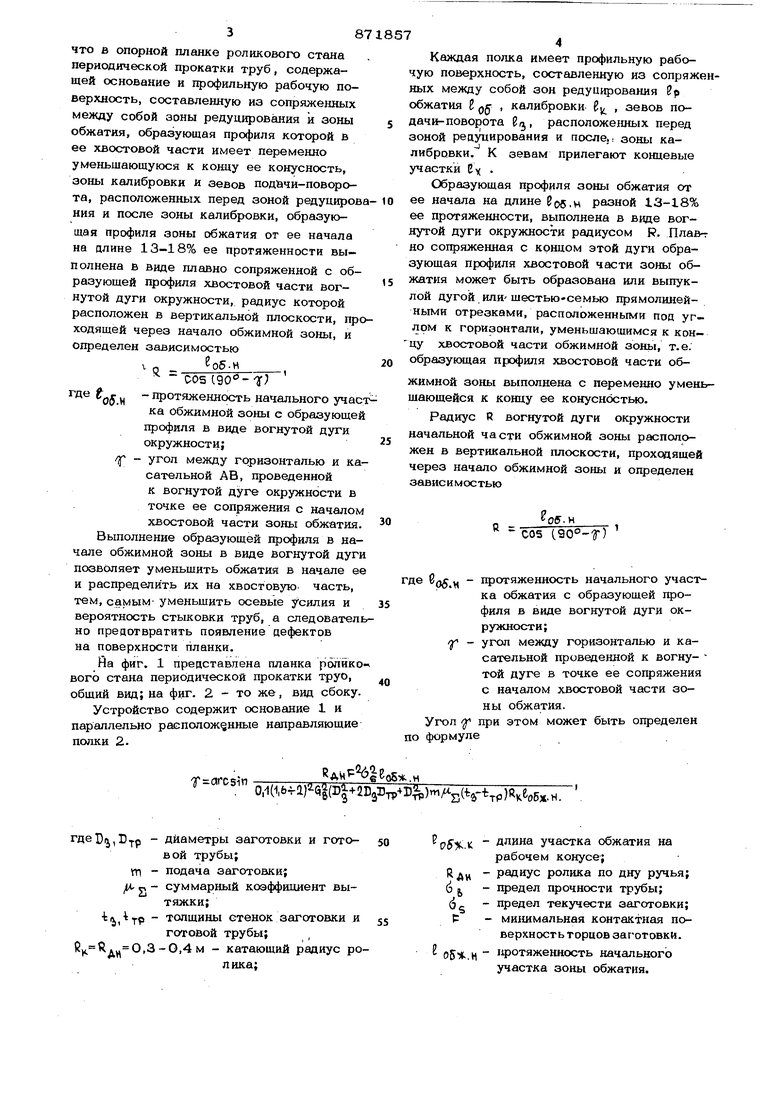
Изобретение относится к технологическому инструменту трубопрокатных станов и может быть использовано при изготовлении труб на роликовых станах периодической прокатки. Известна опорная планка роликового стана, состоящая из опорной плиты и щек с профилированной поверхностью, каж дая из которых имеет зоны редуцирования обжатия Н калибрования и зев подачи ц поворота трубы, расположенный перед зоной редуцирования, при этом образующая зоны обжатия очерчена кривой одного радиуса 1} Наиболее близкой по технической суиш ти к предлагаемой является опорная планка роликового стана, содержащая основание и рабочую профильную поверхность, составленную из зон реауцирования, обжа.тня, калибровки и зевов подачк-поворота, расположенных перед зоной редуцирова ния и после зоны калибровки, 1фи этом образующая профиля зоны обжатия выполнена от начала к концу с переменно умен шающейся конусностью, т.е. может выполнятся в виде нескольких прямолинейных участков, угол наклона которых к концу этой зоны уменьшается, или по всей длине этой зоны в виде выпуклой Недостатком указа1шых опорных планок является то, что в случае применении их при прокатке в режиме двойной подачи заготовки даже при относительно небольших величинах подач в очаге деформации происходит стыкование торцов труб. Этот недостаток обусловлен тем, что в начале обжимной зоны при обратном ходе клети осевые усилия достигают максимальной величины и линейное смещение металла гфоисходит как в сторону выхода готовой трубы, так и в сторону входа заготовки,. Это и привоцит к стыковке заготовок в очаге деформации, а тем самым и появлению дефектов на поверхности планки, что сокращает срок ее службы. Цель изобретения - повышение срока службы планки. Поставленная цель достигается тем, 387 что в опорной планке роликового стана периодической прокатки труб, содержащей основание и профильную рабочую поверхность, составленную иэ сопряженных между собой зоны редуцирования и зоны обжатия, образующая профиля которой в ее хвостовой части имеет переменно уменьшающуюся к концу ее конусность, зоны калибровки и зевов подйчи-поворота, расположенных перед зоной редуиирова ния и после зоны калибровки, образующая профиля зоны обжатия от ее начала на длине 13-18% ее протяженности выполнена в виде плавно сопряженной с образующей профиля хвостовой части вогнутой дуги окружности, радиус которой расположен в вертикальной плоскости, про ходящей через начало обжимной зоны, и определен зависимостью Коб.И W5 ( - протяженность начального учас ка обжимной зоны с образующей профиля в виде вогнутой дуги окружности; /f - угол между горизонталью и касательной АВ, проведенной к вогнутой дуге окружности в точке ее сопряжения с началом хвостовой части зоны обжатия. Выполнение образующей профиля в начале обжимной зоны в виде вогнутой дуги позволяет уменьщить обжатия в начале ее и распределить их на хвостовую, часть, тем, самым уменьшить осевые усилия и вероятность стыковки труб, а следовател но предотвратить появление дефектов на поверхности планки. На фиг. 1 представлена планка ролико вого стана периодической прокатки труо, общий вид; на фиг. 2 - то же, вид сбоку. Устройство содержит основание 1 и параллельно расположенные направляющие полки 2. .,.,..„gднP 0,10,Ь-а)|Р|+2
rAeDft,D.j.p - диаметры заготовки и готовой трубы;
m - подача заготовки; о - суммарный коэффициент вытяжки; толщины стенок заготовки и
готовой трубы;
. О,3-0,4 м - катающий радиус ролика;
длина участка обжатия на
рабочем конусе;
радиус ролика по дну ручья; предел прочности трубы; предел текучести заготовки; минимальная контактная поверхность торцов заготовки.
1фотяженность начального участка зоны обжатия. Каждая полка имеет профильную рабочую поверхность, составленную из сопряженных между собой зон редуцирования р обжатия t Qg , калибровки , зевов подачи-поворота 8/J, расположенных перед зоной редуцирования и после. зоны калибровки. К зевам прилегают концевые участки ЕХ . Образующая профиля зоны обжатия от ее начала на длине Роб.м разной 13-18% ее протяженности, выполнена в виде вогнутой дуги окружности радиусом R. Плав-г но сопряженная с концом этой дуги образующая профиля хвостовой части зоны обжатия может быть образована или выпуклой дугой или щестью-семью прямолинейными отрезками, расположенными под углом к горизонтали, уменьшающимся к концу хвостовой части обжимной зонь1, т.е. образующая профиля хвостовой части обжимной зоны выполнена с переменно уменьшающейся к концу ее конуснсзстью. Радиус R вогнутой дуги окружности начальной части обжимной зоны расположен в вертикальной плоскости, проходящей через начало обжимной зоны к определен зависимостью COS ) де ц - протяженность начального участка обжатия с образующей профиля в виде вогнутой дуги окружности; - угол между горизонталью и касательной проведенной к вогну- той дуге в точке ее сопряжения с началом хвостовой части зоны обжатия. Угол при этом может быть определен по формуле .н Б)тЛз()КкеоБх.н. 58 Планка работает следующий образом. При перокатывании роликов (на фиг.1н2 не указаны) по рабочей поверхностк полок опорной планки в аеве подаче-поворота л расположенном перед зоной редуцирования осуществляется подача и поворот трубы в зоне рецуцировання Ер происходит деформация трубы по диаметру в зоне обжатия - деформация но толщине стенки, в зоне калибровки - калибровка , в зеве подач и-поворота Ц , расположенно за зоной калибровки, - вторая подача и поворот трубы. При обратном ходе ролико деформация трубы происходит в обратной последовательности. При использовании рассматриваемой планки прокатаны заготовки размером 2Ох1,2 мм в трубу 18хО,45 мм. Материал заготовки сталь Х18Н1ОТ, у которого 65 45,0 кг/мм -ас5в трубы 95 кг/мм радиус ручья ролика по дну 74мм; площадь контактной поверхности F 50 мм. Прокат труб осуществляется при двой ной подаче заготовки, величина которой 5 мм + 5 мм 1О мм, суммарный коэффицийнт вытяжки ,j,3, а ,tc 1.2. На этик планках прокатана партия труб в количестве 2 О тыс. м. Предложенная опорная планка роликовог стана позволяет уменьщить осевые усилия за счет уменьшения обжатия в начале обжимной зоны; уменьшить вероятность стыковки труб вследствие уменьшения осевых усилий и перераспределения величины с уменьшением в начале и увеличинением в середине ее; повысить долговечность план ки за счет сокращения вероятности стыковок, являющихся причиной дефектов на рабочей поверхности планок. 76 Формула изобретения Опорная планка роликового стана периодической прокатки труб, содержащая основание и профильную рабочую поверхность, составленную на сопряженных между собой зоны редуцирования и зоНы обжатия, образующая профиля которой в ее хвостовой части нмеет переменно уменьшающуюся к концу ее конусность, зоны калибровки и зевов подачи и поворота, расположенных перед зоной редуцирования и после зоны калибровки, отличающаяся тем, что, с целью повышения ее срока службы, образующая профиля зоны обжатия от ее начала на длине 1318% ее протяженности выполнена в виде плавно сопряженной с образующей профиля хвостовой части вогнутой дуги окружности, радиус которой расположен в вертикальной плоскости, проходящей через начало обжимной зоны и определен зависимостью р., о5.н COS ( - протяженность начального участка зоны обжатия с образующей профиля в виде вогнутой дуги окружности; - угол между горизонталью и касательной, проведенной к вогнутой дуге окружности в точке , ее сопряжения с началом хвостовой части зоны обжатия. Источники информации, принятые во внимание при эксперитизе 1.Авторское свидетельство СССР № 68О774, кл. В 21 В 21/ОО. 1977. 2.Хаустов Г. И. и др. Пути повышения роизводительности стана ХПТР 15-ЗО. Металлургическая и горнорудная промьш енность, № 2, 1977, с. 24-26.
| название | год | авторы | номер документа |
|---|---|---|---|
| Ручей пилигримового валка | 1981 |
|
SU988392A1 |
| Калибр валков для пилигримовой прокатки труб | 1981 |
|
SU1017396A1 |
| Опорная планка роликового стана холодной прокатки труб | 1987 |
|
SU1445825A1 |
| Опорная планка роликового стана периодической прокатки труб | 1977 |
|
SU680774A1 |
| Опорная планка роликового стана холодной прокатки труб | 1982 |
|
SU1047558A1 |
| Технологический инструмент пилигримового стана | 1981 |
|
SU1011287A1 |
| Трубопрокатный инструмент пилигримового стана | 1978 |
|
SU766683A1 |
| Валок для холодной периодической прокатки труб | 1989 |
|
SU1620163A1 |
| Опорная планка роликового стана холодной прокатки труб | 1976 |
|
SU589044A1 |
| Ручей пилигримового валка | 1981 |
|
SU1007771A1 |
1 Фи1.2
