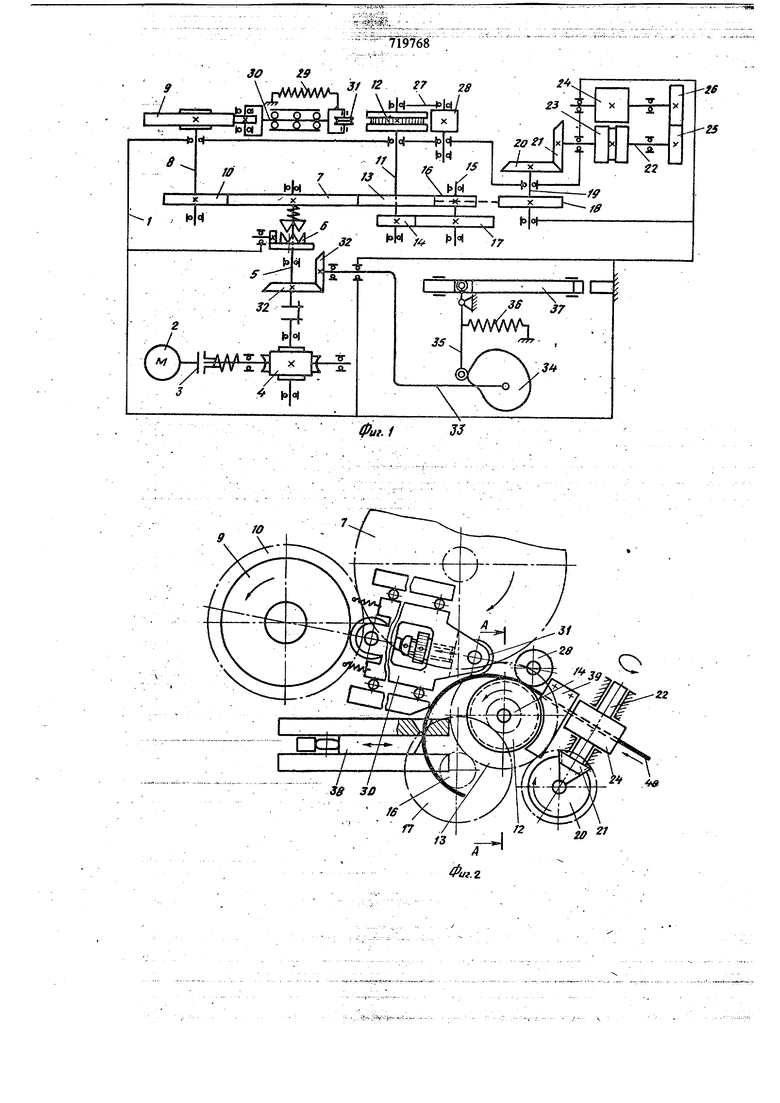
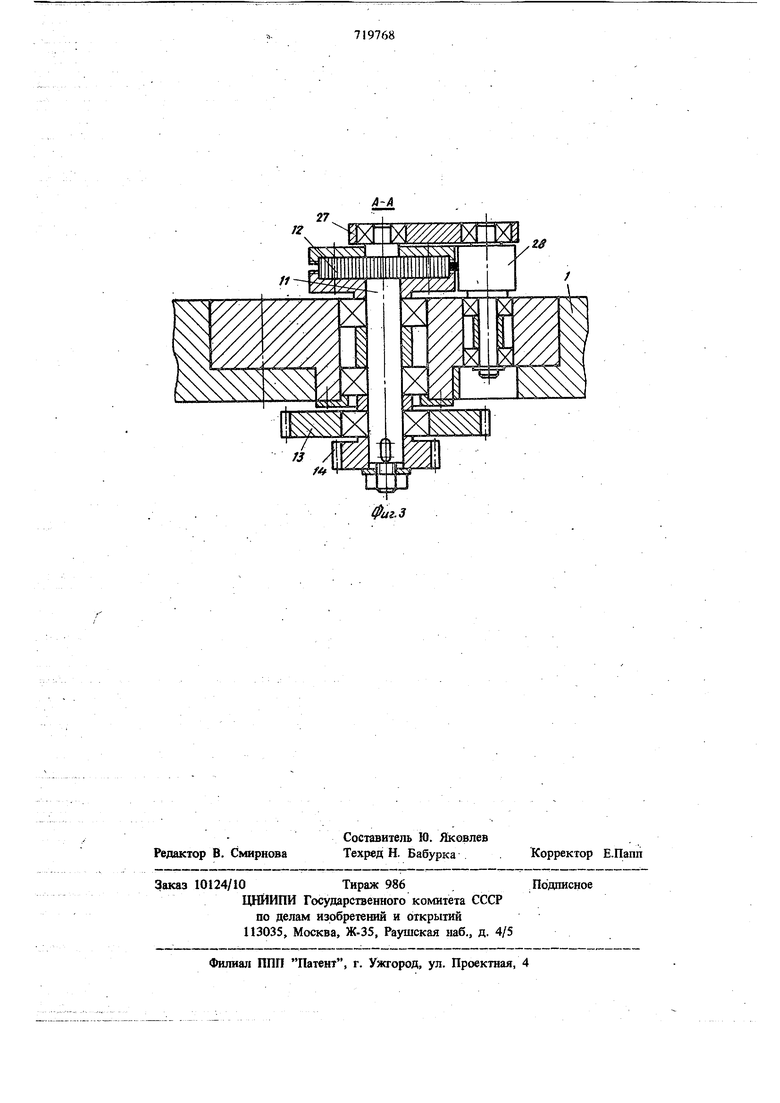
На фиг, 1 изображена кинематическая схема автомата для изготовления поршневых колец из проволоки; на фиг. 2 - вид сверху механизмов подачи, формообразования и отрезки кольца; на фиг. 3 - сечение А-А механизма подачи второй пары роликов. Автомат содержит станину 1, на которой смонтированы привод 2, предохранительная муфта 3, редуктор 4, приводной вал 5 с ку..лачковой муфтой 6 и шестерней 7, вал 8с . Профильным куйачком 9 и шестерней 10, вал II с приводным роликом 12 и шестернями 13 и 14,соединенные через вал 15 с шестернями 16 и 17, а также с шестерней 18 вала 19, который через коническиешестерни 20 и 21 связан с валом 22. РОЛИК 23, закрепленный на валу 22, и ролик 24 первой ступени механизма подачи соединены шестернями 25 и 26. . umJv mm перемычку 27 в станине размещен ролик 2S. К поверхности профильного кулачка 9 пружинами 29 поджата каретка 30, несущая гибочный ролик 31. Приводной вал 5 через конические шестерни 32, вал 33, кулачок 34, рычаг 35 и 36 связан с ножом 37. Автомат содержит также нож 38 и направляющую 39.Автомат работает следующим образом. Проволока 40, вращающимся навстречу Друг другу роликами 23 и 24, развальцовывается и про
тал1сивае:тся через щелевидную направляющую 39 во вторую пару роликов 12 и 28, установленных перпендикулярно по отношению к первым роликами, в которых она обрабатьтается до сечения близкого поперечйому Сечепию готового поршневого кольца иНаправляется к гибочному ролику 31, установленному на каретке 30, поджатой пружинами 29 к наружной поверхности профилирующего кулачка 9, имеющего возможность вращения вокруг оси вала8 от привода 2.- ;;./ :л - ; .
Формообразование кольца происходит между гибочным роликом 31, опорным (ведущим) роликом 12 и направляющей 39. Кулачковой муфтой 6 отключается привод шестерни 7,
ную между первой и второй парами роликов ,и механизм отрезки кольца, о т л и ч а ющ и и с я . тем, что, с целью повышения производительности и качества колец, ведущий
ролик второй пары выполнен составным из размещенных на одной оси двух торцовых и одной дисковой фрез, образуюцдах канавку., ширина которой соответствует толщине кольца, при этом диаметр торцовой фрезы больше диаметра
дисковой на ширину поперечного сечения поршневого кольца.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 473552,
кл. В 21 F 37/04, 1975. после 461-0 прекращается подача и формообразование кольца. В этот момент от кулачка 34 через рычаг 35 ножом 38 отрезаются кольца. Конец кольца после отрезки проходит через щель неподвижной части ножа и в виде спирали поднимается над направляющей 39 роликами П и 28. Кольцо отрезается, и процесс повторяется. Наличие в автомате специальной конструкции ведущего ролика, выполненного в виде фрезы с рабочим сечением, равным поперечному сечению готового кольца за счет удаления припуска и искажений сечения от деформаций в процессе формообразования кольца, а также исключения проскальзывания проволок в механизме подачи повышает производительность и качество изготовления поршневых колец из проволоки любого поперечного сечения. Формула изобрете ни я Автомат для изготовления поршневых колбц из проволоки, содержащий кинематически связанные между собой механизм подачи и профилирования проволоки и включающий две пары роликов, расположенных во взаимно перпендикулярных плоскостях, механизм формообразования кольца с гибочным и опорным ролиkaMii, пделевидную направляющую, установленЛ 19
-гб
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления проволочных граблин | 1980 |
|
SU925493A1 |
| Автомат для изготовления волнистых пружинных шайб | 1977 |
|
SU657896A1 |
| Автомат для изготовления изделий из проволоки типа шплинтов | 1982 |
|
SU1093380A1 |
| ПРУЖИНОНАВИВОЧНЫЙ АВТОМАТ, ЕГО МЕХАНИЗМЫ РУБКИ, ОБРАЗОВАНИЯ УЗЛА, ПЕРЕМЕЩЕНИЯ ЗАГОТОВОК (ВАРИАНТЫ), ИХ УСТРОЙСТВА ЗАХВАТОВ, ПОДВИЖКИ, ОРИЕНТАЦИИ, ЗАЖИМА, КУЛАЧКОВЫЕ СРЕДСТВА | 2002 |
|
RU2199412C1 |
| Автомат для изготовления двухветвевых пружин | 1973 |
|
SU484036A1 |
| Автомат для изготовления изделий из проволоки | 1977 |
|
SU737080A1 |
| Автомат для изготовления гнутых изделий из проволоки | 1980 |
|
SU906637A1 |
| АВТОМАТ ДЛЯ ДВУСТОРОННЕЙ ВЫСАДКИ ДЕТАЛЕЙ СТЕРЖНЕВОГО ТИПА | 1971 |
|
SU307841A1 |
| Автомат для изготовления деталей из проволоки | 1980 |
|
SU895574A1 |
| Автомат для навивки пружин | 1980 |
|
SU895576A1 |
Фиг. 1
33
27
,2
