Изобретение относится к обработке металлов давлением, в частности к производству зубчатых колес прокаткой из аггампоъанной механически обработанной заготовки. Известен инструмент для прокатки зубчатых колес, содержащий приводные гладкие и соосно с ними установленные зубчатые валки, расположенные между валками нижнкяо и верхнюю оправки с зажимными конусами для крепления заготовки. При прокатке этим инструментом штампованную заготовку базируют на зажимных конусах за внут ренние необработанные поверхности обода, которые одновременно повышают жесткость обода, предотвращая его .прогиб в радиальном направлении и тем сакым обеспечивают заполнение зубьев на штампованных заготовках с широким ободом и тонким полотном. Инструмент такой конструкции обеспечивает удовлетворительное заполнение зубьев при отношении ширины венца к толщине полотна до 4 1 3. Недостаток заключается в том, что этим инструментом не представляется возможным прокатывать штампованные заготовки с базированием по механически обработанному отверстию и одно временньв4 подпором обода по необработанным внутренним поверхностям штамповки для обеспечения заполнения зубьев при прокатке зубчатых колес с широким ободом и тоцким полотном. Известен инструмент для прокатки зубчатых колес, содержащий приводны валки с рабочей поверхностью, имеющей в поперечном сечении зубчатый профиль, а также нижнюю и верхнюю о равки с зажимными конусами, установ ленными между валками 2). Недостаток известного инструмент заключается в том, что для креплени заготовки с базированием по механически обработанному отверстию с одн временным подпором обода штамповки требуется механическая обработка внутренней поверхности обода, что значительно удорожает изготовление заготовок под прокатку известным ин струментом. Цепь изобретения - повьш1ение качества зубчатых колес и расширение технологических возможностей путем прокатки зубчатых колес из штампова ных заготовок. 1Указанная цель достигается тем, что инструмент для прокатки зубчатых колес, содержащий приводные валки с рабочей поверхностью, имеющей в поперечном сечении зубчатый профиль, а также нижнюю и верхнюю оправки с зажимными конусами, установленными между валками, снабжен установленными соосно верхней и нижней оправкам соответствующими коническими дисками и коническими втулками, причем зажимные конусы установлены с возможностью перемещения в радиальном и осевом направлениях и вьшолнены с пазами, а конические диски подпружинены в осевом направлении и размещены в пазах. На чертеже показан инструмент для прокатки зубчатых колес, общий вид. Инструмент для прокатки зубчатых колес содержит приводные втулки 1 и 2и жестко закрепленные на них зубчатые валки 3 и 4. Между валками расположены верхняя 5 и нижняя 6 оправки, на которых расположены комплекты пружин 7 и 8, установленные между оправками и зажимными конусами 9 и 10, На торце зажимных конусов установлены конические втулки 11 и 12, на которых выполнены конические поверхности 13 и 14, сопряженные с установленными на оправках коническими дисками 15 и 16. На концах оправок выполнены хвостовики 17 и 18 с буртиками 19 и 20 для центрирования и зажима заготовки 21. Зажимные конусы установлены с возможностью радиального и осевого перемещения относительно оправок. Инструмент работает следующим образом. Нагретую по наружной цилиндрической поверхности до температуры прокатки заготовку 21 устанавливают, базируя по обработанному отверстию на хвостовик 18 нижней оправки 6. При этом заготовка внутренней поверхностью обода ложится на нижний зажимной конус 10. Затем гидроцилиндром (не показан) опускают верхнкяо оправку 5, которая своим хвостовиком 17 входит в отверстие заготовки 21. Зажимным конусом 9 верхняя оправка зажимает заготовку по внутренней поверхности обода. При зтом, благодаря ., возможности перемещения зажимных конусов относительно оправок в радиальном :направлении , происходит установка зажимного конуса соосно внутренней поверхности обода заготовки и обеспечивается тем самым хороший контакт внутренней поверхности обода с поверхностью зажимного конуса.Дальнейшим ходом вниз верхней оправки 5 зажимают заготовку между буртиками 19 и 20 верхней и нижней оправок, при этом центрирование заготовки осуществляется хвостовиками 17 и 18 и поджимом обода подпружиненными зажимными конусами 9 и 10 валкам сообщают вращательное движение и перемещение по направлению к заготовке в радиальном направлении. По мере уменьшения расстояния мелду валками 3 и 4 они вступают в контакт с наружной поверхностью заготовки и производят на ней формообразование зубчатого профиля. Благодаря тому, что зажимные конусы 9 и 10 плотно прилегают по всей поверхности внутреннего обода заготовки, происходит хорошее
По сравнению с известным предлагаемый инструмент позволяет получить точные прокатанные зубчатые колеса из штампованной заготовки с широким ободом. заполнение зуба по всей его длине, а учитывая то, что заготовка обработана по наружной .поверхности и сцентрирована оправками по посадочному отверстию относитетгьно зубчатых валков, удается повысить точность прокатанных зубчатых колес. После калиб- , ровки сформованных : зубьев валки расходятся, оправка 5 под действием гидроцилиндра поднимается, освобождая прокатанное зубчатое колесо выгрузке из стана. При этом 7 и 8 разжимаются, и конические втулки 11 и 12 своими коническими поверхностями 13 и 14 центрируют по коничесг КИМ поверхностям конических дисков 1Э и 16 зажимные конусы 9 и 10, которые устанавливаются соосно оправкам. Инструмент готов к следующему циклу прокатки.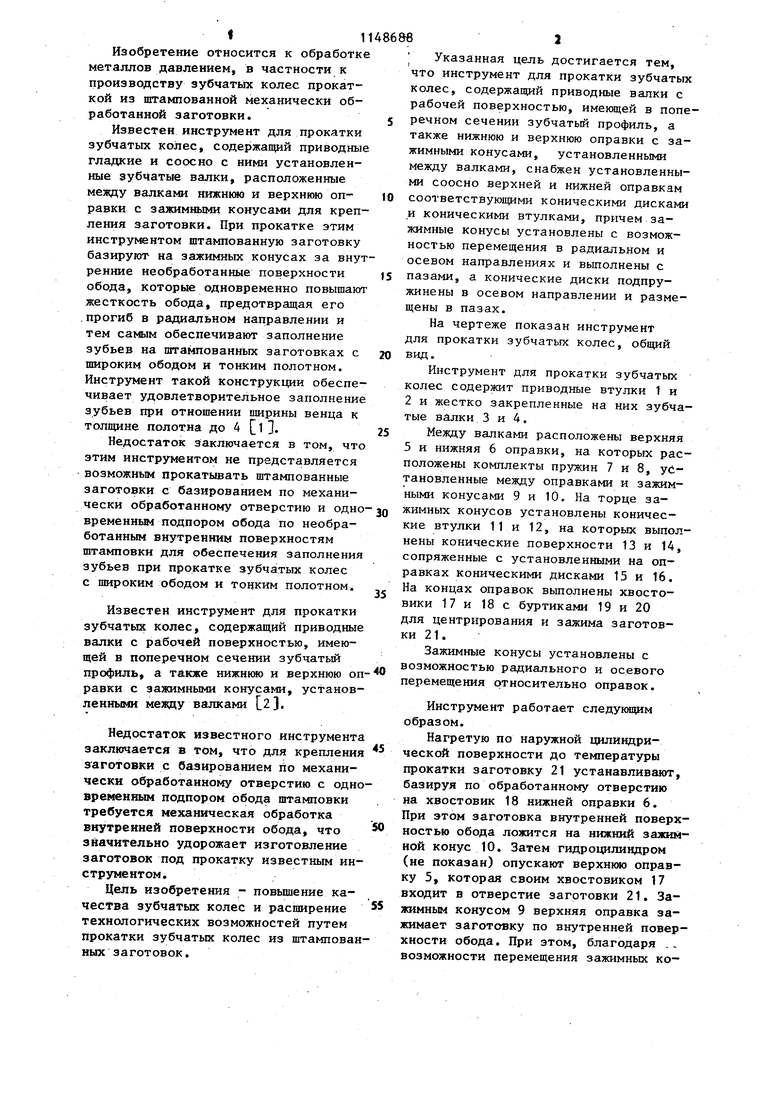
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для накатывания зубчатых колес | 1984 |
|
SU1225659A1 |
| Инструмент для прокатки зубчатых колес из штампованных заготовок | 1984 |
|
SU1255252A1 |
| Устройство для поперечной прокатки зубчатых профилей | 1979 |
|
SU882691A1 |
| Инструмент для накатки зубчатыхКОлЕС | 1979 |
|
SU841746A1 |
| Стан для прокатки зубчатых колес | 1989 |
|
SU1750824A1 |
| Способ прокатки цилиндрических зубчатых колес | 1977 |
|
SU743764A1 |
| Стан для накатки зубчатых профилей | 1990 |
|
SU1814953A1 |
| Станок для доводки наружных цилиндрических поверхностей деталей | 1986 |
|
SU1364447A2 |
| Роторный станок для доводки поршневых колец | 1985 |
|
SU1288036A1 |
| Стан холодной прокатки труб переменного сечения | 1987 |
|
SU1496849A1 |
ИНСТРУМЕ1ГГ ДЛЯ ПРОКАТКИ ЗУБЧАТЫХ КОЛЕС, содержащий приводные валки с рабочей поверхностью, имеющей в поперечном сечении зубчатый профиль, а также нижнюю и верхнюю оправки с зажимными конусами, установленными между валками, отличающийся тем, что, с целью повышения качества зубчатых колес и расширения технологических возможностей путем прокатки зубчатых колес из штампованных заготовок, он снабжен установленными соосно верхней и нижней оправкам соответствующими кони-ческими дисками и коническими втулками, причем зажимные конусы установлены с возможностью перемещения в (Л радиальном и осевом направлениях и выполнены с пазами, а конические диски подщ)ужинены в осевом направлении и размещены в пазах. |а Х Э) X) х
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Станы для прокатки точных заготовок машиностроительных деталей | |||
| Каталог-справочник | |||
| М., НИИинформтяжмаш, 1972, с.54 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Половников В.В | |||
| и др | |||
| Изготовление цилиндрических зубчатых колес прокаткой | |||
| М.-Л., Машгиз, 1961, с | |||
| Светоэлектрический измеритель длин и площадей | 1919 |
|
SU106A1 |
