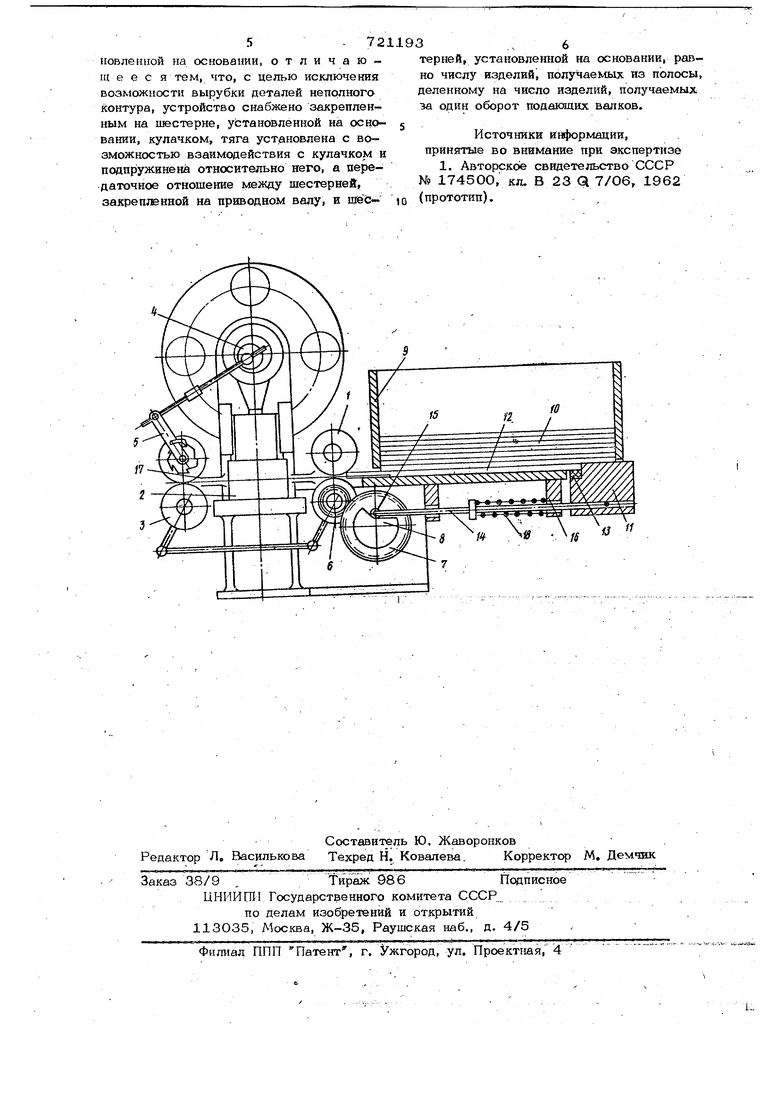
Изобретение относится к области холодной обработки металлов давлением и может быть использовано для подачи полосового материала в рабочую зону обрабатывающей машины, в частностипресса. Известно устройство для подачи полосового материала в рабочую зону обрабатывающей машины, содержащее магазин для стопы полос, установленный .на основании, и приводные подающие валки. Маг зин снабжен шибером для перемещения полосы из магазина к подающим валкам, связанным с тягой. На пр(шодном валу подающих валков закреплена щестерня, входшная в зацепление с щестерней, установленной на основании ij Недостатком известного устройства является большие зазоры между подаваемыми полосакга, так как иодакнцие вал ки подают со скорсстью большей, чем скорость подачи шибера, что может привести к вырубко деталей неполного контура. Исключение возможности вырубки деталей неполного контура в предлагаемолт устройстве достигается тем, что оно снабжено закрепленным на шестерне, установленным на основании, кулачком, тяга установлена с возможностью взаимодействия с кулачком и подпружинена, относительно него, а передаточное отношение между шестерней, закрепленной на приводном валу, и шестериэй, установленной на основании, равно числу изделий, , получаемых из полосы, .деленному на чисho изделий, нолучаек ых за один оборот подающих валков. На чертеже изображено предлагаемое устройство. Устройство содержит подающие валки 1, установленные по одну сторону пресса 2, подающие валки 3, установленные по другую сторону пресса 2. Подающие валки 1 и 3 нриводятс;я в движение от тфиводного вала 4 пресса 2 через .крнвошипно-рычажный ме.хапи-мм 5, Ма (х;и одного из noaarouutx вал.ков 1 уст-лног ло™; 37на шестерня 6, свяэакная с Тйёртёрнёй 7, наоси которой жестко закрепленкулачок 8. Устройствотакже содержит ма.газин 9 для стропы 10 пол соеого материала, шибер 11, перемещающий поло- су 12 из магазина. На шибе|ре .11 зак }5fefffte1i iloc oarabiF 14 с роликом 15, взаимодействукЫим с кулачком 8. Тяга 14 пербМеЩйетея в на правляющих 16. Шпрёссе 2 закреплены шправляющие 17 д;Й-1шправЯёЙЙтШйа1а ёмого полосового материала. Тяга 14 подпружинена пружиной 18. Передаточное 5ташиёЖё зу6чатой п ы 6 и Т равн6 слу издёлиЙГ юлу елш лctebi, деленному на число изделий, получаемЬ1Х при 6дном обороте п6да1бщйх вал ков 3, , . -.r..d:.v: : Устройство раб отает следующим обраЗОМ.. -,- - - „,,.,-., .,,. ...,, В магазин 9 загружают стопу 10 no nbcoBot o материала. В этот мрмент шибер 11 находится в крайнем правом положении. При включении пресса 2 пода,ющие ва.лки 1 и 3 приводятся во вращательное движение от приворного вала 4 через кривошипно-рычажньШ 5. Полоса 12 подается на шаг в рабочую зону пресса 2. Шестерня 6, вращаясь совместно с подающими валками 1, приводит в движение шестерню 7 и кулачок При этом ролик 15 катится по непрофилированной поверхности кулачка 8, и шибер 11 не перемещается. При последующем повороте кулачка 8 ролик 15 взаимодействует с профилированной поверхностью кулачка 8 и шибер 11 под действием пружины 18 перемеща ется влево и перемешает полосу 12 из магазина 9 к подающим валкам 1. Подающие валки 1 пот вЛ а&ГяУЩтл 17 подают полосу 12 в рабочую зону пресса 2. Затем ролик 15 сходит с профилированной поверхности кулачка 8 и перемещает тягу 14 с заА эепленнзым Ш нём шибером 11 вправо. , Применен11е постоянного 1магнита 13 .,; -: - i;;t;w-J X« --:J -. повышает надежность захвата полосы 12 Указанйое передаточное отношение обе спечивает перемещение полосы 12 из ма газина в зону действия подающих валков 1 без нахлеста одной полосы на другую, tv-i - riic- ; -, Например, штамповку пластин оребрения конвектора отопительного производят из листа 1420х71ОхО,5 ГОСТ368О 57,который рубят из подосы 142, Полосы укладываю - в магазин. 3 Длила полосы . С 142О.мм ( 2 мм) зааор можду подаваемыми полосамиS- 5 мм длшш детали d 7 5 мм расстояние меж-; ду деталями О 14 мм расстояние ot края полосы до первой детали iTi 5 мм количество дета-. , лей, получаемых из одной п рлрсы и 16 мм развернутая дли- на обода валка 475 мм передаточное число кинема.тической связит 3 . т -Ив-t-a (п-1) - ) ,5+16.75+14 (16-1)1420 Расстояние, которое пройдет образующая валка 1, когда подается очередная полоса 12, равно Р (один оборот кулачка 8). Таким образом, зазор между полосами равен S 5 мм. Если длина полосы изменится, на величину допуска на . длину листа, предусмотренную ГОСТом, то зазор будетсоответственно: .475-3 1425 мм 5 Р - (+де ) 1425-1422,3 мм. - . - - 1 и . -i л V4-1-чр- л л л л Р- б- 142:5-1420 5 мм Ролик срьшается в вырез кулачка в один и тот же момент, зазор постоянно существует , что предотвращает нахлест одной полосы на другую. Кроме того, если кулачок толкнет полосу чуть раньше {износ кулачка), то перемещение будет происхог.гть под дей ствием пр|ужины, и передний конец второй npjtocbi уПре В ЭйИний конец первой и будет 11остоянно к нему прю иматься, пока полоса не будет захвачена валковой подаче 11. - -. Формула изобретения Устройство для подачи полосового материала в рабочую зону обрабатывающей мащины, содержащее магазины для стопы полос, установленный на основании, и прйводнью подающие валки, в котором магазин снабжен шибером для перемещения полосы Из .магазина к подающим валкам, CBS3aHiibiM с тягой, а на приводном валу подающих валков закреплена шестерня, входящая в зацепление с щестерней, уста
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство кривовязюка для вырубки заготовок из полосового материала | 1980 |
|
SU869916A1 |
| Устройство кривовязюка для подачи полосового и ленточного материала в рабочую зону пресса | 1980 |
|
SU869920A1 |
| Устройство для вырубки заготовок из полосового и ленточного материала | 1979 |
|
SU871926A1 |
| Устройство Кривовязюка для вырубки заготовок из плоского материала | 1980 |
|
SU946733A1 |
| Устройство для подачи полосового материала в рабочую зону пресса | 1980 |
|
SU869919A1 |
| УСТАНОВКА ДЛЯ ВЫРУБКИ ПРОКЛАДОК | 1973 |
|
SU379379A1 |
| Устройство для подачи ленточного материала в рабочую зону пресса | 1979 |
|
SU863094A1 |
| Устройство для вырубки заготовок из плоского материала | 1980 |
|
SU929450A1 |
| Автоматизированный комплекс для штамповки | 1985 |
|
SU1291253A1 |
| Автоматический штамповочный комплекс для изготовления деталей из полосы и устройство для отделения от стопы полосы и подачи ее в рабочую зону пресса | 1990 |
|
SU1756000A1 |
tSK lxfffA
повленцой на основании, отличающ е е с я тем, что, с целью исключения возможности вырубки деталей неполного контура, устройство снабжено закрепленным на шестерне, установленной на основании, кулачком, тяга установлена с возможностью взаимодействия с кулачком и подпружинена относительно него, а передаточное отношение между шестерней, закрепленной на приводном валу, и шэ(г
терней, установленной на основании, равно числу изделий, получаемых нз полосы, деленному на число изделий, получаемых за один оборот подающих валков.
Источники информации, принятые во внимание при экспертизе
