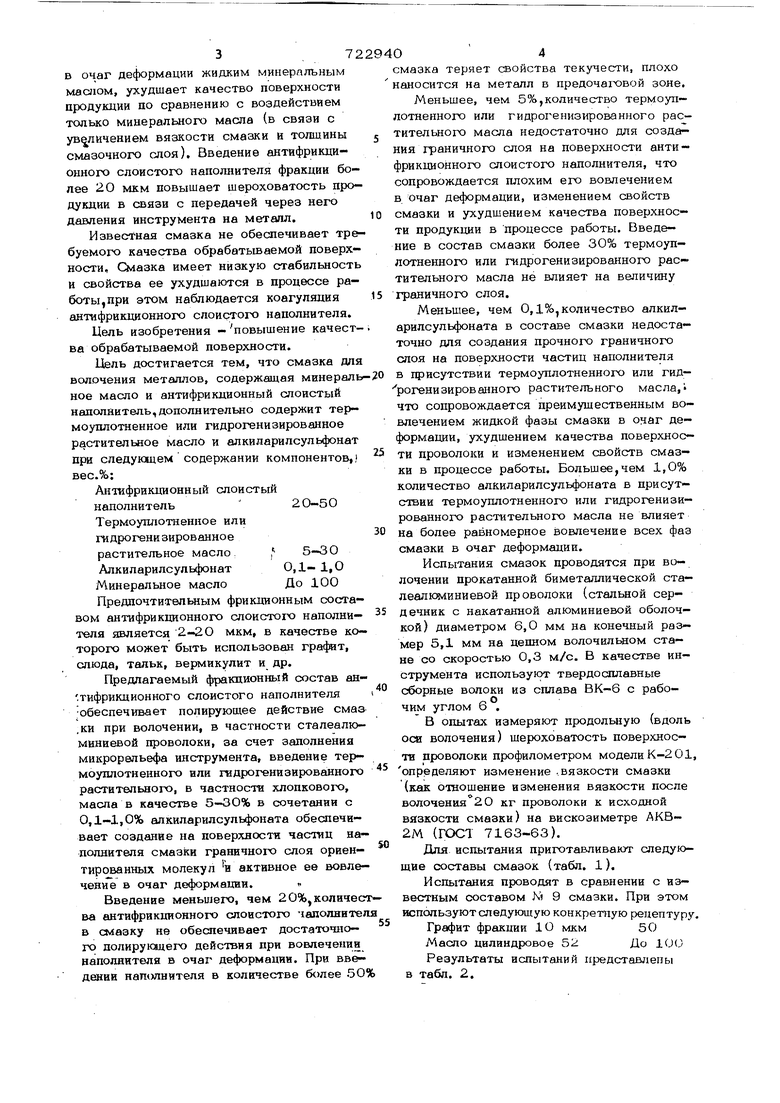
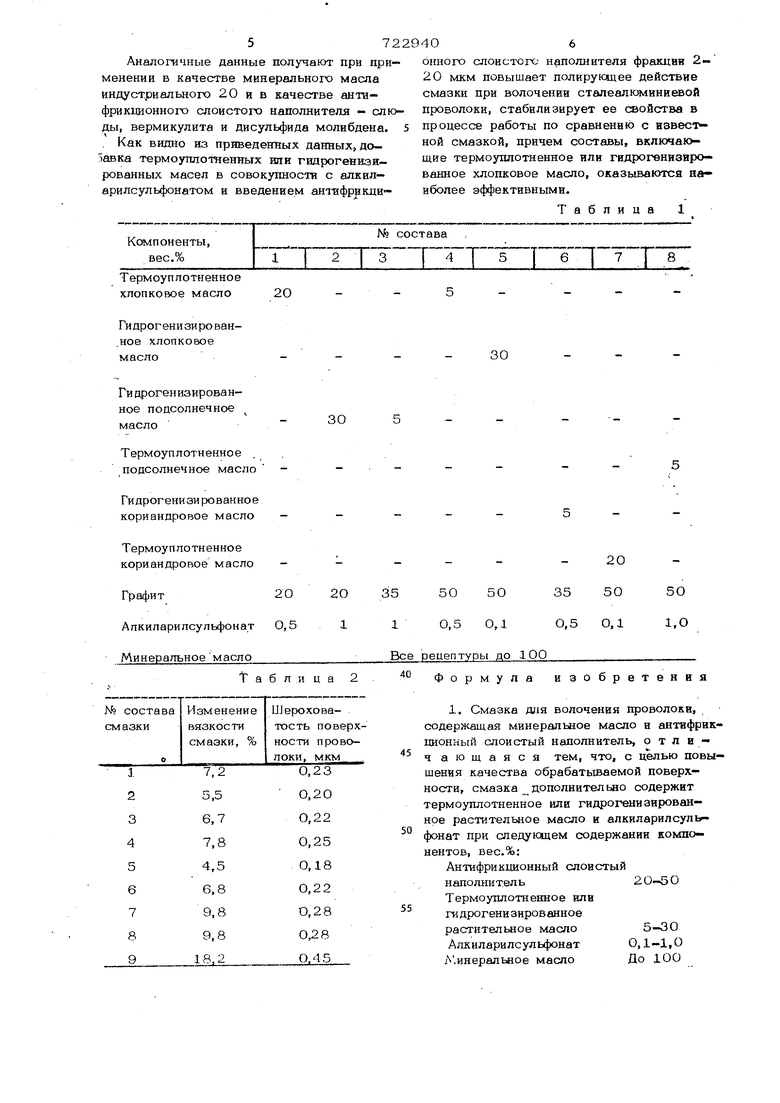
в очаг деформации жидким минеральным масаюм, ухудшает качество поверхности продукции по сравнению с воздействием только минерального масла (в связи с увеличением вязкости смазки и толщины смазочного слоя). Введение антифрикционного слоистого наполнителя фракции более 20 мкм повышает шероховатость продукции в связи с передачей через него давления инструмента на металл. Известная смазка не обеспечивает тр& буемого качества обрабатьшаемой поверхности, Олазка имеет низкую стабильность и свойства ее ухудшаются в процессе работы,при этом наблюдается коагуляция антифрикционного слоистогю наполнителя. Цель изобретения -повышение качества обрабатываемой поверхности. Цель достигается тем, что смазка для волочения металлов, содержащая минераль ное масло и антифрикционный слоистый наполнитель,дополнительно содержит термоуплотненное или гидрогенизированное растительное масло и алкиларилсульфонат при следующем содержании компонентов,) вес.%: Антифрикционный слоистый наполнитель20-50 Термоушютненное или гидрогенизированное растительное масло. 5-30 АлкиларилсульфонатОД- 1,О Минеральное маслоДо 100 Предпочтительным фрикционным составом антифрикционного слоистого наполни- теля является 2-2 О мкм, в качестве которого может быть использован графят, слюда, тальк, вермикулит и др. Предлагаемый фракционный состав ан.тифрикционного слоистого наполнителя обеспечивает полирующее действие смаз ,ки при волочении, в частности сталеалюминиевой проволоки, за счет заполнения микрорельефа инструмента, введение термоуллотненного или гидрогениэированнозх растительного, в частности хлопкового, масла в качестве 5-ЗО% в сочетании с 0,1-1,0% алкиларилсульфоната обеспечивает создание на поверхности частиц наполнителя смазки гранично1Х слоя ориен- тированных молекул и активное ее вовлечение в очаг деформации.« Введение меньшего, чем 20%, количес ва антифрикционного слоистого чаполните в смазку не обеспечивает достаточного полирующего действия при вовлечении наполнителя в очаг деформации. При вв& дении наполнителя в количестве более 5О смазка теряет свойства текучести, плохо наносится на металл в предоча1Х)Вой зоне. Меньшее, чем 5%,количество термоуп лотненного или гидрогенизированного растительного масла недостаточно для создания граничного слоя на поверхности антифрикционного слоистого наполнителя, что сопровождается плохим его вовлечением в очаг деформации, изменением свойств смазки и ухудшением качества поверхности продукции в процессе работы. Введение в состав смазки более 30% термоуп- лотненного или гидрогенизированного растительного масла не влияет на величину граничного слоя. Меньшее, чем 0,1%, количество алкиларилсульфоната в составе смазки недостаточно для создания прючного граничного слоя на поверхности частиц наполнителя в щэнсутствии термоуплотненного или гидрогенизированного растительного масла, i что сопровождается преимущественным вовлечением жидкой фазы смазки в очаг деформации, ухудшением качества поверхности проволоки и изменением свойств смазки в процессе работы. Большее,чем 1,0% количество алкиларилсульфоната в присутствии термоуплотненного или гидрогенизи- рованного растительного масла не влияет на более равномерное вовлечение всех фаз смазки в очаг деформации. Испытания смазок проводятся при волочении прокатанной биметаллической ста- леалкадиниевой проволоки (стальной сердечник с накатанной алюминиевой оболочкой) диаметром 6,0 мм на конечный размер 5,1 мм на цепном волочильяом стане со скоростью 0,3 м/с. В качестве инструмента используют твердосплавные сборные волоки из сплава ВК-6 с рабочим углом 6 . В опытах измеряют продольную (вдоль оси волочения) шероховатость поверхности проволоки профилометром модели К-2 01, определяют изменение .вязкости смазки (как отношение изменения вязкости после волочения 20 кг проволоки к исходной вязкости смазки) на вискозиметре АКВ2М (ГОСТ 7163-63). Для испытания приготавливают следующие составы смазок (табл. 1). Испытания проводят в сравнении с известным составом JN 9 смазки. При этом используют следующую конкретную рецептуру, Графит фракции Ю мкм5О Масло цилиндровое 52До 1ОО Результаты испытаний представлены в табл. 2. менении в качестве минерального масла индустриального 20 и в качестве антифрикционного слоистого наполнителя - слю ды, вермикулита и дисульфида молибдена. Как видно из приведенных данных, добавка термоуплотаенных или гидрогениэнрованных масел в совокупности с алкил- арилсульфонатом и введением антифрвкди- 20 мкм повышает полирукацее действие смазки при волочении сталеалюмйниевой проволоки, стабилизирует ее свойства в процессе работы по сравнению с извест ной смазкой, причем составы, включак щие термоуштотненное или гидрогеннзиро- ванное хлопковое масло, оказываются наиболее эффективными. Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ подготовки к волочению проволоки для армирования железобетонных конструкций | 1982 |
|
SU1103922A1 |
| Смазка для холодной обработки металлов давлением | 1977 |
|
SU652206A1 |
| Смазка для обработки металлов давлением | 1976 |
|
SU608828A1 |
| Смазка для холодной штамповки металла | 1978 |
|
SU721469A1 |
| Способ подготовки поверхности заготовки к волочению | 1980 |
|
SU1068198A1 |
| Смазка для холодной обработки металлов давлением | 1978 |
|
SU765345A1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕХНОЛОГИЧЕСКОЙ СМАЗКИ ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ | 2002 |
|
RU2205208C1 |
| СМАЗКА ДЛЯ ГОРЯЧЕЙ ДЕФОРМАЦИИ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2007 |
|
RU2368649C2 |
| СМАЗОЧНАЯ КОМПОЗИЦИЯ | 2004 |
|
RU2256697C1 |
| Способ волочения проволоки | 1988 |
|
SU1639821A1 |
Термоуплотненное
20 хлопковое масло
Гидрогенизировеннов хлопковое масло
Гиарогенизированное подсолнечное масло
Термоуплотненное подсолнечное масло
Гидрогенизированное кориандровое масло
Термоуплотненное
30
2, Смазка по п, 1, отличаю-работке металлов давлением, М., Металш а я с я тем, что она содержит антя-лургия, 1968, с. 218.
Ф5ЭИКЦИОННЫЙ слоистый наполнитель фрак- 2. Авторское свидетельство СССР
ции мкм.N 6О8828, кл. С 10 М 5/12, 1974,
Источники информации,з 3- Чертовских А. К., Белосевич В. К.,
принятые во внимание при экспертизеТрение н технологическая смазка при об-,
