1
Изобретение относится к литейному производству.
Известно устройство для штамповки ,из жидкого металла, содержащее матрицу, телескопический пуансон, состоящий из внешней и внутренней частей. Рабочая полость выполнена в пуансоне 1.
Недостаток этого устройства состоит в том, что пуансон при внедрении в .металл вносит избыточный йоздух, заполняющий его рабочую полость, что способствует образованию в заготовке газоусадочных дефектов.
Целью изобретения, является уменьшение в отливках газоусадочных дефектов.
Это достигается тем, что предлагаемое устройство снабжено узлом противодавления, выполненным в виде гидравлическото™ цилиндра, размещенного во внешней части телескопического пуансона, при этом внутренняя часть связана с поршнем гидравлического цилиндра.
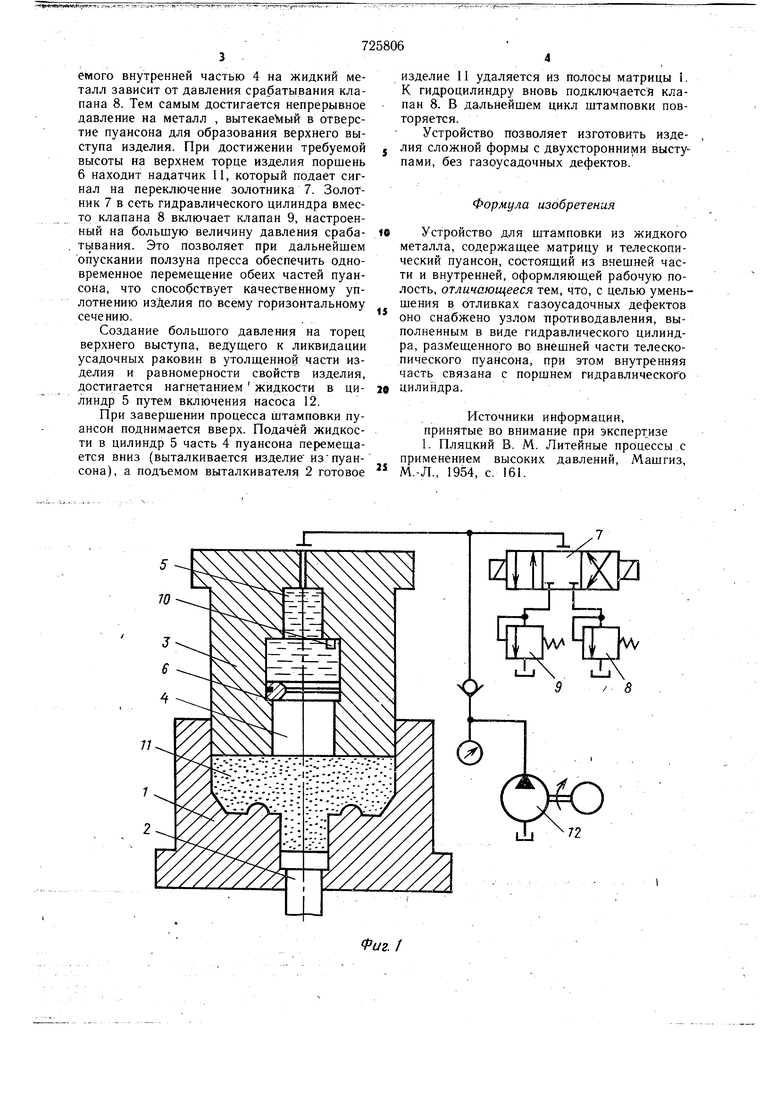
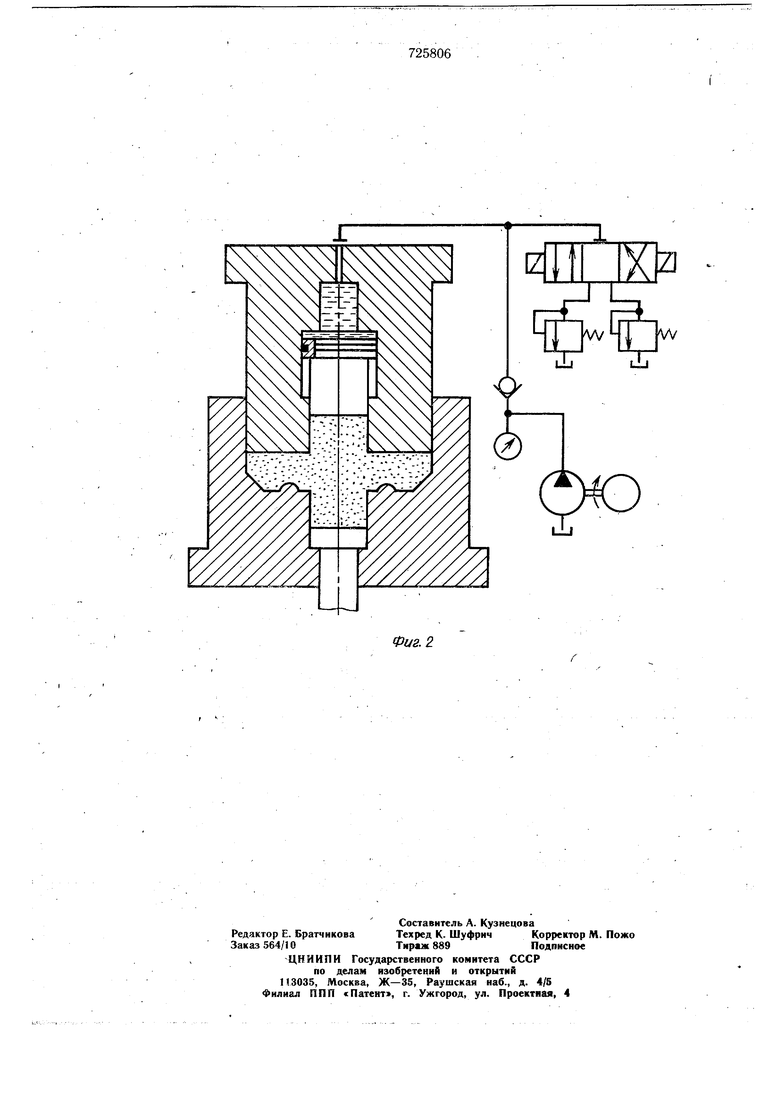
На фиг. 1 представлено предложенное устройство, общий вид; на фиг. 2 - то же, в заключительной стадии процесса.
Устройство содержит матрицу 1 с выталкивателем 2, телескопический пуансон, состоящий из внешней 3 и внутренней 4 частей. Во внешней части 3 пуансона размещен узел противодавления, выполненный в виде гидравлического цилиндра 5, с поршнем 6 которого связана внутренняя часть 4 пуансона. Система управления гидроцилиндра содержит золотник 7 и два предохранительных регулируемых клапана 8 и 9 с различной величиной давления срабатывания. В полости цилиндра 5 установлен датчик 10.
Устройство работает следующим образом.
После заливки жидкого металла в матрицу 1 опускается телескопический пуансон и запирает полость щтампа. Затем начинаетЬя формообразование изделия 11 под действием осевой нагрузки пуансона. Посредством золотника 7 цилиндр 5 подключает клапан 8 с меньщим давлением срабатывания. По мере опускания пуансона жидкий металл вытесняется в отверстие пуансона, в котором размещена, внутренняя часть 4. Часть 4 пуансона под давлением жидкого металла поднимается непрерывно вверх, а жидкость из цилиндра 5 вытекает, через предохранительный клапан 8 на слив. При этом величина усилия противодавления, оказываемого внутренней частью 4 на жидкий металл зависит от давления срабатывания клапана 8. Тем самым достигается непрерывное давление на металл , вытекае 1ый в отверстие пуансона для образования верхнего выступа изделия. При достижении требуемой высоты на верхнем торце изделия поршень 6 находит надатчик 11, который подает сигнал на переключение золотника 7. Золотник 7 в сеть гидравлического цилиндра вместо клапана 8 включает клапан 9, настроенный на большую величину давления срабатьшания. Это позволяет при дальнейшем опускании ползуна пресса обеспечить одновременное перемещение обеих частей пуансона, что способствует качественному уплотнению изделия по всему горизонтальному сечению. Создание большого давления на торец верхнего выступа, ведущего к ликвидации усадочных раковин в утолщенной части изделия и равномерности свойств изделия, достигается нагнетанием жидкости в цилиндр 5 путем включения насоса 12. При завершении процесса штамповки пуансон поднимается вверх. Подачей жидкоети в цилиндр 5 часть 4 пуансона перемещается вниз (выталкивается изделиеиз пу а нсона), а подъемом выталкивателя 2 готовое
725806 изделие 11 удаляется из полосы матрицы 1. К гидроцилиндру вновь подключается клапан 8. В дальнейшем цикл штамповки повторяется. Устройство позволяет изготовить изделия сложной формы с двухсторонними выступами, без газоусадочных дефектов. Формула изобретения Устройство для штамповки из жидкого металла, содержащее матрицу и телескопический пуансон, состоящий из внешней части и внутренней, оформляющей рабочую полость, отличающееся тем, что, с целью уменьщения в отливках газоусадочных дефектов оно снабжено узлом противодавления, выполненным в виде гидравлического цилиндра, размещенного во внешней части телескопического пуансона, при этом внутренняя часть связана с поршнем гидравлического цили1ндра. Источники информации, принятые во внимание при экспертизе 1. Пляцкнй В. М. Литейные процессы с применением высоких давлений, Машгиз, М.-Л., 1954, с. 161.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШТАМПОВКИ ЖИДКОГО МЕТАЛЛА | 1991 |
|
RU2026145C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ИСПОЛЬЗОВАНИЕМ ЖИДКОЙ ШТАМПОВКИ И ГОРЯЧЕЙ ДЕФОРМАЦИИ | 2002 |
|
RU2233728C1 |
| Штамп для штамповки из жидкого металла | 1980 |
|
SU973231A1 |
| Пресс-форма для литья с кристаллизацией под давлением | 1986 |
|
SU1371767A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2006 |
|
RU2324574C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ. | 2013 |
|
RU2563398C2 |
| Способ штамповки из жидкого металла и устройство для его осуществления | 1990 |
|
SU1838043A3 |
| Способ получения полых изделий с фланцем | 1979 |
|
SU874255A1 |
| Многогнездная пресс-форма для жидкой штамповки | 1985 |
|
SU1279745A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕНЧАТЫХ ВАЛОВ | 1971 |
|
SU295598A1 |
fuz. f
