Изобретение относится к прокатному производству, а именно к устройствам для автоматического регулирования размеров проката непрерывного двухниточного стана, преимущественно мелкосортного и проволочного.
Цель изобретения - повышение точности геометрических размеров проката за счет повышения точности компенсации влияния на них числа одновременно прокатываемых ниток путем заблаговременного включения и выключения гидроцилиндров.
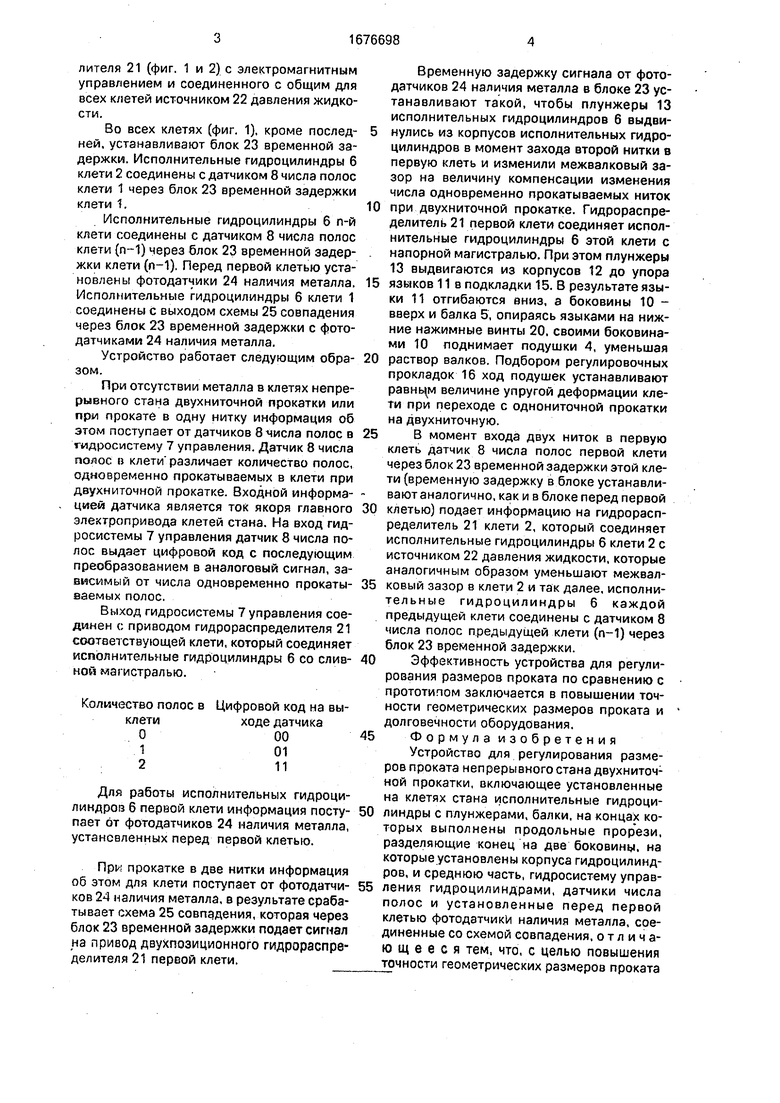
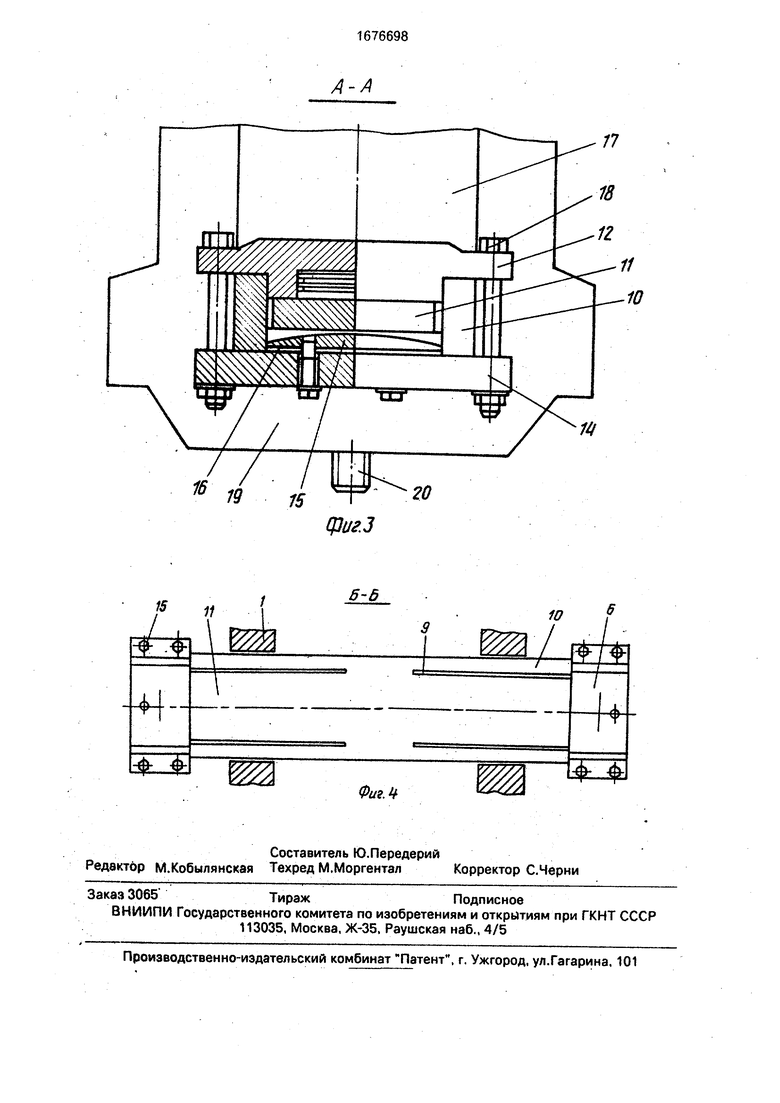
На фиг. 1 изображена структурная схема устройства для регулирования размеров проката непрерывного стана; на фиг. 2 - рабочая клеть, общий вид; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - разрез Б-Б на фиг. 2.
Устройство состоит из последовательно установленных клетей 1 и 2 (фиг. 1) с валками 3 (фиг. 2), установленными в подушках 4. Каждая клеть снабжена балкой 5, двумя гидроцилиндрами 6, гидросистемой 7 управления, датчиком 8 числа полос (фиг. 1). Концы балки 5 разделены прорезями 9 на боковины 10 и среднюю часть 11 (языки) (фиг. 4).
Гидроцилиндр 6 состоит (фиг. 2 и 3) из корпуса 12, плунжера 13, поперечины 14 (упорная плита), подкладки 15, пакета 16 регулировочных прокладок, винтов 17 и стяжных болтов 18. Гидроцилиндры располагаются на концах балки.
Балка 5 расположена в окнах станины 19 между подушками 4 нижнего рабочего валка 3 и нижними нажимными винтами 20. При этом подушки 4 установлены на боковинах 10 балки 5, которую, в свою очередь, устанавливают на нажимные винты 20.
Гидросистема 7 управления (фиг 2) состоит из двухпозиционного гидрораспредеО
VI о
ON Ю 00
лителя 21 (фиг. 1 и 2) с электромагнитным управлением и соединенного с общим для всех клетей источником 22 давления жидкости.
Во всех клетях (фиг. 1), кроме последней, устанавливают блок 23 временной задержки. Исполнительные гидроцилиндры 6 клети 2 соединены с датчиком 8 числа полос клети 1 через блок 23 временной задержки клети 1.
Исполнительные гидроцилиндры 6 п-й клети соединены с датчиком 8 числа полос клети (п-1) через блок 23 временной задержки клети (п-1). Перед первой клетью установлены фотодатчики 24 наличия металла. Исполнительные гидроцилиндры 6 клети 1 соединены с выходом схемы 25 совпадения через блок 23 временной задержки с фотодатчиками 24 наличия металла.
Устройство работает следующим образом.
При отсутствии металла в клетях непрерывного стана двухниточной прокатки или при прокате в одну нитку информация об этом поступает отдатчиков 8числа полос в гидросистему 7 управления. Датчик 8 числа полос в клети различает количество полос, одновременно прокатываемых в клети при двухниточной прокатке. Входной информацией датчика является ток якоря главного электропривода клетей стана. На вход гидросистемы 7 управления датчик 8 числа полос выдает цифровой код с последующим преобразованием в аналоговый сигнал, зависимый от числа одновременно прокатываемых полос.
Выход гидросистемы 7 управления соединен с приводом гидрораспределителя 21 соответствующей клети, который соединяет исполнительные гидроцилиндры 6 со сливной магистралью.
Количество полос вЦифровой код на вы- клетиходе датчика
000
101
211
Для работы исполнительных гидроци- линдроа 6 первой клети информация поступает от фотодатчиков 24 наличия металла, установленных перед первой клетью.
При прокатке в две нитки информация об этом для клети поступает от фотодатчиков 24 наличия металла, в результате срабатывает схема 25 совпадения, которая через блок 23 временной задержки подает сигнал на привод двухпозиционного гидрораспределителя 21 первой клети.
Временную задержку сигнала от фотодатчиков 24 наличия металла в блоке 23 устанавливают такой, чтобы плунжеры 13 исполнительных гидроцилиндров б выдвинулись из корпусов исполнительных гидроцилиндров в момент захода второй нитки в первую клеть и изменили межвалковый зазор на величину компенсации изменения числа одновременно прокатываемых ниток
0 при двухниточной прокатке. Гидрораспределитель 21 первой клети соединяет исполнительные гидроцилиндры 6 этой клети с напорной магистралью. При этом плунжеры 13 выдвигаются из корпусов 12 до упора
5 языков 11 в подкладки 15. В результате языки 11 отгибаются вниз, а боковины 10 - вверх и балка 5, опираясь языками на нижние нажимные винты 20. своими боковинами 10 поднимает подушки 4, уменьшая
0 раствор валков. Подбором регулировочных прокладок 16 ход подушек устанавливают равнцм величине упругой деформации клети при переходе с однониточной прокатки на двухниточную.
5 В момент входа двух ниток в первую клеть датчик 8 числа полос первой клети через блок 23 временной задержки этой клети (временную задержку в блоке устанавливают аналогично, как и в блоке перед первой
0 клетью) подает информацию на гидрораспределитель 21 клети 2, который соединяет исполнительные гидроцилиндры 6 клети 2 с источником 22 давления жидкости, которые аналогичным образом уменьшают межвал5 ковый зазор в клети 2 и так далее, исполни- тельные гидроцилиндры 6 каждой предыдущей клети соединены с датчиком 8 числа полос предыдущей клети (п-1) через блок 23 временной задержки.
0 Эффективность устройства для регулирования размеров проката по сравнению с прототипом заключается в повышении точности геометрических размеров проката и долговечности оборудования.
5 Формула изобретения
Устройство для регулирования размеров проката непрерывного стана двухниточной прокатки, включающее установленные на клетях стана исполнительные гидроци0 линдры с плунжерами, балки, на концах которых выполнены продольные прорези, разделяющие конец на две боковины, на которые установлены корпуса гидроцилиндров, и среднюю часть, гидросистему управ5 ления гидроцилиндрами, датчики числа полос и установленные перед первой клетью фотодатчикй наличия металла, соединенные со схемой совпадения, отличающееся тем, что, с целью повышения точности геометрических размеров проката
за счет повышения точности компенсацииблоком временной задержки, а гидроцилинвлияния на них числа одновременно прока-дры каждой последующей клети соединены
тываемых ниток путем заблаговременногос датчиком числа полом предыдущей клети
включения и выключения гидроцилиндров,через блок временной задержки предыдукаждая клеть, кроме последней, снабжена5 щей клети. ,
| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочая клеть прокатного стана | 1989 |
|
SU1673229A1 |
| Предварительно напряженная клеть | 1980 |
|
SU1025471A1 |
| Устройство для компенсации биения валков | 1980 |
|
SU921647A1 |
| Гидравлическое нажимное устройство рабочей клети многониточной прокатки | 1977 |
|
SU710704A1 |
| Устройство для регулирования раствора и профиля валков | 1978 |
|
SU747703A1 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1996 |
|
RU2103079C1 |
| Устройство управления натяжением заготовок в многониточной непрерывной группе клетей мелкосортно-проволочного стана | 1985 |
|
SU1276388A1 |
| Предварительно напряженная прокатная клеть | 1979 |
|
SU835543A1 |
| ГИДРОМЕХАНИЧЕСКОЕ НАЖИМНОЕ УСТРОЙСТВО | 1997 |
|
RU2125917C1 |
| Устройство для автоматического регулирования скорости двигателей клетей двухниточной группы непрерывного стана | 1988 |
|
SU1595601A1 |

Изобретение относится к прокатному производству, а именно к устройствам для автоматического регулирования размеров непрерывного двухниточного стана, преимущественно мелкосортного и проволочного. Цель изобретения - повышение точности геометрических размеров проката за счет повышения точности компенсации влияния на них числа одновременно прокатываемых ниток путем заблаговременного включения и выключения исполнительных гидроцилиндров. Учитывается промежуток времени с момента подачи сигнала от датчика наличия металла до срабатывания исполнительных гидроцилиндров, за который передний конец полосы не успевает обжаться, а потому имеет большую толщину, чем его средняя часть. 4 ил. ё
Млеть Клеть.
Фиг.1
А-А
фиг.З
15
11
77
/4
Ј-Ј
Ю
4
| Система стабилизации размеров проката | 1985 |
|
SU1271601A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Гидравлическое нажимное устройство рабочей клети многониточной прокатки | 1977 |
|
SU710704A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
