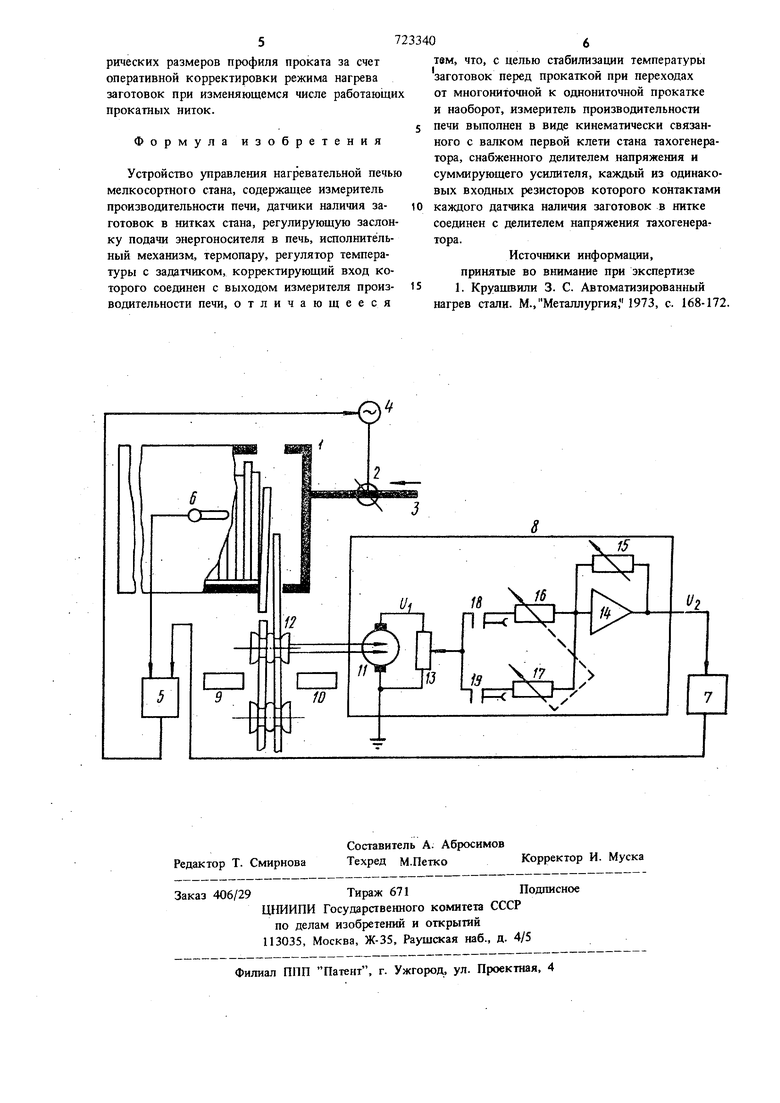
372 и 19 соответственно датчиков 9 и 10 соединен с выходом делителя 13. Устройство работает следующим образом. В исходном положении (до начала прокатки) температура в печи устанавливается заданием задатчика 7, соответствующим режиму простоя стана. При этом напряжение Da на выходе измерителя 8 производительности печи равно нулю, так как контакты 18 и 19 соответственно датчиков 9 и 10 разомкнуты. При прокатке на непрерывном мелкосортном стане заготовки выталкиваются из печи и поочередно распределяются по ниткам валков первой клети. В каждую нитку стана заготовки задаются непрерывно, практически встык одна к другой. Выталкиватель заготовок из печи и распределитель их по ниткам на чертеже не показаны. В начале прокатки первая из непрерывно задаваемых заготовок входит, например, в правую нитку стана. Срабатывает датчик 9 наличия заготовки в правой прокатной нитке, замы каются контакты 18 этого датчика и на выходе суммирующего усилителя 14 появляется напряжение, соответствующее производительности печи при однониточной прокатке. Вторая выдан ная из печи заготовка прокатьшается в левой нитке стана. При ее входе в первую клеть срабатывает датчик 10 наличия заготовки в нитке и замыкаются его контакты 19. Так как сопротивления входных резисторов 16 и 17 равны то выходное напряжение усилителя 14 при переходе стана к двуниточной прокатке увеличится вдвое. В случае технологической необходимости пе рехода от двуниточной к однониточной прокатке в зависимости от того, по какой из ниток прекращена прокатка, один из контактс в 18 или 19 разомкнется и напряжение на выход суммирующего усилителя 14 уменьшится вдво т.е. будет соответствовать производительности стана при однониточной прокатке. При прекращении прокатки разомкнутся об контакта 18 и 19, напряжение на выходе суммирующего усилителя 14 станет равным нулю и, будет соответство: . режиму простоя стана. Сопротивления RU, Ri6, RI и Rjs соответственно делителя 13 и резисторов 16, 17 и 15 выбираются, исходя из аналогии известного дл многониточного непрерьшного сортового стана выражения производительности П в функции параметров прокатки и уравнения выходного напряжения Uj измерителя 8 производительнос ти печи n ntjFV.n-«.ijU и,, -число работающих прокатных ниток; -удельный вес стали при температуре прокатки, F площадь поперечного сечения унифицированной заготовки, мм; ,D,M, скорость прокатки (м/сек), катающий диаметр (дм), козффициент вытяжки и напряжение (В) тахогенератора валка первой клети стана соответственно; о(- - Л--постоянный коэффициент, в котором ои . учтено опережение с проката в валках и коэффициент К передачи тахогенератора;/3 - коэффициент деления делителя 13 напряжения тахогенератора; Rg - сопротивление резистора обратной связи и входного резистора () усилителя 14 соответственно. Указанные выражения эквивалентны при RBX. , Например, прокатка круглого профиля диметром 10 мм На типовом мелкосортном стае 250 характеризуется следующими параметраи:7 7,8 т/м, F 80 X 80 мм 0,035, 0,33 В-мин/об., D 3,225 дм, ц 1,159. ри этих параметрах а 0,82 кг/дм в сек, /M 2,78 дм, исходя из чего выбираются, наример, коэффициент деления делителя |3 0,82 отнощение сопротивлений резисторов Ris/R.6(i7) 2,78. При прокатке различных профилеразмеров роката величина сопротивления резистора RIS задается в соответствии с величиной катающего диаметра валка для данного профилеразмера проката; Rie (п) - в соответствии с коэффициентом вытяжки первой клети, i а коэффициент )3 деления делителя 13 сохраняется неизменным, так как величина а постоянна и при унифицированной на непрерывном мелкосерийном стане заготовок не зависит от прокатыва- . емого профиля. Для исключения влияния разрывов между смежными заготовками на показания измерителя 8 производительности печи контакты 18 и 19 выполнены в виде контактов, размыкающихся с выдержкой времени. Длительность этой выдержки выбирается равной длительности максимально возможного разрьша между смежными заготовками, который на мелкосортном стане достигает 2,5 сек. Применение безинерционного измерителя производительности печи позволит улучщить условия прокатки и повысить точность геометрических размеров профиля проката за счет оперативной корректировки режима нагрева заготовок при изменяющемся числе работающи прокатных ниток. Формула изобретения Устройство зшравления нагревательной печью мелкосортного стана, содержаи1ее измеритель производительности печи, датчики наличия заготовок в нитках стана, регулирующую заслон ку подачи знергоносителя в печь, исполнительный механизм, термопару, регулятор температуры с задатчиком, корректирующий вход которого соединен с выходом измерителя производительности печи, отличающееся тем, что, с целью стабилизации температуры заготовок перед прокаткой при переходах от многониточной к однониточной прокатке и наоборот, измеритель производительности печи выполнен в виде кинематически связанного с валком первой клети стана тахогенератора, снабженного делителем напряжения и суммирующего усилителя, каждый из одинаковых входных резисторов которого контактами каждого датчика наличия заготовок в нитке соединен с делителем напряжения тахогенератора. Источники информации, принятые во внимание при экспертизе 1. Круащвшш 3. С. Автоматизированный нагрев стали. М., Металлургия, 1973, с. 168-172.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОКАТНЫЙ СТАН ДЛЯ ПРОИЗВОДСТВА ПРОКАТА РАЗЛИЧНЫХ МАРКО-ПРОФИЛЕРАЗМЕРОВ | 2004 |
|
RU2285568C2 |
| Устройство управления натяжением заготовок в многониточной непрерывной группе клетей мелкосортно-проволочного стана | 1985 |
|
SU1276388A1 |
| СПОСОБ ПРОКАТКИ | 2009 |
|
RU2405637C1 |
| Устройство управления загрузкой заготовок в многониточный сортовой стан | 1982 |
|
SU1041185A1 |
| Система стабилизации размеров проката | 1985 |
|
SU1271601A1 |
| Датчик наличия металла в многониточной прокатной клети | 1989 |
|
SU1671385A1 |
| Устройство для регулирования размеров проката непрерывного стана двухниточной прокатки | 1989 |
|
SU1676698A1 |
| СПОСОБ ПРОКАТКИ-РАЗДЕЛЕНИЯ | 1995 |
|
RU2104104C1 |
| Способ прокатки на многониточном непрерывном сортовом стане | 1989 |
|
SU1712010A1 |
| СИСТЕМА КАЛИБРОВ ВАЛКОВ НЕПРЕРЫВНОГО СОРТОВОГО ПРОКАТНОГО СТАНА | 1995 |
|
RU2089305C1 |
