Изобретение относится к литейному производству и может быть использовано для производства заготовок литьем или штамповкой с кристаллизацией под давлением, в особенности из алюминиевых сплавов, преимущественно заготовок поршней для двигателей внутреннего сгорания.
Получение полостных отливок сложной формы требуемого качества с использованием стержней, т.е. обычным путем, весьма затруднительно. Поэтому в настоящее время широко распространена технология литья или штамповки жидкого металла с кристаллизацией под давлением. При этом применяются специальные способы улучшения структуры материала отливок, в частности, путем уменьшения в них газоусадочных дефектов.
Известен способ литья с кристаллизацией под давлением, включающий заливку металла в пресс-форму и прессование затвердевшего металла усилием, возрастающим во времени по линейному закону [1].
Известный способ хотя и повышает качество отливок, но лишь тех, кристаллизация в которых имеет линейный характер. Эффект от применения данного способа резко уменьшается для отливок сложной формы, кристаллизация в которых имеет нелинейный характер, при этом возникает опасность развития трещин.
Известен также способ штамповки жидкого металла, реализуемый устройством, содержащим матрицу и телескопический пуансон, состоящий из внешней части и внутренней части, оформляющий рабочую полость и снабженный узлом противодавления, выполненным в виде гидравлического цилиндра, размещенного во внешней части пуансона, причем внутренняя часть связана с поршнем гидравлического цилиндра. В соответствии с данным способом заливают жидкий металл в матрицу, опускают телескопический пуансон и запирают полость штампа. Вытесняемый пуансоном металл направляют в полость, освобождаемую внутренней частью пуансона, при этом с помощью последней обеспечивают постоянное по величине давление на жидкий металл. По окончании формообразования отливки производят допрессовку отливки, воздействуя одновременно внешней и внутренней частями пуансона на металл отливки [2].
Известный способ предусматривает передачу усилия противодавления не на весь объем отливки равномерно, а лишь на ограниченную его часть. Это составляет нерешенной в целом проблему исключения поверхностных трещин и газоусадочных дефектов.
Способ штамповки жидкого металла, предлагаемый в изобретении, выгодно отличается от известных тем, что с его помощью достигается мелкозернистое затвердевание отлитого металла по всему объему отливки, при этом предпочтительным воплощением изобретения является заливка жидкого металла в матрицу, формообразование отливки под действием осевого усилия пуансона с одновременным поддержанием в полости пуансона гидравлического давления, соответствующего реактивному давлению жидкого металла на поверхность пуансона, допрессовка отливки по всему объему в период кристаллизации путем повышения гидавлического давления в полости пуансона до величины, вызывающей радиальное и осевое перемещение стенок пуансона в пределах упругой деформации, выдержка отливки под этим давлением, сброс давления и удаление отливки из матрицы.
Благодаря тому, что допрессовка отливки в период ее кристаллизации производится равномерно по всему объему отливки, наряду с исключением газоусадочных дефектов существенно снижаются внутренние напряжения в металле отливки, исключающие вероятность возникновения и развития трещин.
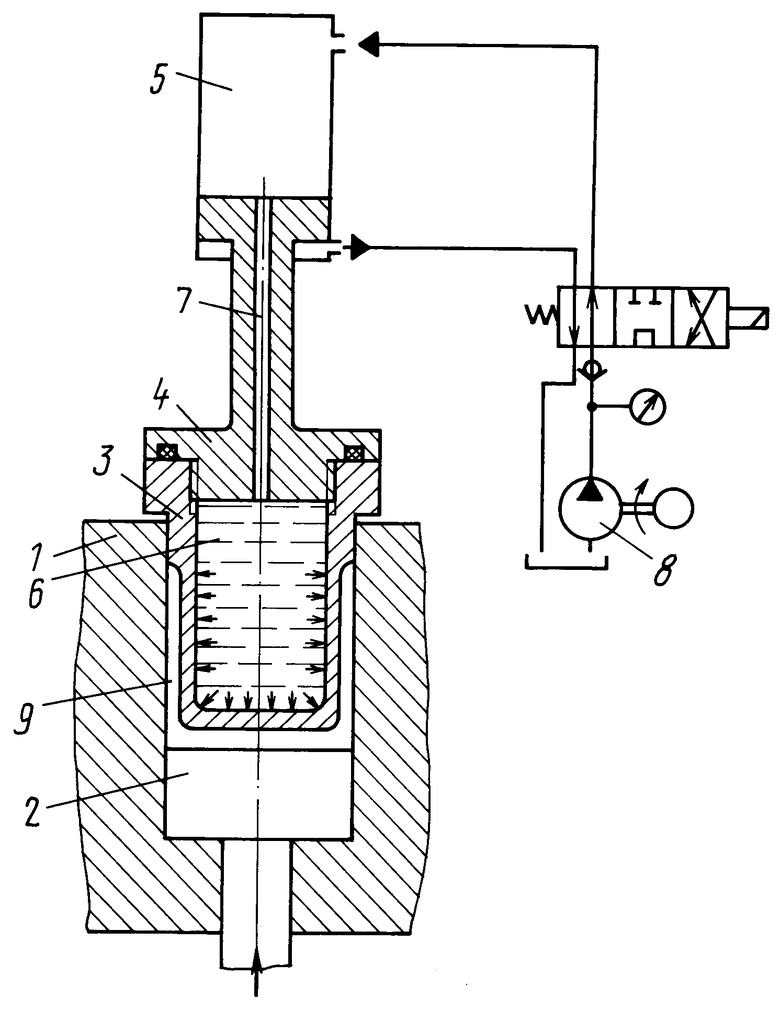
На чертеже изображено устройство, реализующее предлагаемый способ.
Устройство содержит матрицу 1 с выталкивателем 2 и пуансон 3, закрепленный на штоке 4 гидроцилиндра 5. В пуансоне 3 выполнена полость 6, соединенная каналом 7 с рабочей полостью гидроцилиндра 5. Последний подключен к гидросистеме 8, управляющей процессом по соответствующей предлагаемому способу программе и использующей в качестве рабочего тела любую из известных рабочих сред, подходящих для данной цели.
Способ реализуется следующим образом.
Заливают жидкий металл в матрицу 1, опускают пуансон 3 и производят формообразование отливки 9, используя создаваемое гидроцилиндром 5 осевое усилие, при этом в полости 6 пуансона 3 поддерживают давление, соответствующее реактивному давлению жидкого металла на поверхность пуансона 3. В период кристаллизации металла производят допрессовку отливки 9 по всему ее объему путем повышения давления в полости 6 до величины, вызывающей радиальное и осевое перемещения стенок пуансона 3 в пределах упругой деформации стенок пуансона 3. После этого выдерживают такое давление до завершения процесса кристаллизации в отливке 9 и производят сброс давления в полости 6. Затем пуансон 3 поднимают и удаляют отливку 9 из матрицы 1 выталкивателем 2. Таким образом завершают рабочий цикл получения заготовки.
Штамповка жидкого металла с допрессовкой по всему объему отливки позволяет получать отливки с повышенными механическими свойствами за счет упрочнения микроструктуры металла отливки, а это дает возможность снизить при прочих равных условиях массу отливки. Кроме этого, предлагаемый способ позволяет исключить поверхностные трещины и газоусадочные дефекты. Все это оправдывает ожидание отличных технологических свойств заготовки, полученной приведенным способом.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОРШЕНЬ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1996 |
|
RU2101531C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ИСПОЛЬЗОВАНИЕМ ЖИДКОЙ ШТАМПОВКИ И ГОРЯЧЕЙ ДЕФОРМАЦИИ | 2002 |
|
RU2233728C1 |
| СПОСОБ ШТАМПОВКИ ИЗ ЖИДКОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2033309C1 |
| Устройство для штамповки из жидкого металла | 1978 |
|
SU725806A1 |
| Способ жидкой штамповки | 1987 |
|
SU1577916A1 |
| Способ производства поршней двигателей внутреннего сгорания из алюминиевых сплавов | 2018 |
|
RU2674543C1 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ОТЛИВОК | 1991 |
|
RU2040360C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ. | 2013 |
|
RU2563398C2 |
| Способ литья под низким давлением | 1975 |
|
SU522903A1 |
| Многогнездная пресс-форма для жидкой штамповки | 1985 |
|
SU1279745A1 |
Использование: производство заготовок, в особенности из алюминиевых сплавов, преимущественно заготовок поршней для двигателей внутреннего сгорания. Сущность изобретения: в период формообразования отливки в полости пустотелого пуансона поддерживают гидравлическое давление, соответствующее реактивному давлению жидкого металла на поверхность пуансона, а в период кристаллизации отливки производят допрессовку отливки по всему объему повышением гидравлического давления в полости пуансона до величины, вызывающей радиальное и осевое перемещения стенок пуансона в пределах упругой деформации, при этом такое давление удерживают до конца процесса крисстализации. 1 ил.
СПОСОБ ШТАМПОВКИ ЖИДКОГО МЕТАЛЛА, включающий заливку жидкого металла в матрицу, формообразование отливки под действием осевого усилия пустотелого пуансона и одновременное создание в полости пуансона гидравлического давления, кристаллизацию отливки под давлением, сброс гидравлического давления в полости пуансона, а удаление отливки из матрицы, отличающийся тем, что в период формообразования отливки в полости пуансона поддерживают гидравлическое давление, соответствующее реактивному давлению жидкого металла на поверхность пуансона, а в период кристаллизации отливки гидравлическое давление в полости пуансона повышают до величины, вызывающей радиальное и осевое перемещение стенок пуансона в пределах упругой их деформации для допрессовки отливки по всему объему, при этом такое давление удерживают до конца процесса кристаллизации.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для штамповки из жидкого металла | 1978 |
|
SU725806A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
