1
Изобретение относится к листовой штамповке металлов и может быть использовано для гибки фасонных скоб.
Известен штамп-полуавтомат для гибки фасонных скоб, содержащий штамп для гибки фасонных скоб и удаляющее устройство {I .
Недостатком известного щтампа-полуавтомата является то, что он не позволяет автоматизировать подачу заготовок в щтамп, а также то, что в нем удаление готовых деталей производится в сторону работающего, так Kak сброс детали с пуансона происходит на работающего, а установить удаляющее устройство со сбросом детали назад не представляется возможным, при этом сбрасыватели должны иметь специальные сбрасывающие выступы, которые при ходе ползуна пресса вниз неизбежно деформируют соседнюю заготовку.
Цель изобретения - обеспечение автоматизации загрузки заготовок и удаления готовых деталей.
Указанная цель достигается тем, что штамп-автомат снабжен щиберным питающим устройством, обеспечивающим автоматн ескую подачу «дорожкой заготовок
в штамп, а также удаляющим устройством,
. выполненнымдля сброса детали в сторону йТТагрузки,пуаЙс6н Шта1мПа выполнен со скосом на участке, перекрывающем соседнюю заготовку, расположенным ниже выступов сбрасывателя, и толщиной, большей толщины выступов сбрасывателей.
Выполнение пуансона штампа для гибки со скосом дает возможность при рабочем ходе отодвинуть изгибаемую заготовку от .соседней на толщину скоса и, тем самым,
10 предохранить ее от деформирования выступами сбрасываелей. Благодаря этому появляется возможность, установив в штампе шиберное питающее устройство и удаляющее устройство для сброса деталей назад, полностью автоматизировать процесс штам повки.
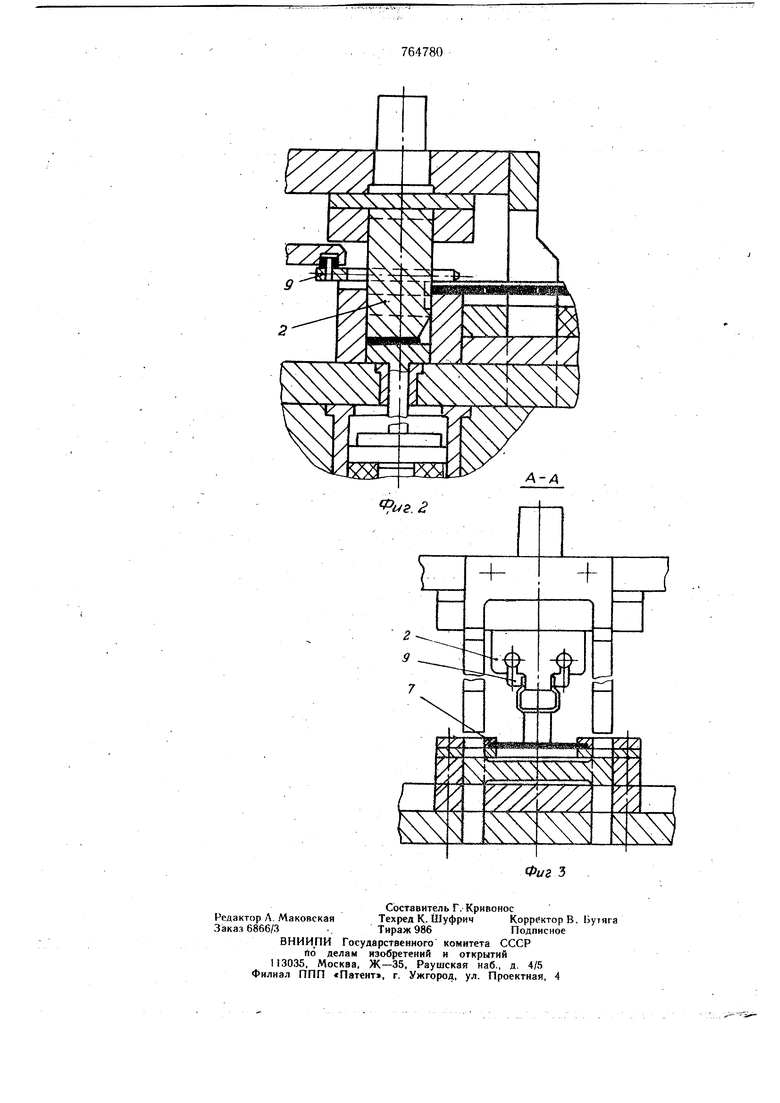
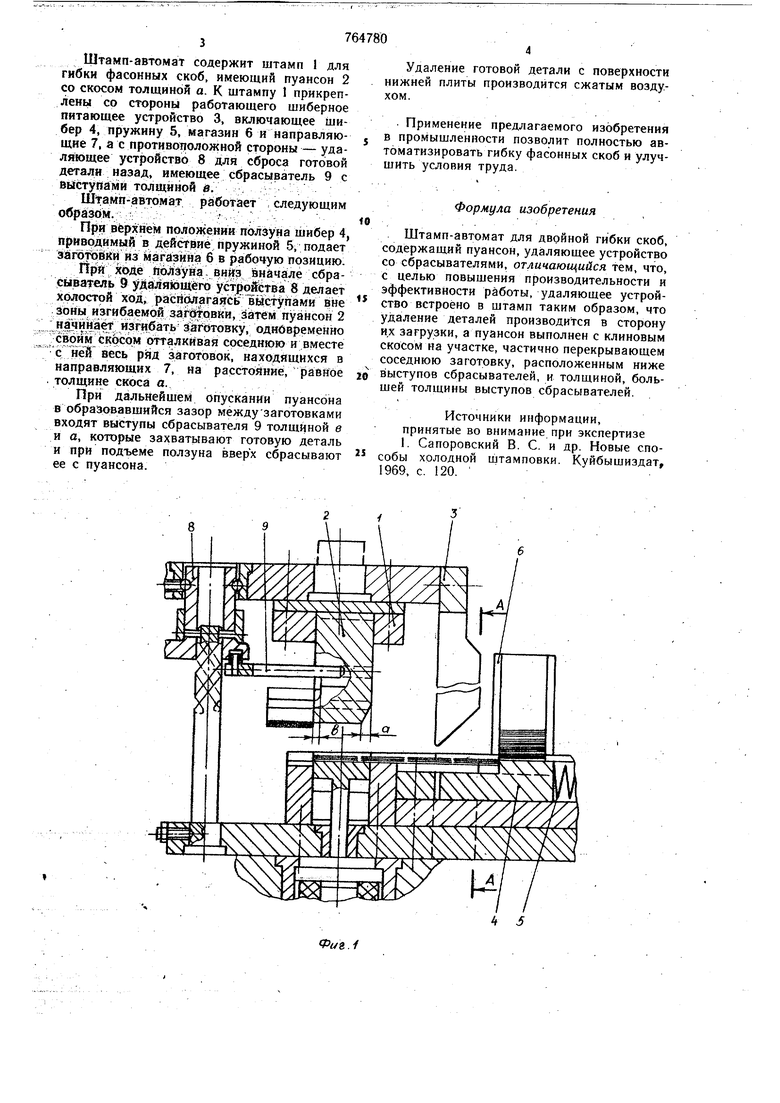
На фиг. 1 схематически изображен штамавтомат в разрезе (конечное верхнее положение), общий вид; на фиг. 2 - то же, в конечном нижнем положении (показано
20 расположение выступов сбрасывателей, свободно вышедших в зазор между заготовками) ; на фиг. 3 - разрез А-А на фиг. I, на котором показано направление заготовок, поступающих из питающего устройства.
Штамп-автомат содержит штамп 1 для гибки фасонных скоб, имеющий пуансон 2 со скосом толщиной а. К штампу 1 прикреплены со стороны работающего шиберное питающее устройство 3, включающее шибер 4, пр|ужину 5, магазин 6 и направляющие 7, а с противот1оложной стороны- удаляющее устройство 8 для сброса готовой детали назад, имеющее сбрасыватель 9 с выступами толщиной е.
Штамп-автомат работает следующим образом.
При верхнем положении ползуна шибер 4, приводимый в действие пружиной 5, подает заготовки из магазина 6 в рабочую позицию.
При ходе Лолзуна вииз вначале сбрасыватель 9 удаляющего устройства 8 делает холостой ход, располагаясь выступами вне зоны изгибаемой заготовки, затем пуансон 2 начинает изгибать заготовку, одновременно своим скосом отталкивая соседнюю и вместе с не весь рйд заготовок, находящихся в иаправляющих 7, на расстойниё, равное толщине скоса а.
При дальнейшем опускании пуансона в образовавшийся зазор междузаготовками входят выступы сбрасывателя 9 толщиной в и а, которые захватывают готовую деталь и при подъеме ползуна вверх сбрасывают ее с пуансона.
Удаление готовой детали с поверхности нижней плиты производится сжатым воздухом.
Применение предлагаемого изобретения в промышленности позволит полностью автоматизировать гибку фасонных скоб и улучшить условия труда.
Формула изобретения
Штамп-автомат для двойной гибки скоб, содержащий пуансон, удаляющее устройство со сбрасывателями, отличающийся тем, что, С целью повышения производительности и эффективности работы, удаляющее устройство встроено в штамп таким образом, что у.цаление деталей производится в сторону их загрузки, а пуансон выполнен с клиновым скосом на участке, частично перекрывающем соседнюю заготовку, расположенным ннже выступов сбрасывателей, и толщиной, большей толщины выступов сбрасывателей.
Источники информации, принятые во внимание при экспертизе 1. Сапоровский В. С. и др. Новые способы холодной штамповки. Куйбышиздат, 1969, с. 120. 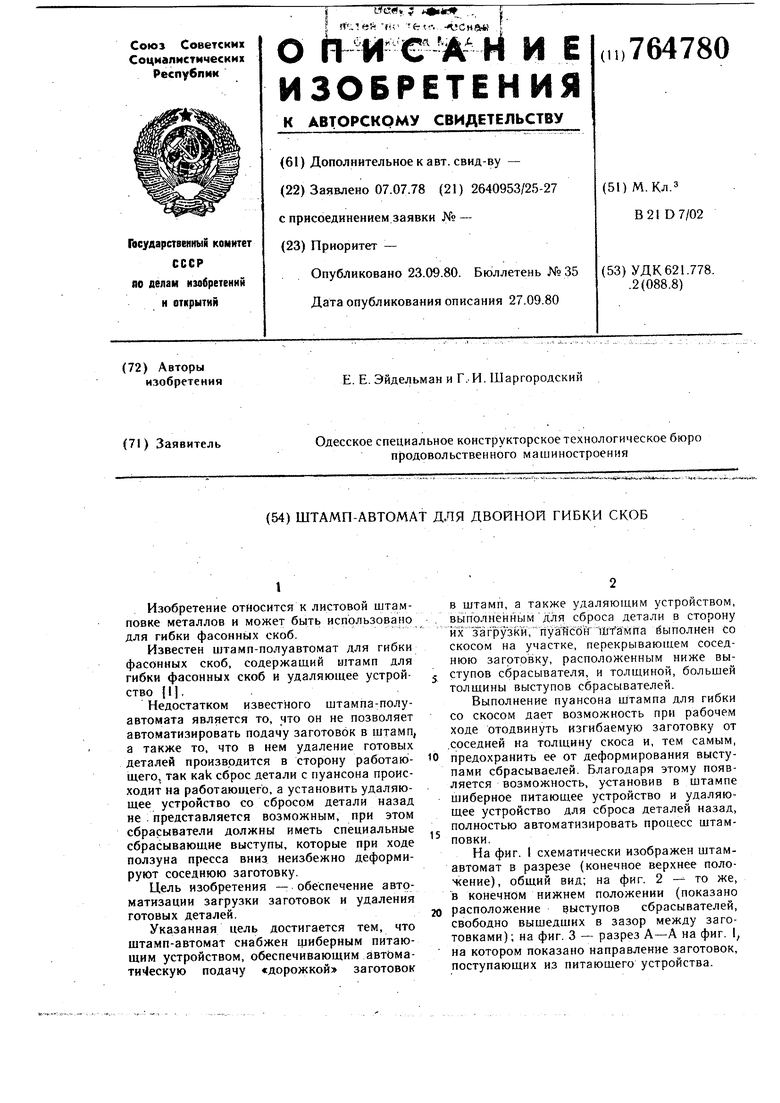
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для чистовой пробивки отверстий в штучных заготовках | 1978 |
|
SU778872A1 |
| Штамп для штамповки деталей | 1983 |
|
SU1123787A2 |
| Штамп совмещенного действия | 1976 |
|
SU653005A1 |
| Устройство В.И.Васильева для штамповки деталей из листового материала | 1986 |
|
SU1388166A1 |
| Штамп автомат для двухпереходной гибки штучных заготовок | 1982 |
|
SU1038006A1 |
| ШТАМП-АВТОМАТ ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2004 |
|
RU2262406C1 |
| Устройство для удаления деталей из рабочей зоны штампа | 1985 |
|
SU1393509A1 |
| СПОСОБ МНОГООПЕРАЦИОННОЙ ШТАМПОВКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ С ВНУТРЕННИМИ ПОЛОСТЯМИ НА СТЕНКЕ ИЗ ЛИСТОВОГО МАТЕРИАЛА (ВАРИАНТЫ) | 2006 |
|
RU2349408C2 |
| ШТАМП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ | 1973 |
|
SU383500A1 |
| Гибочный штамп | 1978 |
|
SU719749A1 |