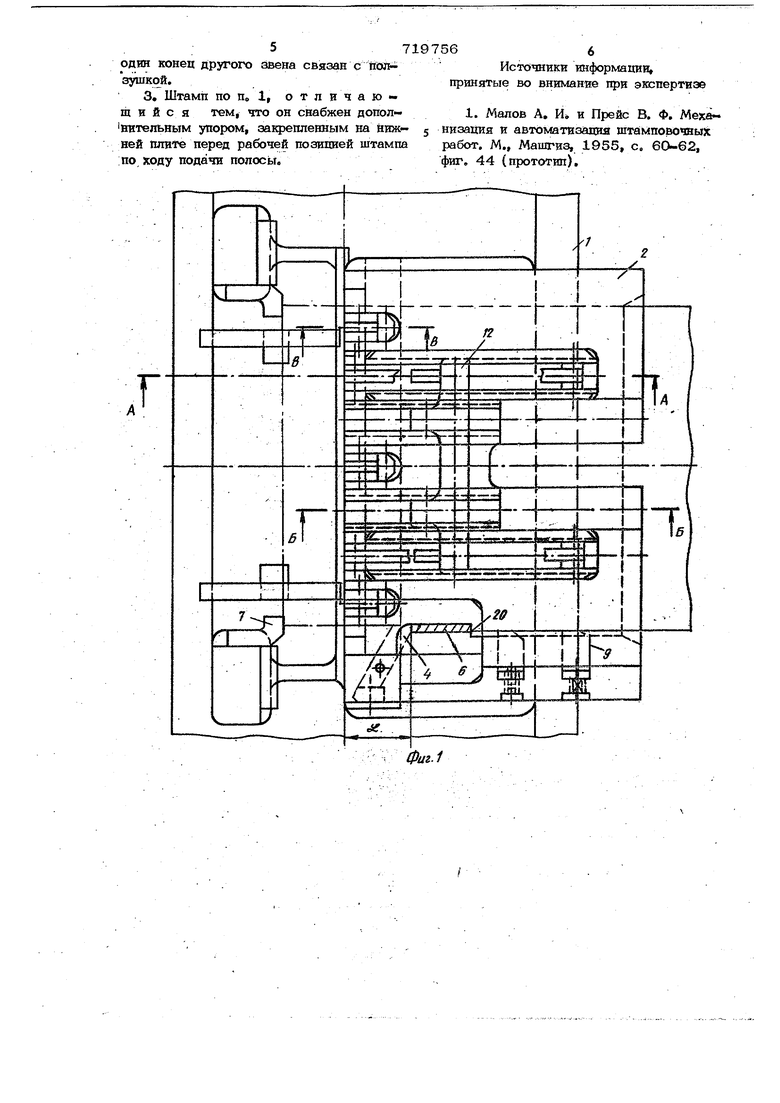
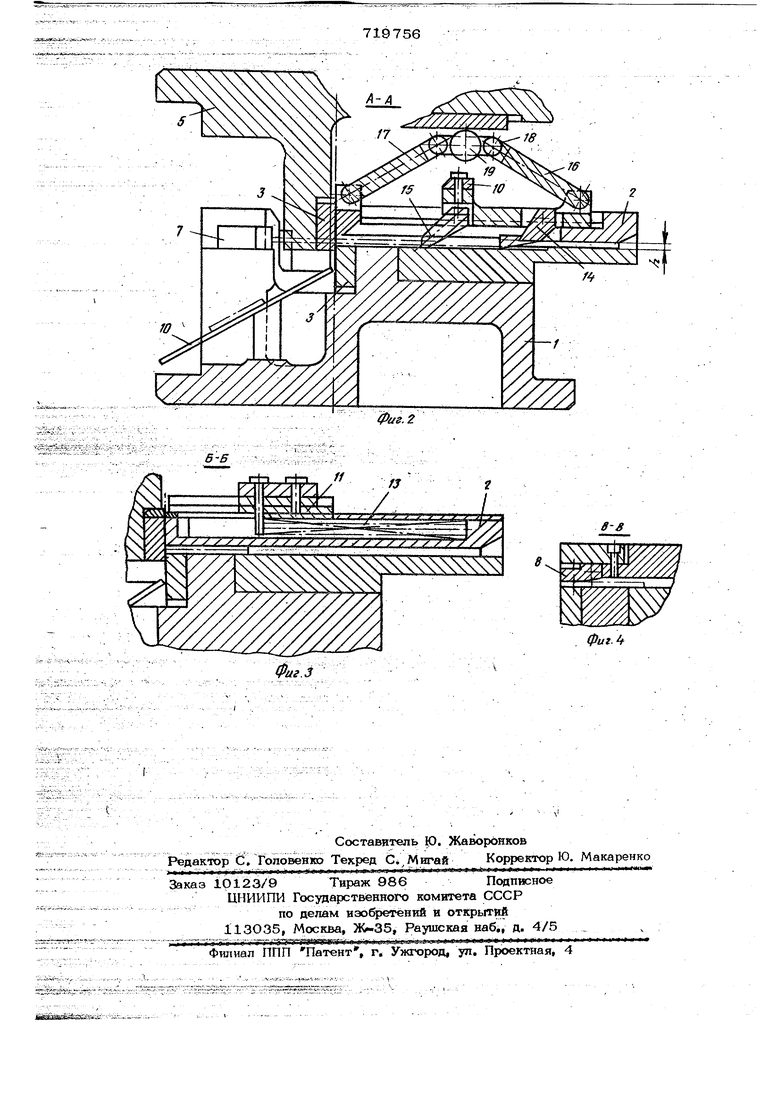
В съемнике 2 установлена ползушка 11 досьшателя с планкой 12, подпружш1енна1Я пруяшнным элементом 13. На ползушке шарнирно установлены подгфу жиненные собачки 14 и 15о Ползушка нризодится в движение через звенья 16 и 17. Один конец звена 17 закреплен на съемнике 2. а звена 16 - на попзушке 11. Звенья.16 и 17 связань между Особо звеном 18, несущим ролик 19, взаимодействующий с верхней частью 1штампа„ Штамп работает следующим обрааэм. Полосу вставл53йот в неподвижные направляющие съемника (под ползушку 11) и под действием боковых прижимов-Тормозов 9, которые прижимают ее к противоположной стороне, продвигают до упоров 4о При ходе ползуна пресса вниз шаговый нож 6, ширина которого равна шагу подачи, отрезает боковой отход, обеспечивая точность детали по ширвне. Кроме того, шаговый нож офа:зует на полосе уступ 2О, Досылатель при этом работает Ек блостую, собачки 14 и 15 скользят по полосе. Ползун npecjca возвр шается в верхнее положение. Этот двойной ход подготовительный Подают полосу уступом 2О до упора 4, Тое. ровно на шаг. Но так как расстояние от упора 4 до кромки ножа 3 меньше шаТа на велви чину в , то sa ножбм останется для удалетаия только передняя 1фоМЙГ, ра&ная S , несущая все неровности, образовав1ци:еся тфи зейготовйе полС)ЬЫ на Г1яяьотинных ножницах. Конец с неровностями обрезают при ходе ползуна вниз. Одноч временно шаговый нож 6 обрабатывает вторую боковую кромку с уступом 2О, после чего ползун возвращается в верхнее положение. Снова подают полосу устуйом 20 до упора 4 H iMiar и включают ход- ползуна пресса вниз. При каждой следующей пбДаче полосы на шаг до упора 4 будет отрезана деталь, равная по ширине точно lUiEiry тодачи. Штамп работает до тех пор, пока сво бодный конец полосы не окажется в опас ной зоне штампа, когда начинает дейютво вать досылатель. После заправки полосы собачки 14 и 15 окажутся на fee поверх носТи и, не имея под собой кромок псйосы скользят по ней вхолостую. А когда своб ный конец полосы окажется в опасной зоне, его настигнет подпруж тенная срба ка 14 и подаст до упора для обрезки оче редной детали, после чего образуется от ход-недомерок, который настигнет при следующем ходе пресса собачка 15 и удалит на склиз 10. Прк ходе ползуна пресса вниз верхняя часть штампа воздействует на ролию-упор 19, оба крайних звена 16 и 17 начнут поворачиваясь складываться, а конец звена 16 отодвинет пол зушку 11 вправо, сжимая, пружину 13. Подпружиненная собачка 14 заскочит на кромку полосы, а собачка 15 все еще будет скользить по полосе. При ходе ползуна вверх произойдёт . подача полосы собачкой 14 за счет npy«i жины возврата до упора 4, который работает в последний раз, так как при ходе пресса вниз шаговый нож работает по Ьтходу и уступ 20 не образуется. При ходе ползуна собачка 14 подаст полосу, но не до упора 4, а до упора 7 за счет разжатия пружины 13, Этот упор находится от режущей кромки 3 на расстоянии шага, поэтому йри koAe ползуна вниз от полосы образуется последняя деталь и остается отход, а собачка 15, скользя по нему, заскочит за его кромку и при последнем обратном ходе ползуна вверх удалит отход на склиа 10. В Течение работы досылателя прижимы-тормоза 9 стоят, а работают прижимы 8о Формула изобретения 1,Штамп для обработки полосового материала, содержащий упор, установленный на нижней плите за рабочей позицией Штампа по ходу подачи полосы, и жестко установленный на нюкней плите съёмник, о т л и ч а ю щ и и с я тем, что, с целью подачи конца полосы в рабочую зону штампа и удаления отхода, штамп снабжен смонтированным в съемнике досылателем. Выполненным в виде ползушки, приводимой в рабочее движение пружиной и в исходное положение - от верхней плиты штампа и несущей две установленные последовательно друг за другом по ходу подачи полосы подпружиненные собачки. 2.Штамп по п. 1, отличающ и и с я тем, что ползушка связана с верхней плитой штампа через трехзвенный механизм, один конец одного из аверьев которого связан со съемником, а
5 7197566
один конец другого звена связан с п№-Источники информации.
,принятые во внимание при экспертизе 3, Штамп по По 1, о т п и ч а ю щ и и с я тем, что он снабжен допол-1. Малов А, И и Прейс В. Ф. Мехавительным упором, закрепленным на ниж-5 ннзация и автоматизация штамповочных
ней Шти-Ге перед рабочей позицией штампаработ. М., Машгиз, 1955, с, 6О-62,
по. ходу подачи полосы.фиг. 44 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки полосового и ленточного материала | 1987 |
|
SU1473884A1 |
| Штамп для штамповки деталей | 1983 |
|
SU1123787A2 |
| Устройство для штамповки деталей из листового материала В.И.Васильева | 1989 |
|
SU1660805A1 |
| Штамп с двумя шаговыми ножами | 1977 |
|
SU663463A1 |
| Штамп последовательного действия | 1990 |
|
SU1808444A1 |
| Комбинированный штамп для изготовления деталей | 1981 |
|
SU986545A2 |
| СПОСОБ МНОГОПЕРЕХОДНОЙ ПОСЛЕДОВАТЕЛЬНОЙ ШТАМПОВКИ В ЛЕНТОЧНО-ПОЛОСОВОЙ ЗАГОТОВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2591023C2 |
| Устройство для обработки полосового и ленточного материала | 1980 |
|
SU902936A1 |
| Устройство для перфорирования и отрезки ленты или полосы из эластичного материала П-образного профиля | 1986 |
|
SU1428503A1 |
| Штамп последовательного действия | 1989 |
|
SU1607995A1 |
Фиг. 2
8-S
фиг.
