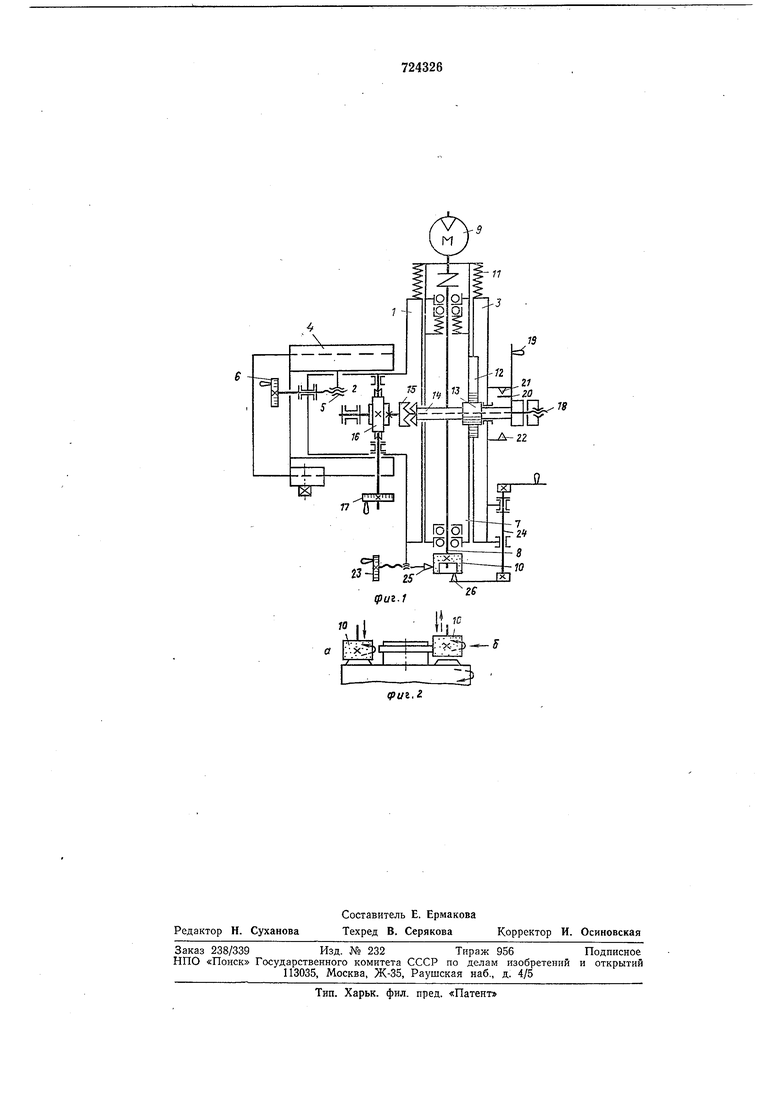
Изобретение относится к обработке металлов резанием. и может быть ислользовано для шлифования деталей на неспециализированных станках. Известно шлифовальное устройство к токарным станкам, содержащее шлифовальную головку с приводом, установленную в держателе, размещенном на основании устройства с возможностью перемещения по направляющим, расположенным перпендикулярно оси щлинделя 1. Известное шлифовальное устройство, .иопользуемое иа токарных станках, не позволяет точно обработать базирующие поверхности зажимных приспособлений ввиду невозможности базирования их непосредственно на станках, наприм ер многошпиндельных вертикальных .полуавтоматах. Целью изобретения является увеличение точности обработки базирующих поверхностей зажимных приспособлений за счет возможности установки ИХ непосредственно на шпиндели станка. Обеспечивается это благодаря тому, что устройство имеет дополнительные направляющие, установленные перпендикулярно имеющимся, жестко с ними связаны и расположены с ними в одной плоскости, а шпиндель щлифовальной головки выполнен с возможностью пе)ремещения относительно дополнительно введенных направляющих. На фиг. 1 схематично изобрал ено описываемое устройство, Общий вид; на фиг. 2 - примеры щлифуемых поверхностей. Описываемое устройство содержит держатель 1, состоящий ,из двух нар жестко скрепленнйх друг с другом взаимно перпендикулярных направляющих 2 и 5 (фиг. 1). Одни направляющие 2 установлены на основании 4, выполненном в виде плиты с одностО)ронним пазом, которая своими поверхностями установлена на суппорте токарното станка (не показан). Эта пара -направляющих связана с основанием 4 для осуществления поперечного рабочего перемещения держателя / элементами микрометрического перемещения, включающими резьбовую муфту 5 и микрометрически лимбовый вал 6, нанример, с ценой деления 0,01 мм. iBo вторую inaipy направляющих 3 вставлена л точно смонтирована с возможностью осевого перемещения шлифовальная головка 7 со щпинделем 8, приводом 9 и элементами для -крепления щлифовального круга 1G. От осевого смещения щлифовальная головка удерживается уравновешивающе: пружиной //, установленной на торце направляющих 3.
Шлифовальная головка 7 снаблсена механизмом осевых перемещенИЙ, причем для осевого нормированного рабочего перемещения на шлифовальной головке закреплена зубчатая рейка 12, которая через реечную шестерню J3, установленную на иолом валу 14, €кользяш,ую соединительную муфту 15 и червячную пару 16 связана с поворотным лимбовым валом /7 с ценой деления, например, 0,02 мм.
Для включения и выключения зубчатой муфты 15 служит винтовая пара 18, установленная на толом валу 14. Для осевого быстрого возвратно-поступательного oiepeмеш,ения шлифовальной головки на валу 14 закреплена рукоятка 19 с упорами 20.
Для ограничения осевого перемещения шлифовальной головки на напра вляющих 3 закреплены регулировочные ограничительные упоры 21 и 22.
Для правки шлифовального круга по торцовой и периферийной поверхностям -на лим бовом микрометрическом валу 23 и поворотном валу 24 установлены алмазные карандаши 25 и 2i6, лри этом валы 23 и 24 установлены на держателе I.
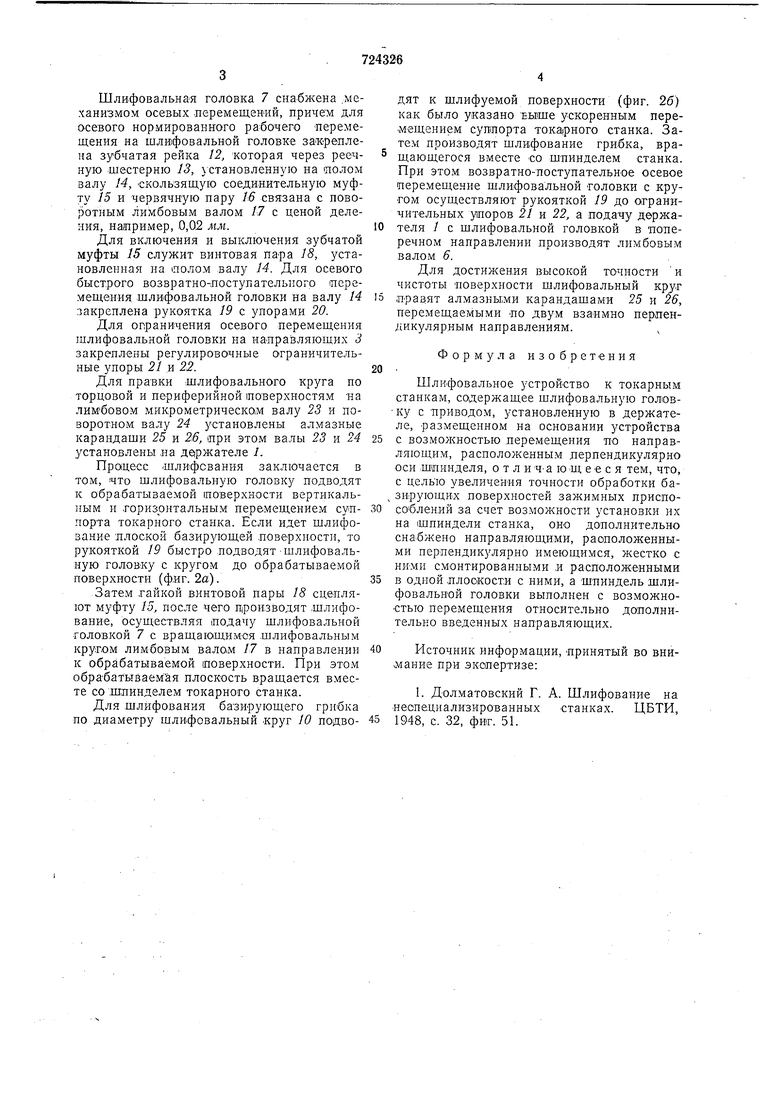
Процесс .шлифования заключается в том, что шлифовальную головку подводят к обрабатываемой поверхности вертикальным и .горизонтальным перемещением суппорта токарного станка. Если идет шлифование плоской базирующей .поверхности, то рукояткой 19 быстро подводятШлифовальную головку с кругом до обрабатываемой поверхности (ф.иг. 2а).
Затем гайкой винтовой пары 18 сцепляют муфту 15, после чего дроизводят .шлифование, осуществляя подачу шлифовальной головкой 7 с врашаюшнмоя .шлифовальным кругом лимбовым вало.м 17 в направлении к обрабатываемой поверхности. При этом обрабатываемая плоскость врашается вместе со .шпинделем токарного станка.
Для шлифования базирующего грибка по диаметру шлифовальный круг 10 подводят к шлифуемой поверхности (фиг. 26) как было указано выше ускоренным перемещением суппорта токарного станка. Затем производят шлифование грибка, врашающегося вместе €0 шпинделем станка. При этом возвратно-поступательное осевое перемещение шлифовальной головки с .кругом осушествляют рукояткой 19 до ограничительных упоров 21 и 22, а подачу держателя / с шлифовальной головкой в поперечном направлении производят лимбовым валом 6.
Для достижения высокой точиости и чистоты поверхности шлифовальный круг правят алмазными карандашами 25 и 26, перемещаемыми по двум взаимно перпендикулярным направлениям.
Формула изобретения
Шлифовальное устройство к токарным станкам, содержащее щлифовальную головку с приводом, установленную в держателе, размещенном на основании устройства с возможностью перемещения по направляющим, расположенным перпендикулярно оси .шпинделя, о т л и ч-а ю щ е е с я тем, что, с целью увеличения точности обработки базирующих поверхностей зажимных приспособлений за счет возможности установки их на шпиндели станка, оно дополнительно снабжено направляющими, расположенными перпендикулярно имеющимся, жестко с ними смонтированными .и расположенными в одной .плоскости с ними, а шпиндель шлифовальной головки выполнен с возможностью перемещения относительно дополнительно введенных направляющих.
Источник информации, принятый во вничмание при экспертизе:
1. Долматовский Г. А. Шлифование на .неспециализированных станках. ЦБТИ, 1948, с. 32, фиг. 51.
п
13
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ (ВАРИАНТЫ) | 2007 |
|
RU2450905C2 |
| ПЕРЕНОСНЫЙ СТАНОК ДЛЯ ШЛИФОВАНИЯ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ | 1966 |
|
SU182548A1 |
| Переносный станок для шлифования мотылевых шеек коленчатого вала непосредственно в раме двигателя | 1959 |
|
SU129497A1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ТОРЦОВ ЦИЛИНДРИЧЕСКИХПРУЖИН | 1970 |
|
SU282959A1 |
| Станок для обработки сопрягаемых поверхностей заготовок типа пуансонов и колец пресс-форм для прямоугольных электронно-лучевых трубок | 1960 |
|
SU132096A1 |
| Устройство для шлифования плоских поверхностей изделий | 1983 |
|
SU1114526A1 |
| СПОСОБ И СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2215634C2 |
| Устройство для шлифования профильных валов с равноосным контуром | 1983 |
|
SU1140937A1 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| Станок для шлифовки опасных бритв | 1949 |
|
SU82341A1 |