(54) СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ
зазора, В реальных условиях скорость растворения уменьшается с увеличением зазора более резко, что объясняется снижением выхода по току с уменьшением плотности тока и образрванием наобрабатываемой поверхности пассивной пленки. Однако этот спад скорости растворения при импульсах большой длительности наблюдается при сравнительно малых плотностях тока, в связи с чем боковой зазор в данном случае получается достаточно большим
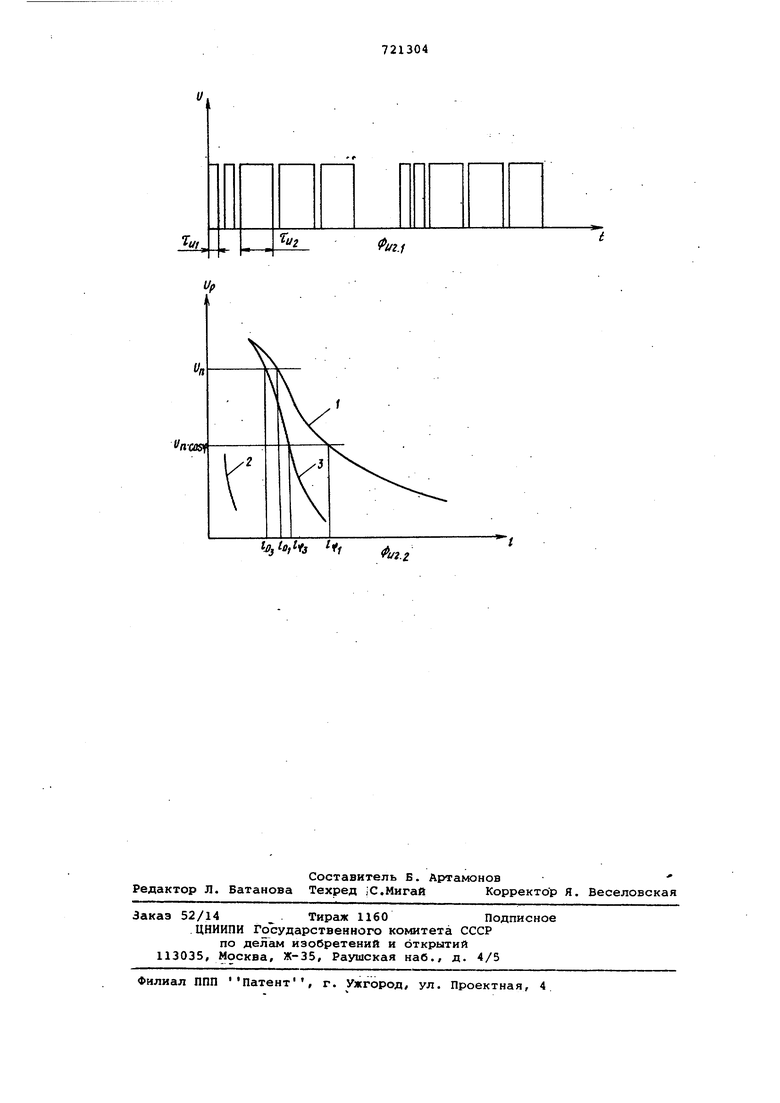
При обработке короткими импульсам тока ( 2 мс) резкий спад выхода по току наблюдается при сравнительно больших плотностях тока. При этом, если плотность тока ниже некоторого .критического значения, на обрабатывамой поверхности образуется прочная пассивная пленка, обладающая высоким электрическим сопротивлением.
Этим объясняется резкий спад скорости растворения при увеличении зазора при коротких импульсах тока (кривая 2 на фиг. 2). Следовательно, при обработке короткими импульсами получаемый боковой зазор будет существенно меньшим. Однако, при этом скорость обработки оказывается низкой, так как выход по току при коротких импульсах снижается даже при высоких плотностях тока.
При обработке последовательностью импульсов по предлагаемому способу поступающие на электрода короткие импульсы вызовут образование пассивной защитной пленки на боковой поверхности анода, в то время как на торцовой поверхности пленка будет отсутствовать, так как плотность тока здесь будет превышать критическую
При поступлении на электроды импульсов большой длительности наличие пассивной пленки, обладающей высоким электрическим сопротивлением, приводит к снижению плотности тока на боковой поверхности и снижению скорости растворения металла в бковом зазоре. В то же время отсутствие пленки в торцовом зазоре обуслов(Ливает высокую скорость обработки.
В результате, зависимость скорости растворения VPот зазора В при обработке по предлагаемому способу - ;имеет вид, представленнйй на фиг. 2 чривой 3.
Сопоставление кривых 1 и 3 на фиг. 2 показывает, что при равных ркоростях подачи ип , и, следователь(1О, равных скоростях растворения установившемся режиме для торцо- . )ых участков поверхности, при которых ./гол Ч между нормалью к поверхности .и направлением подачи равен нулю, зазоры практически равны, т. е. еЧз
В то же время для боковых участков обрабатываемой поверхности, для которых угол Ч 90 иир ипСоьЧ, имеем гЧз2 f| т.е. боковой зазор 0 уменьшается для случая обработки по предлагаемому -способу.
Таким образом, применение пакетов импульсов напряжения с существенно различными длительностями 5 обеспечивает высокую производительность процесса размерной электрохимической обработки и высокую точ.ность обработки.
Формула изобретения
Способ размерной электрохимической обработки на малых межэлектродных зазорах импульсным током пакетами импульсов с регулированием параметров импульсов в пакете, о т л и ч а ющ и и с я тем, что, с целью повышения точности и производительности обработки при использовании неизоли лэванного электрода-инструмента, обработку ведут пакетами импульсов, в которых сначала на электроды накладывают пассивирующие импульсы длительностью менее 2 мс, а затем - импульсы длительностью более б мс. Источники информации,
принятые во внимание при экспертизе
1. Авторское свидетельство СССР 493326, кл. В 23 Р 1/04. 1973.
n-CflSlf
(1 ф
иг.г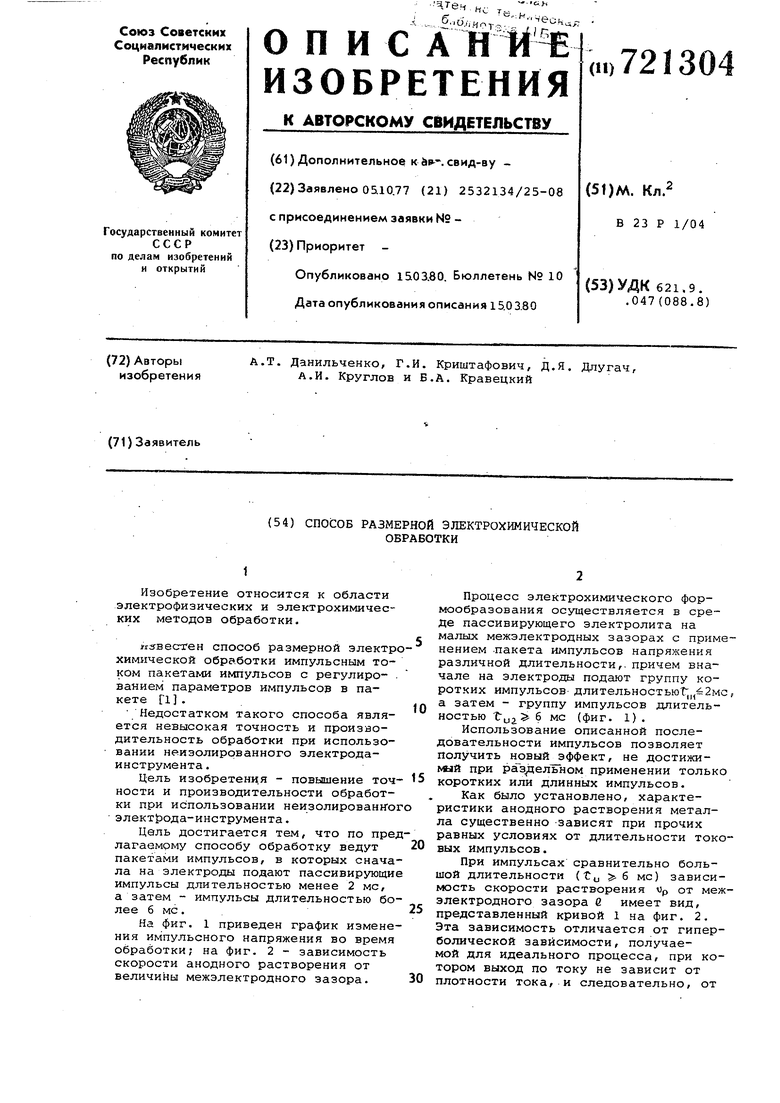
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ТИТАНА И ТИТАНОВЫХ СПЛАВОВ | 2004 |
|
RU2271905C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ТИТАНА И ТИТАНОВЫХ СПЛАВОВ | 2003 |
|
RU2220031C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФОРМООБРАЗОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА "ИГЛА" | 2000 |
|
RU2176580C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2011 |
|
RU2465991C2 |
| Способ размерной электрохимической обработки | 1980 |
|
SU908562A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1998 |
|
RU2188749C2 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ТИТАНОВЫХ СПЛАВОВ | 2001 |
|
RU2188103C1 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2000 |
|
RU2177391C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ С ОПТИМАЛЬНОЙ ДЛИТЕЛЬНОСТЬЮ ОБРАБАТЫВАЮЩЕГО ИМПУЛЬСА | 2002 |
|
RU2286234C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЖАРОПРОЧНЫХ И ТИТАНОВЫХ СПЛАВОВ | 2004 |
|
RU2266177C1 |