(54) ВАЛ С ЖЕЛОБОМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки и контактной точечной сварки пространственных арматурных каркасов | 1982 |
|
SU1085721A1 |
| НАМОТОЧНОЕ УСТРОЙСТВО ДЛЯ КАТАНОГО ИЛИ ТЯНУТОГО ПРОВОДА/ПРУТКА С УСТРОЙСТВОМ ЗАХВАТА ВИТКА ДЛЯ АВТОМАТИЧЕСКОЙ НАМОТКИ | 2005 |
|
RU2335362C2 |
| Прутковая мельница | 2016 |
|
RU2614649C1 |
| МЕТАЛЛОПЛАСТИКОВЫЙ БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2289062C1 |
| МАШИНА ДЛЯ МОЙКИ МАТЕРИАЛОВ СЫПУЧИХ | 2013 |
|
RU2542126C1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНОЙ СЕТКИ | 2024 |
|
RU2839211C1 |
| Станок для контактной точечной сварки арматурных сеток | 1956 |
|
SU108790A1 |
| Устройство для горячей навивки крупногабаритных пружин из прутка | 1988 |
|
SU1553230A1 |
| Фильтр и способ его изготовления | 1981 |
|
SU1002475A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ШНУРА С НАПОЛНИТЕЛЕМ | 2003 |
|
RU2245237C1 |
1
Изобретение касается изготовления валов с желобами и может быть использовано, например, в бумажной промышленности при изготовлении агрегатов для обезвоживания бумажных полотен.
Валы с желобами, используемые в этих агрегатах, имеют диаметр до 1 м, а длину до 10 м. Рабочая поверхность таких валов выполняется из коррозионностойкой стали, а потому прорезание желобов представляет большие трудности.
Известен вал с желобом, выполненный в виде цилиндрического вала с закрепленной на его поверхности по винтовой линии с заданным шагом по крайней мере одной полосой 1.
Известен способ изготовления вала с желобом, при котором производят намотку по крайней мере одной полосы на цилиндрический вал по винтовой линии с заданным шагом 1.
Однако конструкция известного вала и способ его изготовления не обеспечивают достаточной точности и прочностных свойств изделия.
С целью повышения точности изготовления и прочностных свойств известный вал с желобом снабжен по крайней мере одним
прутком, размешенным на заданном расстоянии от поверхности цилиндрического вала между витками полосы и фиксирующим расстояние между ними. Полоса, иавитая на цилиндрический вал, снабжена продольными канавками, выполненными с. обеих ее сторон в соответствии с количеством прутков и их размещением, при этом диаметр прутков больще суммы глубин этих канавок на величину шага между витками полосы.
Витки полосы жгстко соединены с ппутком.
С той же целью в известном способе изготовления вала с желобом между витками полосы одновременно с ее намоткой на заданном расстоянии от поверхности вала наматывают по крайней мере один пруток, фиксирующий расстояние между витками полосы и соединенный с полосой.
Перед намоткой на поверхности полос выполняют канавки в соответствии с количеством и размещением прутков.
Витки полосы сваривают с прутками. Витки полосы сваривают с прутками точечной сваркой с определенным шагом. Витки полосы спаивают с прутками. Витки полосы склеивают с прутками.
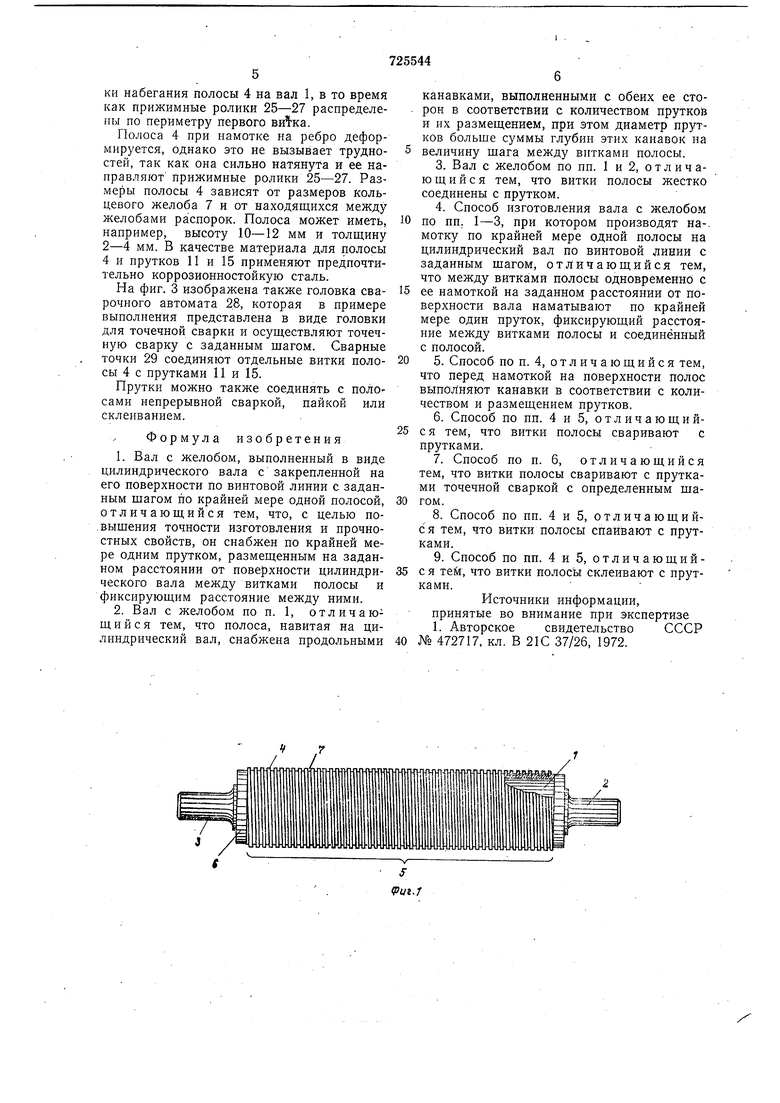
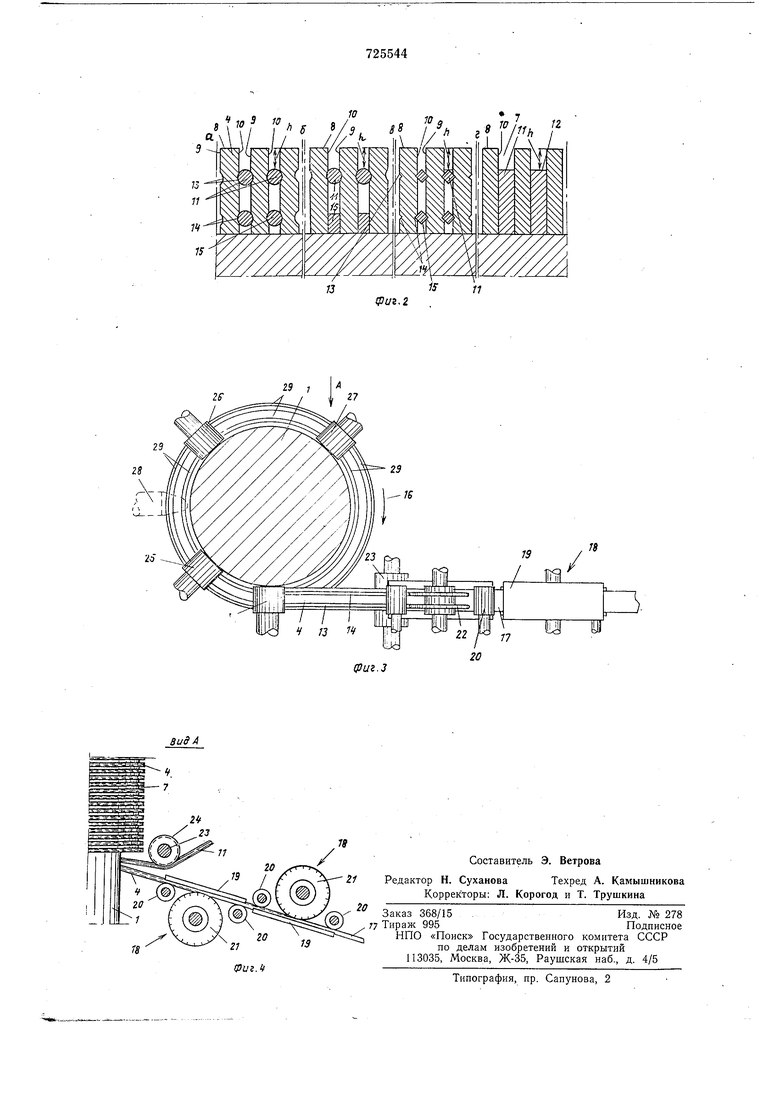
На фиг. 1 представлен вал, общий вид; на фиг. 2 - варианты выполнения вала; на фиг. 3 - устройство для изготовления вала с желобом; на фиг. 4 - вид по стрелке А на фиг. 3.
Вал с желобом выполнен в виде цилиндрического вала 1 с цапфами 2 и 3 на концах (фиг. 1). На валу 1 закреплены по винтовой линии несколько полос 4. Винтовая обмотка 5 проходит по всей поверхности вала 1 и на концах она крепится с помощью концевых дисков 6. Полоса 4 образует желоба 7, проходящие по винтовой линии.
Полосы 4 имеют прямоугольное сечение, намотаны вокруг вала 1 на ребро и внутренними короткими сторонами сечения прилегают к наружной поверхности вала 1, а противоположная сторона этих полос образует наружную рабочую поверхпость 8 вала.
Отдельные витки полос 4 своими боковыми поверхностями 9 и 10, противоположными по отнощению друг к другу, не прилегают непосредственно друг к другу, а с помощью прутка 11 фиксируются на некотором осевом расстоянии. Прутки 11 отстоят от рабочей поверхности 8 вала на некоторое радиальное расстояние h, соответствующее глубине кольцевых желобов 7.
Таким образом, наружные зоны боковых поверхностей 9 и 10 йолос 4 образуют боковые стороны кольцевого желоба 7, а пруток И образует дно 12 желоба.
В первом варианте (фиг. 2а) пруток И имеет круглое сечение и расположен в канавках 13 полос 4, предусмотренных на боковых поверхностях 9 и 10 полос 4, противолежащих по отношению друг к другу в осевом направлении, па одинаковой высо: те, т. е. напротив друг друга. Пруток И проходит в канавках равнонаправленно с полосой 4 между витками последней.
Ниже прутка И, т. е. между последним и наружной поверхностью вала 1, на полосе 4 также имеются проходящие в продольной направлении, расположенные на одинаковой высоте на обеих боковых поверхностях 9 и 10 канавйи 14, в которых между соседними витками полосы 4 расположен другой пруток 15. Благодаря прутку 15 полоса 4 получает йПору в двух местах, имеющих некоторое радиальное расстояние, и поэтому полоса не может опрокидываться вокруг оси, проходящей перпендикулярно плоскости чертежа.
Во втором варианте (фиг. 26) пруток 15 намотан непосредственно на наружную поверхность вала 1 между витками полосы 4. В этом варианте выполнения канавки 14 не требуется.
В третьем варианте (фиг. 2в) предусмотрены прутки 11 и 15, которые имеют ие круглое, а приблизительно квадратное сечение. Канавки 13 и 14 на обеих боковых
.i fe«sr-4 a
поверхностях полосы 4 в этом случае имеют соответствующую форму сечения. Преимущество прутков с сечением такого типа состоит в том, что расположение прутков р таких канавках в радиальном направлении является более устойчивым, чем в канавках круглого сечения.
В четвертом варианте (фиг. 2г) предусмотрен лищь один пруток 11, выполненный
также в виде полосы прямоугольного сечения и намотанный на ребро по наружной поверхности вала 1 между витками полосы 4. Более короткая сторона сечения прутка И определяет осевое расстояние .между
витками полосы, в то время как более длинная сторона того же сечения, т. е. щирина ирутка И, определяет глубину желоба.
Вал 1 приводится во вращение на станке или на аналогичном устройстве в направлении стрелки 16 (фиг. 3).
Полоса сначала подается в виде необработанной прямоугольной профильной полосы 17 и затем ГЕроходит две технологические позиции 18, которые воздействуют на
полосу 17 с различных сторон. Каждая технологическая позиция содержит в себе опору для полосы 17 в виде направляющей плапки 19, через которую проходит полоса 17. Эту полосу к направляющей планке 19
прижимают по два направляющих ролика 20, которые установлены по концам направляющей планки. Между направляющими роликами 20 в полосу Г/ врезается фреза 21, состоящая из двух расположенных
друг над другом дисковых фрез 22.
Дисковые фрезы 22 в проходящей полосе 17 вырезают две расположенные друг над другом канавки 13 и 14.
Вместо дисковых фрез можно применять
н другие профилирующие инструменты, например резец. Процесс профилирования можно также осуществлять отдельно от процесса намотки, а ори иамотке использовать заранее профилированный материал.
После нарезания канавок 13 и 14 из полосы 17 получают полосу 4 в соответствии с первый ёарйантом выполнения (фиг. 2а). После выхода из второй техйЬлбгйЧеской позиции 18 (фиг. 3 и 4) полоса 4 преходит
направляюи йй ролик 23, ийейЩий на расстояний; равнОм расстояний) йёЖду г айайками 13 и 14, и аи их вйс&й кольЦбЁЫе пазы 24, с помощью которых прутой И и пруткп 15 йЯматьШаЮтсЙ Оййбврёменно
(фиг. 4). При этом прутки41 и 15, paicnoложеннйё Между витйами полосы 4, обеспечивают необходимое расстояние между отдельными витками. Для получения плотной намотки в осевом направлений и для создания хорощего койтакта прилегающих друг к другу в осевом направлении поверхностей полосы4 или прутков 11 и 15 предусмотрены прижиМные ролики 24-27, из которых прижимной ролик 24 расположен вблизи точки набегания полосы 4 на вал 1, в то время как прижимные ролики 25-27 распределены по периметру первого .
Полоса 4 при намотке на ребро деформируется, однако это не вызывает трудностей, так как она сильно натянута и ее направляют прижимные ролики 25-27. Размеры полосы 4 зависят от размеров кольцевого желоба 7 и от находящихся между желобами распорок. Полоса может иметь, например, высоту 10-12 мм и толщину 2-4 мм. В качестве материала для полосы 4 и прутков 11 и 15 применяют предпочтительно коррозионностойкую сталь.
На фиг. 3 изображена также головка сварочного автомата 28, которая в примере выполнения представлена в виде головки для точечной сварки и осуществляют точечную сварку с заданным щагом. Сварные точки 29 соединяют отдельные витки полосы 4 с прутками 11 и 15.
Прутки можно также соединять с полосами непрерывной сваркой, пайкой или склеиванием.
Формула изобретения
канавками, выполненными с обеих ее сторон в соответствии с количеством прутко18 и их размещением, при этом диаметр прутков больше суммы глубин этих канавок на величину щага между витками полосы.
мотку по крайней мере одной полосы на цилиндрический вал по винтовой линии с заданным щагом, отличающийся тем, что между витка1ми полосы одновременно с
ее намоткой на заданном расстоянии от поверхности вала наматывают по крайней мере один пруток, фиксирующий расстояние между витками полосы и соединённый с полосой.
прутками.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 472717, кл. В 21С 37/26, 1972.
I : 29 ,
1S ri M
