(54) АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ДГУГАЛНЙ ИЗ ПРОВОЛОКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для отрезки и гибки проволочных деталей | 1979 |
|
SU874246A1 |
| Автомат для изготовления пружинных колец | 1982 |
|
SU1063517A1 |
| Автомат для изготовления гнутых изделий из проволоки | 1984 |
|
SU1240492A1 |
| Автомат для изготовления двухветвевых пружин | 1973 |
|
SU484036A1 |
| Автомат для изготовления проволочных граблин | 1980 |
|
SU925493A1 |
| Устройство для изготовления из проволоки фигурных пружинных деталей | 1989 |
|
SU1688964A1 |
| Автомат для изготовления двухветвевых пружин с отогнутыми концами | 1982 |
|
SU1052304A1 |
| Автомат для изготовления деталей из проволоки | 1987 |
|
SU1470404A1 |
| ПОЛУАВТОМАТ ДЛЯ ГИБКИ ПРОВОЛОЧНЫХ ИЗДЕЛИЙ | 2010 |
|
RU2429931C1 |
| Гибочно-штамповочный автомат | 1983 |
|
SU1139551A1 |
I
Изобретение относится к области обработки материалов давлением, в частности к оборудованию для изготовления крючков.
Известен автомат для изтотовления деталей из проволоки, содержащий смонтированные на станине механизм подачи, механизм отрезки заготовки, механизм гибки с гибочными элементами и гибочными шаблонами 1.
Недостаток известного автомата в том, что его технологические возможности ограничены.
Известен также автомат для изготовления деталей из проволоки, содержащий смонтированные на станине механизм подачи, механизм отрезки и механизм гибки 2.
Недостаток известного автомата в том, что его надежность мала.
Наиболее близким по своей технической сути является автомат для изготовления деталей из проволоки, содержащий смонтированные на станине приводные механизмы подачи и рихтовки проволоки, механизм отрезки заготовки, имеющий подвижный и неподвижный ножи, и механизм гибки, состоящий из размещенных на приводных рабочих валах гибочных элементов и гибочных шаблонов, имеюш,их механизм отвода с направляющими 3.
Недостаток известного автомата в том, что технологические возможности ограничены и мала надежность.
Целью изобретения является повышение его надежности и долговечности, расширение технологических возможностей.
Указанная цель достигается тем, что в известном автомате для изготовления деталей из проволоки, содержащем смонтированные на станине приводные механизмы
10 подачи и рихтовки проволоки, механизм отрезки заготовки, имеющий подвижный и неподвижный ножи, и механизм гибки, состоящий из размещенных на иригюдных рабочих валах гибочных э,1емситов и гибочных шаблонов, имеющих механизм от15вода с направляющими, приводные рабочие валь имеют кулачковые пары с роликами и смонтированы со смеихением один относительно другого и с возможностью осевого перемещения по направляющим посредством
20 копиров, при этом гибочные шаблоны закреплены на торцах валов, а один из гибочных элементов эксцентрично закреплен на ва.пу относительно гибочного шаблона.
Кроме того, на одном из рабочих валов размещена сцепная кулачковая муфта и свободно установлена шестерня с полумуфтой сцепления, кинематически связанная посредством вала с роликом механизм подачи и рихтовки проволоки. Автомат имеет автономное устройство для вывода рабочих валов при замене гибочных элементов, состоящее из винтовых пар, гайки которых закреплены на опорах рабочих валов посредством соединения типа «ласточкин хвост.
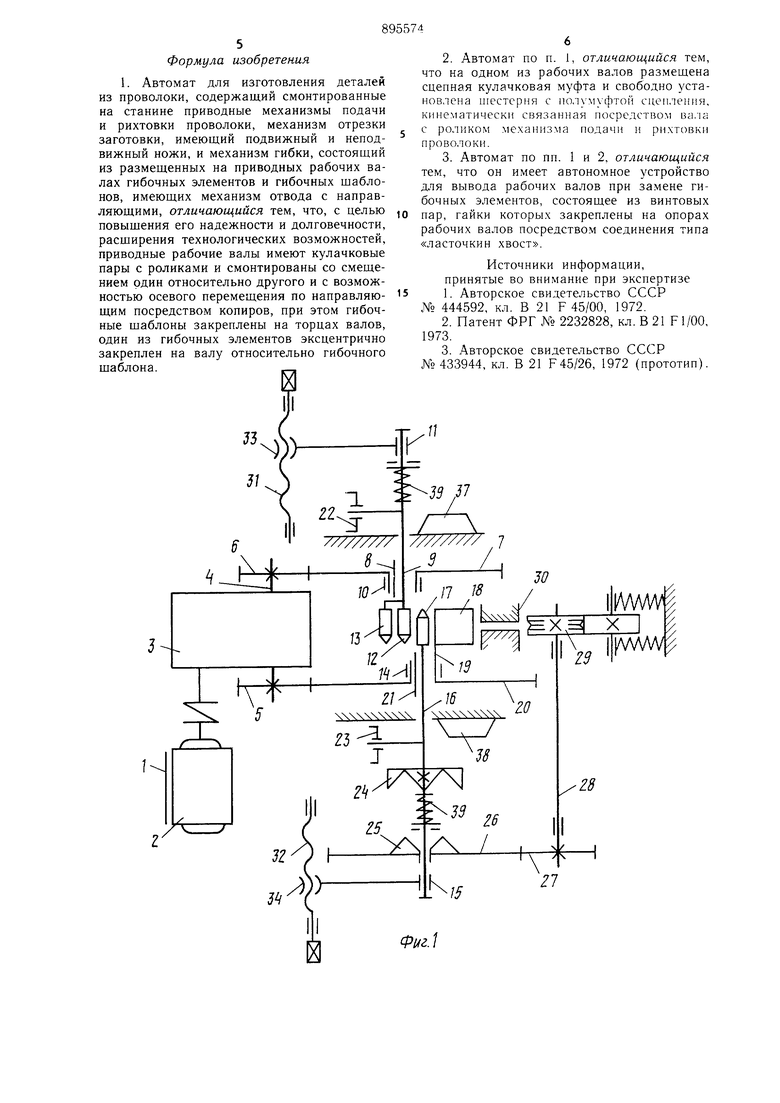
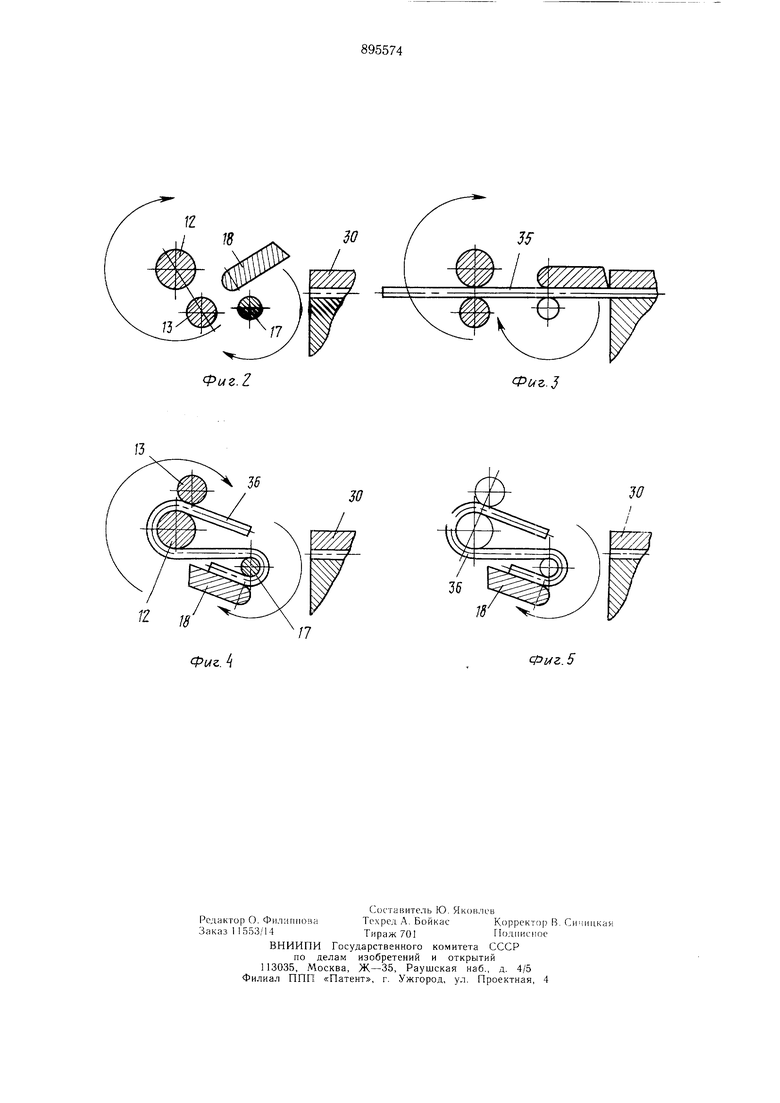
На фиг. 1 показана кинематическая схема устройства; на фиг. 2 -расположение шаблонов и пуансонов в исходном положении до начала подачи проволоки; на фиг. 3 то же, после подачи проволоки до начала ее отрезки; на фиг. 4 --- то же, в конце гибки; на фиг. 5 - то же, после отвода шаблонов и пуансона из рабочей зоны.
Предложенный автомат содержит станину 1, на которой закреплены привод с электромотором 2 и редуктором 3, имеющим; двухконцевой выходной вал 4, на одном конце которого закреплена шестерня 5, а на другом - шестерня 6, взаимодействующая с зубчатым колесом 7, установленным с помощью направляющей шпонки 8 на подпружиненном рабочем валу 9, который установлен и закреплен в опорах К) и П. На рабочей копцсЕюй части (на торце) ва.ла 9 сооспо его оси закреплен неподвижно паблон 12 1 виде цпл 1 1дрическсго стержня, а эксцентрично его оси :iaKpe i,ien пуансон 13. На нроги1к н()/1()жн()й стороне Fia стапнне 1 ианротни торна вала 9 в опорах 14 и 15 устаповлеп второй подпружиненный рабочий вал 16, на одной концевой части (на торце) которого неподвижно и соосно его оси закреплен второй шаблон 17 также в виде цилиндрического стержня, взаимодействуюш,его с пуансоном, выполненным в виде плоского отрезного ножа пуансона 18, закрепленного эксцентрично на ступице 19 зубчатого колеса 20, закрепленного с помощью направляющей шпонки 21 на ва.лу 16 и взаимодействующего с шестерней 5, установленной на одном из концов вала 4 редуктора 3. Валы 9 и 16 закреплены на станине 1 с параллельным смещением своих осей один относительно другого и на противоположных их концевых частях установлены кулачковые пары, например, известного роликового типа 22 и 23. На концевой части вала 16 также установлена сцепная кулачковая полумуфта 24, взаимодействующая с полумуфтой 25, соединенной жестко со свободно установленной на валу 16 шестерней 26. Шестерня 26 взаимодействует с плестерней 27, закрепленной на подающем валу 28 с ведущим подающим роликом 29 и направляющим элементом 30 механизма подачи и рихтовки проволоки.
Автомат также содержит автономные механизмы для ВЫВОДЕ, валов 9 и 16 из рабочей зоны, выполненные в виде винтов 31 и 32 и гаек 33 и 34, которые жестко соединены с корпусами опор 11 и 5. Опоры 11 и 15 закреплены подвижно на станине 1 с помощью элементов известного соединения типа «ласточкин хвост {не чертеже не показаны). Проволока 35 изгибается в деталь 36 при работе автомата. Имеются копиры 37 и 38, а также пружины 39.
Автомат для отрезвей и гибки проволочных деталей работает следующим образом.
Предварительно в бухтодержателе (на чертежах не показан) размещают проволоку 35 и конец ее пропускают через ролики подачи 29 и направляющее устройство 30 в рабочую зону автомата между торцами подпружиненных валов 9 и 16, между плаблонами 12 и 17 и пуансонами 13 и 18 на определенную длину изготовляемой детали 36. После этого включают электромотор 2,
который через вал 4 редуктора
через
щестерни 5 и 6, колеса 7 и 20 вращает валы 9 и 16 в одну сторону. Вал 9 в свою очередь вращает пуансон 13 вокруг шаблона 12 и изгибает часть проволоки по профи5 .ПО птблона 12. Одновременно в стукице 19 колеса 20 приводится во вращение плоский отрезной nyaHcoii 18, который своим лезвием отрезает заготовку проволоки 35 и одновременно своей нижней плоскостью изгибает часть заготовки вокруг пшблона 17 вала 16
по профилю шаблона 17.
После окончания iибкн и изготовления детали 36 автоматически одновременно срабатывают кулачковые пары 22 и 23 и отводят в противоположные стороны валы 9 и 16 по направляющем шпонкам 8 и 21 посредством копиров 37 и 38 на величину длины шаблонов 17, 12 и пуансона 13. После «утоп.аеиия указанных :;;1ементов изготовленная деталь 36 освсбсждается от сонри
0 косновенйй с рабочими глементамк и свободно падает в бункер-накагпггель (на чертежах не показан). При этом полумуфта 24 сочленяется с полумуфтой 25 таким образом, что вал 16 через шестерни 26 и 27 приводит во подаюп 1ий вал 28 и подающие ролики 29 механизма подачи и рихтовки 30 проволоки 35. Мехаки, подает в рабочую зону автомата проволоку 35 нв длину заготовки детали 36 и в эго момент по.дЛгуфта 24 автоматически С)тхлючается от полу50 муфты 25 пocpeдcтвo копиров 37 и 38 и одновременно с помоп ью ролиховь ; кулач ковых пар 22 и 23 в рабочую зону вБС7:,ятся шаблоны 12, 17 и пуансон 13, при этом цикл изготовления детали повторяется.
Такое конструктивное исполнение звто5 мата существенно повьилает его надежность и долговечность, а тгкже расширяет технологические возможности, особенно при гибке крючков, например, для гардин.
Формула изобретения
. Автомат для изготовления деталей из проволоки, содержащий смонтированные на станине приводные механизмы подачи и рихтовки проволоки, механизм отрезки заготовки, имеющий подвижный и неподвижный ножи, и механизм гибки, состоящий из размещенных на приводных рабочих валах гибочных элементов и гибочных щаблонов, имеющих механизм отвода с направляющими, отличающийся тем, что, с целью повыщения его надежности и долговечности, расщирения технологических возможностей, приводные рабочие валы имеют кулачковые пары с роликами и смонтированы со смещением один относительно другого и с возможностью осевого перемещения по направляющим посредством копиров, при этом гибочные шаблоны закреплены на торцах валов, один из гибочных элементов эксцентрично закреплен на валу относительно гибочного щаблона.
Источники информации, принятые во внимание при экспертизе
п
Г
W
3&
1Ь
