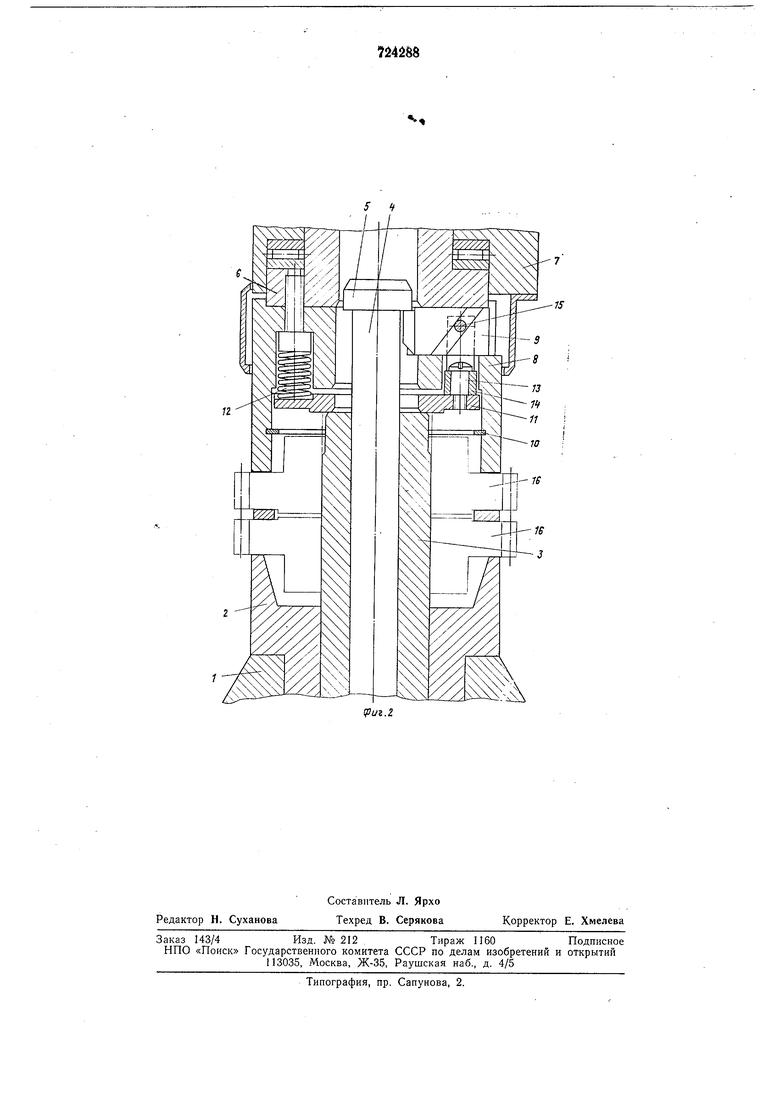
прессовывать детали 16 на оправку 3. Кольцо 11 упирается в верхний торец оправки 3 и при дальнейшем перемещении вниз верхнего центра 7 со стаканом 8 происходит окончательное напрессовьтвание деталей 16 на оправку 3 и радиальное перемещение сухарей 9 из стакана 8 ввиду того, что упорное кольцо И с серьгами 14 остаются неподвижными, а сухари 9 вместе со стаканом 8 продолжают перемещаться вниз. При этом расстояние а между верхним торцом опорного фланца 2 и нижним торцом деталей 16 должно быть таким, чтобы обеспечить достаточное для закрепления деталей 16 выдвижение сухарей 9 в момеит посадки деталей 16 на опорный фланец 2. Затем зажимной элемент 4 опускается и нижним торцом головки 5 через сухари 9 зажимает обрабатываемые детали 16.
Благодаря выполнению упорного кольца 11 с отверстием, меньшим посадочного диаметра оправки 3, обеспечивается выдвижение сухарей 9 из стакана 8 в тот момент,
когда ойй Находятся йиЖё Головки 5 зажимноГО элемента 4, что повышает надежность закрепления деталей.
Формул а изобретения.
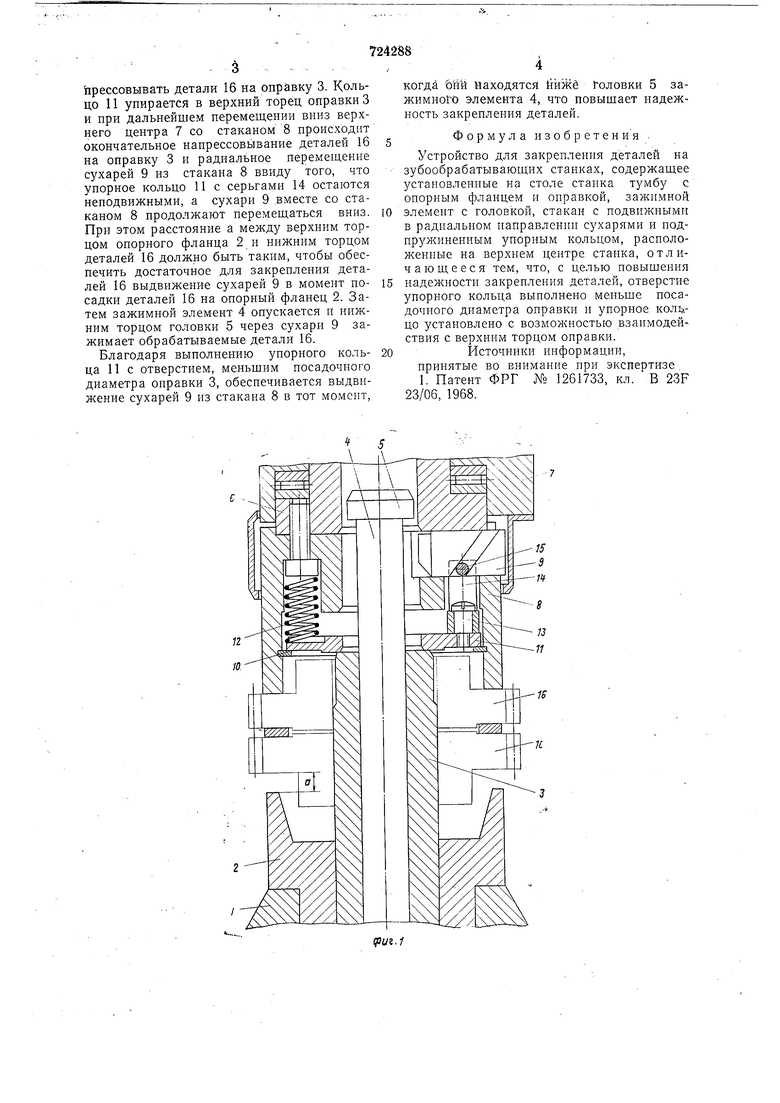
Устройство для закрепления деталей на зубообрабатывающих станках, содержащее установленные на столе стайка тумбу с опорным фланцем и оправкой, зажимной
элемент с головкой, стакан с подвижными в радиальном направлении сухарями и подпружиненным упорным кольцом, расположенные на верхнем центре станка, отличающееся тем, что, с целью повышения
надежности закрепления деталей, отверстие упорного кольца выполнено меньше посадочного диаметра оправки и упорное кольцо установлено с возможностью взаимодействия с верхним торцом оправки.
Источники информации,
принятые во внимание при экспертизе 1. Патент ФРГ № 1261733, кл. В 23F 23/06, 1968.
| название | год | авторы | номер документа |
|---|---|---|---|
| Бабка изделия | 1989 |
|
SU1646689A1 |
| Разжимная оправка | 1985 |
|
SU1268307A1 |
| АВТОМАТ ДЛЯ ПОДРЕЗАНИЯ ТОРЦА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА ТОНКОСТЕННЫХ СТАКАНОВ -. | 1970 |
|
SU275643A1 |
| Многопозиционный станок | 1987 |
|
SU1454652A1 |
| Устройство для обработки фасок на седлах клапанов | 1989 |
|
SU1741974A1 |
| Способ коррекции оси предварительно обработанного отверстия | 1988 |
|
SU1690965A2 |
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |
| Поводковый патрон к круглошлифовальному станку | 1988 |
|
SU1645057A1 |
| Устройство для раскатки | 1977 |
|
SU829275A1 |
| Оправка Михайлова | 1990 |
|
SU1811998A1 |