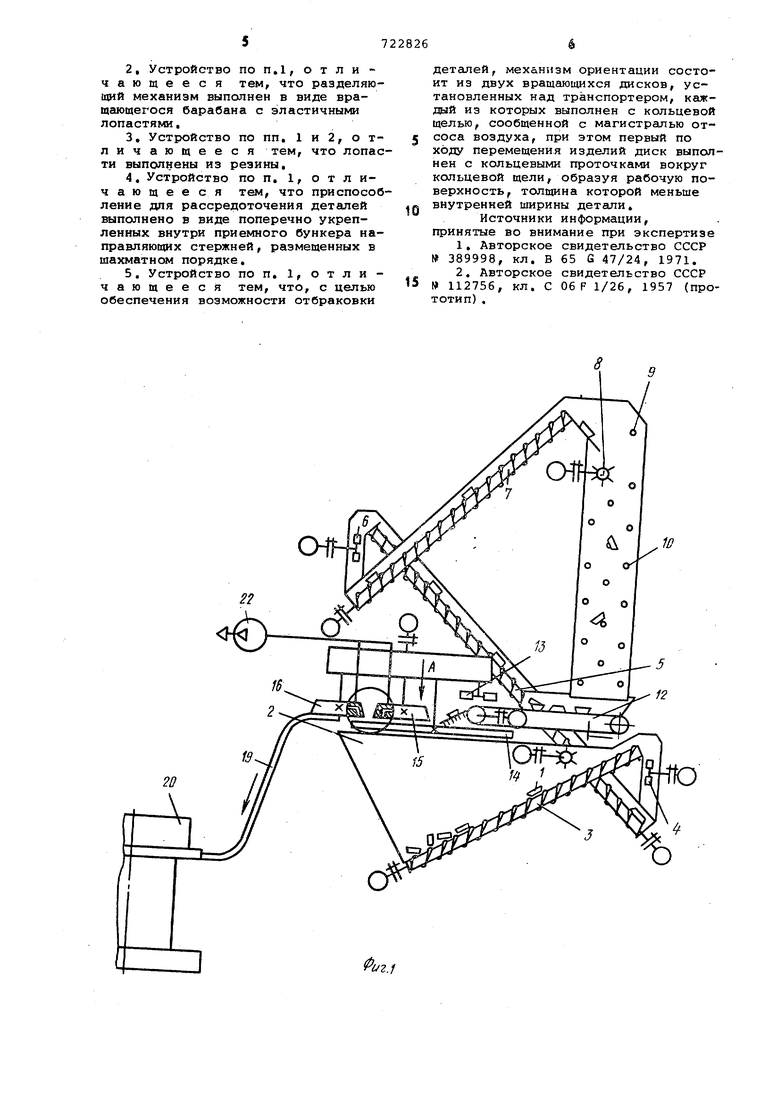
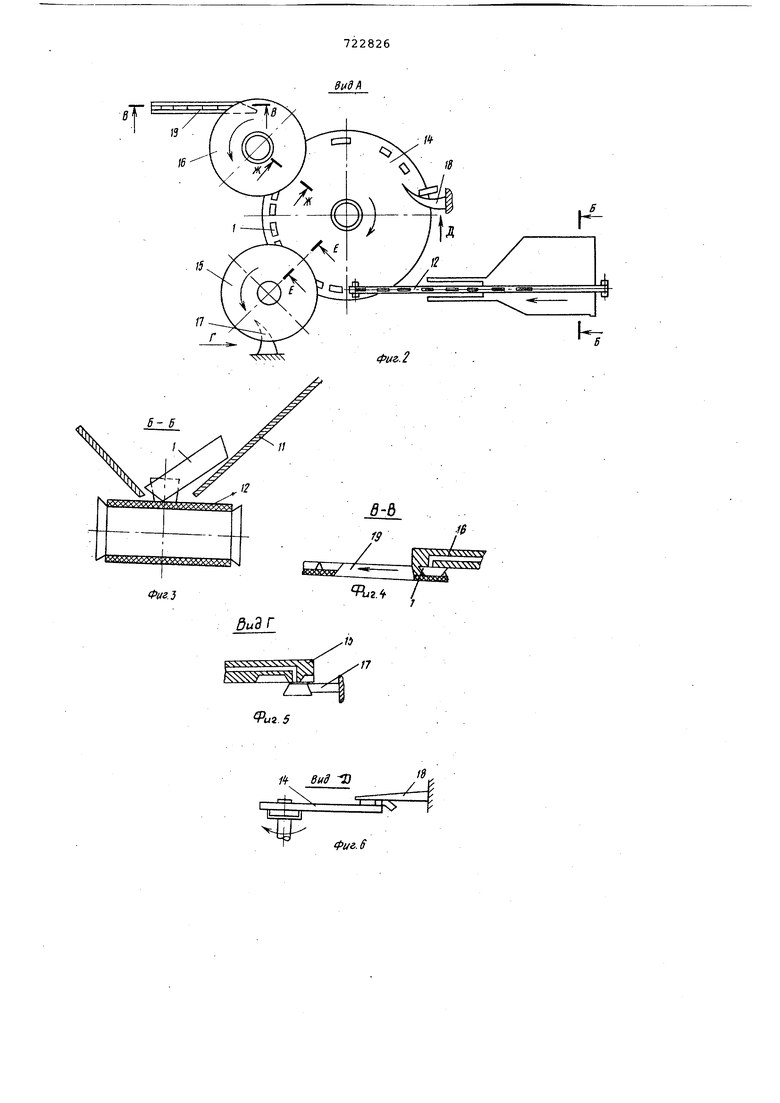
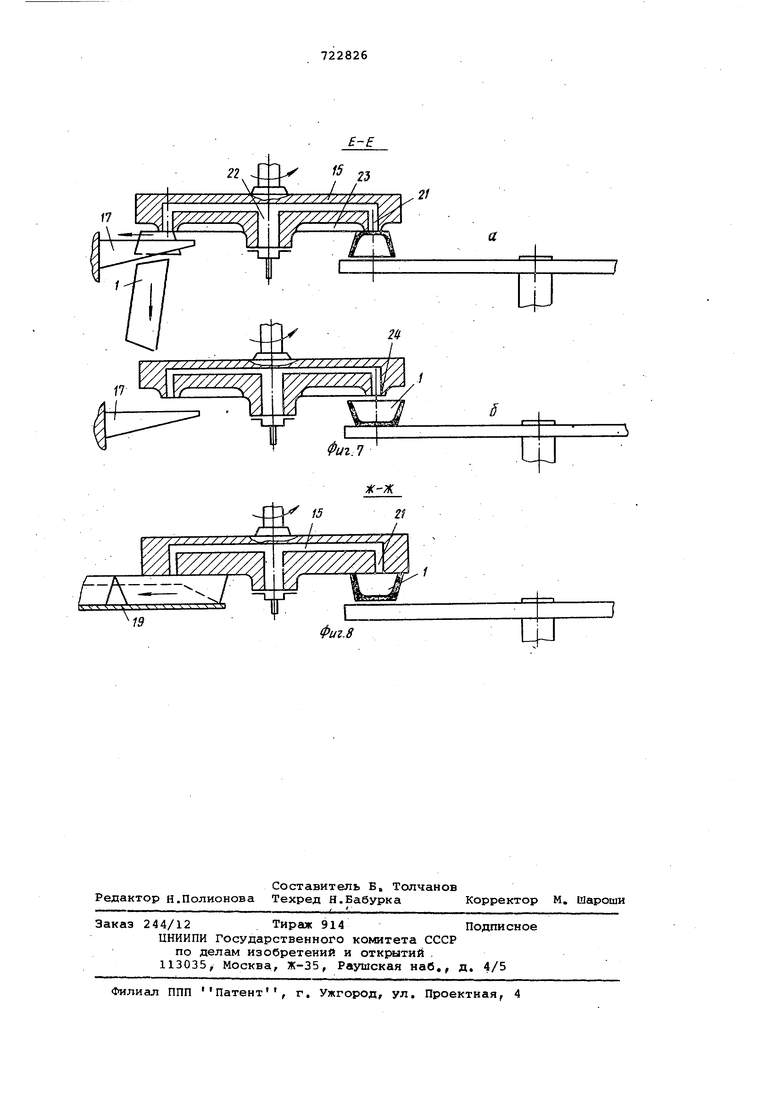
Изобретение относится к автоматическим транспортирующим устройствам для подачи деталей корытообразной формы из пластмасс с малыми размерами в автоматы по переработке массовых изделий., а именно, на операциях сортировки. контроля, механичес-г кой обработки, сборки и т.д., применяется преимущественно в отрасли производства источников тока, например для автоматической подачи винипластовых корпусов элементов батареи, Крона ВЦ в автомат конт роля их герметичности. Известны устройства для транспор тирования изделий,., в ключ транс портирующие органы, приемное приспособление, механизм ориентации и разделяюш11й механизм 1. Однако это устройство не обеспечивает отбраковку изделий и не предназначено для операций с изделиями корытообразной формы. Наиболее .близким к предлагаемому изобретению по технической сущности и достигаемому результату является автоматическое устройство для транс портирования и подачи деталей корытообразнрй Формы на технологические операции, включающее; загрузочный бун кер, приемный бункер, транспортеры для перемещения деталей и механизм ориентации 2. Недостатком данного устройства является ненадежная поштучная подача деталей, поступающих навалом и кроме того, не обеспечивается отбраковка некондиционных деталей. Целью изобретения является обеспечение надежной поштучной подачи деталей, поступающих навалом, и отбраковки деталей. Это достигается тем, что устройство снабжено разделяющим механизмом и приспособлением для рассредоточения деталей, установленных перед механизмом ориентации, при этом разделяющий механизм выполнен в виде вращающегося, барабана с эластичными лопастями, например, из резины, а приспособление для рассредоточения деталей - в виде поперечно укрепленных внутри приемного бункера направляющих стержней, размещенных в шахматном порядке. Кроме того, механизм ориентации состоит из двух вращающихся дисков, установленных над транспортером, каж.цый из. которых выполнен с кольцевой щелью,сообщенной с магистралью отсоса воздуха, при этом первый по ходу перемещения изделий даек выполнен с кольцевыми проточками вокруг кольцевой щели, Ьбразуя рабочую поверхность, толщина которой меньше внутренней ширины детали, На фиг, 1 изображено предлагаемое устройство; на фиг . 2 - вид по стрелке А на фиг, 1; на фиг, 3 сечение Б-Б на фиг, 2 на фиг,4 сечение В-В на фиг, 2; на фиг, 5 вид по стрелке Г (с разрезом вращающегося диска ) на фиг, 2; на фиг,6 вид по стрелке Д на фиг,2; на 1яг, 7 - разрез Е-Е на фиг, 2 при прохождении, а-неправильно сориенти рованных деталей под диском: б правильно сориентированных деталей под диском; на фиг, 8 - разрез Ж-Ж на фиг, 2 при прохождении правильно сориентированных деталей под диском подачи изделий в лотбкавтомата. Автоматическое транспортирующее устройство для подачи деталей 1 на технологические операции состоит из загрузочного бункера 2,шнекового транспортера 3,, первого разделяющего механизма 4, приводимого во вращение от электродвигателя, промежуточного транспортера 5, второго разделяющего механизма 6, подъемного транспортера 7, разделяющего механизма 8, приемного бункера 9 с приспособлением для рассредоточения выполненного в виде поперечно укреп ленных внутри приемного бункера направляющих стержней 10, размещенных в шахматном порядке, наклонных направляющих И ленточного транспорте ра 12, вращающегося ротора 13, тран портера, выполненного в виде вращеио щегрся стола 14, механизма ориентации, состоящего из двух вращающихся дисков 15 и 16, сбрасывающих плужко 17, 18, приемного лотка 19 и автома та 20, Каждый из дисков 15, 16 выпо нен с кольцевой проточкой 21, сообщенной с магистралью 22 отсоса возд ха. Вращающийся диск 16 выполнен с кольцевыми проточками 23 вокруг кол цевой щели, образуя рабочую поверхность 24, толщина которой меньше внутренней ширины детали 1, Автоматическое транспортирующее устройство работает следующим образом. Детали 1 навалом насыпаются в загрузочный бункер 2 и передаются шнековым транспортером 3 на эластич ные- лопасти первого разделяющего механизма 4, Если встречается лопас разделяющего механизма с одиночной деталью, то она просто отбрасывается на стенку отражения и попадает на промежуточный транспортер 5 подъема деталей, В случае, если вра Щсцощиеся лопасти встречаются с блоком соединившихся или заклинившихся деталей, то упругим ударом блок раз бивается на отдельные детали, которые, ударившись об отражательную стенку, попадают на промежуточный транспортер 5, При падении на транспортеры 5 и 7 некоторые детали могут снова легко заклиниться и по этой причине после каждого транспортера 5, 7 укреплены разделяющие механизмы 6 и 8, Поднятые детали на некоторую высоту подаются и приемный бункер 9 Ударяясь при падении о стержни 10, они движутся вниз зигзагами и рассредотачиваются по длине потока для более равномерного опускания их на наклонные направляющие 11 ленточного транспортера 12, служащего для первичной продольной ориентации. Как правило, большинство деталей ложится на ленту донышком вниз за счет смещения в ее сторону центра тяжести детали, Не исключено положение детали друг на друге, В этом случае они сбрасываются вращающимся ротором 13 в бункер 1. Продольно сориентированные детали 1 подаются с ленточного транспортера 12 .на вращающийся стол 14 и находятся там в непрерывном потоке, расположенном по кругу стола. На стол 14 подают только одиночные детали, В потоке преобладает положение деталей донышком вниз, но есть детали, расположенные донышком вверх и половинчатые, недельные детали, Чтобы перевернутые детали донышком вверх не попали на рабочую позицию автомата 20, их удаляют из потока с помощью вращающегося диска 15 и сбрасывающего плужка 17, При этом детали донышком вниз не захватываются дискомД5 и подаются к вращающемуся диску-16, рабочая поверхность которого присасывает детали донышком вниз и передает их к приемному лотку 19 для подачи на технологические операции в автомат 20, Некондиционные детали диском 16 не захватываются и подаются к сбрасывающему плужку 18 для их удаленияСО стола 14, Формула изобретения 1, Автоматическое транспортирующее устройство для подачи деталей корытообразной формы на технологические операции, включающее загрузочный бункер, приемный бункер,транс портеры для перемещения деталей и механизм ориентации, отличающееся тем, что, с целью обеспечения надежной поштучной подачи деталей, поступающих навалом, оно снабжено разделяющим механизмом и приспособлением для рассредоточения деталей, установленных перед механизмом ориентации.
2,Устройство поп,1, отли чающееся тем, что разделяю1ций механизм выполнен в виде вращающегося барабана с эластичными лопастями,
3,Устройство по пп. 1 и 2, о тличающееся тем, что лопасти выполнены из резины.
4,Устройство по п. 1, отличающееся тем, что приспособление для рассредоточения деталей выполнено в виде поперечно укрепленных внутри приемного бункера направляющих стержней, размещенных в шахматном порядке,
5,Устройство по п, 1, отличающееся тем, что, с целью обеспечения возможности отбраковки
деталей, механизм ориентации состоит из двух вращающихся дисков, установленных над транспортером, каждый из которых выполнен с кольцевой щелью, сообщенной с магистралью отсоса воздуха, при этом первый по ходу перемещения изделий диск выполнен с кольцевыми проточками вокруг кольцевой щели, образуя рабочую поверхность, толщина которой меньше внутренней ширины детали.
Источники информации, принятые во внимание при экспертизе
1,Авторское свидетельство СССР № 389998, кл, В 65 С 47/24, 1971,
2,Авторское свидетельство СССР
S
112756, кл, С 06F 1/26, 1957 (прототип) ,
| название | год | авторы | номер документа |
|---|---|---|---|
| Транспортирующее устройство дляпОдАчи дЕТАлЕй КОРыТООбРАзНОй фОРМы | 1979 |
|
SU848442A1 |
| ЛИНИЯ ПОДАЧИ, ОРИЕНТАЦИИ И УКУПОРКИ КРЫШЕК С ДОЗАТОРОМ НА БУТЫЛОЧНУЮ ТАРУ | 2021 |
|
RU2767818C1 |
| Роторный автомат питания | 1985 |
|
SU1283030A1 |
| Устройство для автоматической сборки составных частей химических источников тока | 1991 |
|
SU1790016A1 |
| Поточная линия для производства силикатного кирпича | 1982 |
|
SU1052390A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ И СОРТИРОВКИ ИЗДЕЛИЙ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ, ИМЕЮЩИХ КОНИЧЕСКУЮ ЧАСТЬ | 2018 |
|
RU2698085C1 |
| АВТОМАТ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА ДЕТАЛИ ШВЕЙНЫХ ИЗДЕЛИЙ | 1970 |
|
SU269082A1 |
| Автомат для сборки изделий типа цепного транспортера | 1973 |
|
SU518316A1 |
| Загрузочный ротор | 1989 |
|
SU1705012A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ПОВЕРХНОСТИ ОСНОВАНИЙ РЕЗИСТОРОВ | 1970 |
|
SU286744A1 |
Т I
L
u25
Фиг. 5 77 I /
а
ш
Z)
Фиг. 8
