1
Изобретение относится к машиностроению и может быть использовано для обработки твердых, хрупких материалов типа стекла, керамики, германия кремния, ферритов, твердых металлокерамических сплавов.
Известен способ ультразвуковой размерной обработки, заключаюш,ийся в том, что в зазор между обрабатываемой деталью и продольно вибрируюш,им инструментом подается абразивная суспензия и под действием постоянной (в данный конкретный момент) силы прижима, приложенной к инструменту или обрабатываемой детали, в последней образуется углубление, по форме соответствуюш.ей торцу инструмента 1.
Процесс съема материала с заготовки при ультразвуковом резании происходит при прямом ударе инструмента по абразивным зернам, лежащим на поверхности изделия, и под воздействием этого удара наиболее крупные зерна внедряются в обрабатываемый материал и выкалывают его микрочастицы. Сила удара по зернам пропорциональна амплитуде колебаний инструмента к силе прижима.
Однако при обработке хрупких материалов на выходе инструмента из детали образуются околы; происходит заклинивание инструмента при обработке конусных отверстий; под нагрузкой падает амплитуда колебаний инструмента, особенно сильно у инструментов с площадью обработки большей оптимальной для данной мощности.
Цель изобретения - избежание заклинивания инструмента, сколов на выходе инструмента из детали и повышения производительности при обработке на больших площадях.
Это достигается тем, что обработка производится без прижима инструмента к изделию с какой-либо силой и поддерживается зазор, больше размеров зерен применяющегося абразива, но меньше суммы величин размера зерен абразива и амплитуды колебаний торца инструмента.
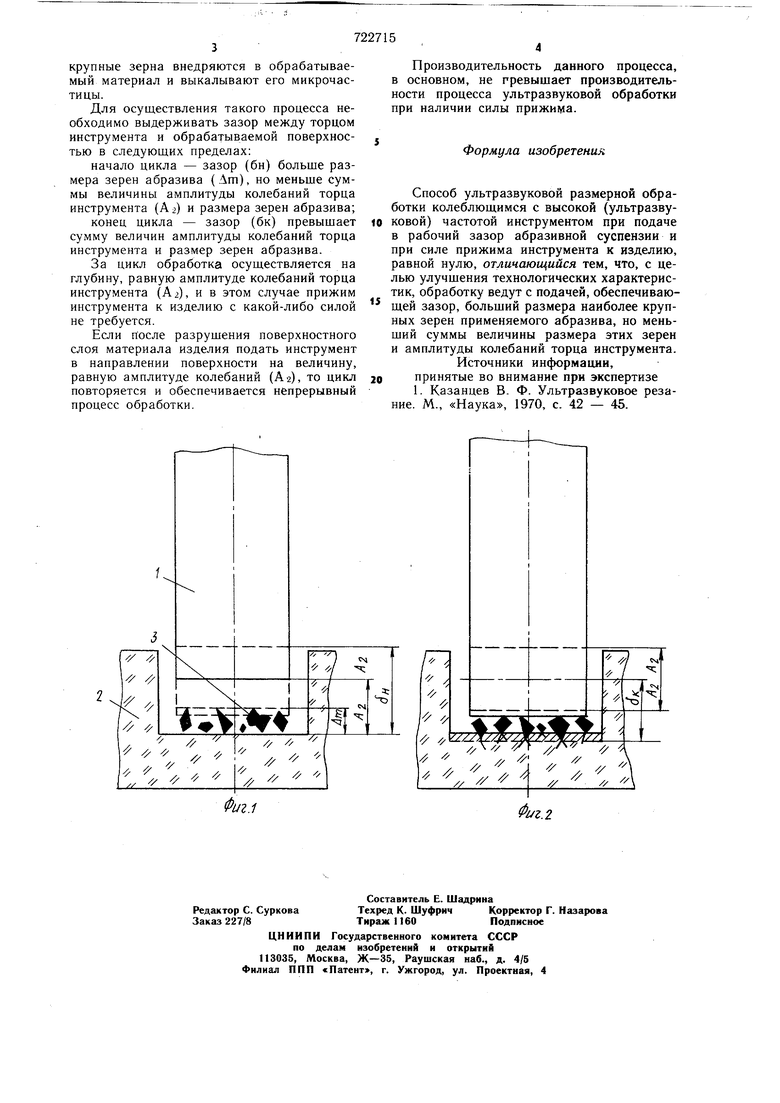
На фиг. 1 и 2 представлен предлагаемый способ.
В зазор между продольно вибрирующим инструментом 1 и обрабатываемой деталью 2 подается абразивная суспензия 3, процесс съема материала с заготовки происходит при прямом ударе инструмента по абразивным зернам, лежащим на поверхности изделия, и под действием этого удара наиболее крупные зерна внедряются в обрабатываемый материал и выкалывают его микрочастицы. Для осуществления такого процесса необходимо выдерживать зазор между торцом инструмента и обрабатываемой поверхностью в следующих пределах: начало цикла - зазор (бн) больше размера зерен абразива (Am), но меньше суммы величины амплитуды колебаний торца инструмента (А г) и размера зерен абразива; конец цикла - зазор (бк) превышает сумму величин амплитуды колебаний торца инструмента и размер зерен абразива. За цикл обработка осуществляется на глубину, равную амплитуде колебаний торца инструмента (А 2), и в этом случае прижим инструмента к изделию с какой-либо силой не требуется. Если после разрушения поверхностного слоя материала изделия подать инструмент в направлении поверхности на величину, равную амплитуде колебаний (Аг), то цикл повторяется и обеспечивается непрерывный процесс обработки. Производительность данного процесса, в основном, не превышает производительности процесса ультразвуковой обработки при наличии силы прижима. Формула изобретения Способ ультразвуковой размерной обработки колеблющимся с высокой (ультразвуновой) частотой инструментом при подаче в рабочий зазор абразивной суспензии и при силе прижима инструмента к изделию, равной нулю, отличающийся тем, что, с целью улучшения технологических характеристик, обработку ведут с подачей, обеспечивающей зазор, больший размера наиболее крупных зерен применяемого абразива, но меньший суммы величины размера этих зерен и амплитуды колебаний торца инструмента. Источники информации, принятые во внимание при экспертизе 1. Казанцев В. Ф. Ультразвуковое резание. М., «Наука, 1970, с. 42 - 45.
./
4/г.2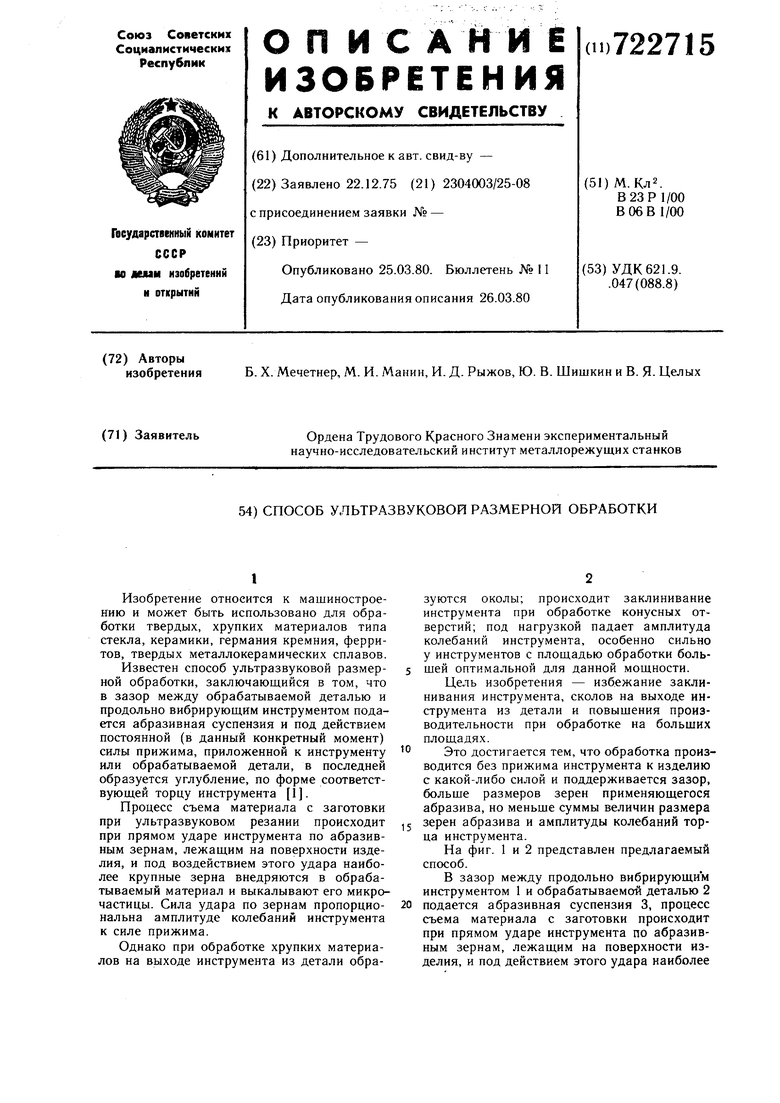
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ультразвуковой размерной обработки | 1985 |
|
SU1344584A1 |
| Способ ультразвуковой размерной обработки глухих полостей | 1978 |
|
SU872278A1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО ШЛИФОВАНИЯ АЛМАЗНЫХ ПЛЕНОК, ИМЕЮЩИХ ВНЕШНИЙ СЛОЙ ИЗ ПОЛИКРИСТАЛЛИЧЕСКИХ АЛМАЗОВ НА ПОВЕРХНОСТИ ОСНОВАНИЯ | 2015 |
|
RU2640370C2 |
| УЛЬТРАЗВУКОВАЯ КОЛЕБАТЕЛЬНАЯ СИСТЕМА ДЛЯ РАЗМЕРНОЙ ОБРАБОТКИ | 2003 |
|
RU2250814C1 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ДЛЯ ПЛАЗМЕННОГО ПОКРЫТИЯ | 1998 |
|
RU2132402C1 |
| Способ финишной ультразвуковой обработки | 1987 |
|
SU1576283A1 |
| Способ ультразвуковой электроалмазнойОбРАбОТКи | 1979 |
|
SU831483A1 |
| Способ ультразвуковой размерной обработки | 1982 |
|
SU1093489A1 |
| СПОСОБ УДАЛЕНИЯ ЗАУСЕНЦЕВ С МАЛОГАБАРИТНЫХ ДЕТАЛЕЙ | 2012 |
|
RU2516326C2 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ СФЕРИЧЕСКИХ ОПТИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2007 |
|
RU2347659C2 |
