надежного расстопорения запорного механизма, так как известно, что коэффициент трения покоя вьше коэффициента трения движения. Поэтому для вывода сухарей из заклиненного состояния необходимо приложить на поршень большее усилие, чем в процессе их заклинивания, ввиду того, что заклинивание происходит в движении, а расклинивание в момент, кода сухари и втулка запорного механизма находятся в состоянии покоя. Перемещать поршень пистолета в исходное положение при большем давлении сжатого воздуха, чем в рабочее положение, экономически нецелесообразно
Цель изобретения - получение переменного регулируемого сварочного усилия и повышение надежности пистолета.Это достигается тем, что поверхности клина штока и клиновидной щели выполнены с кpивoлинeйны iи образующими, сепаратор выполнен в виде шайбы со ступенчатым изменением толщины по окружности, в момент расклинивания поочередно взаимодействующей своими ступенями с распорными сухарями, в свою очередь выполненными в виде клиньев, у которых коэффициент тренья с в ну т рённёй поверхностью цилиндра больше, чем коэффициент, трения с поверхностью втулки.
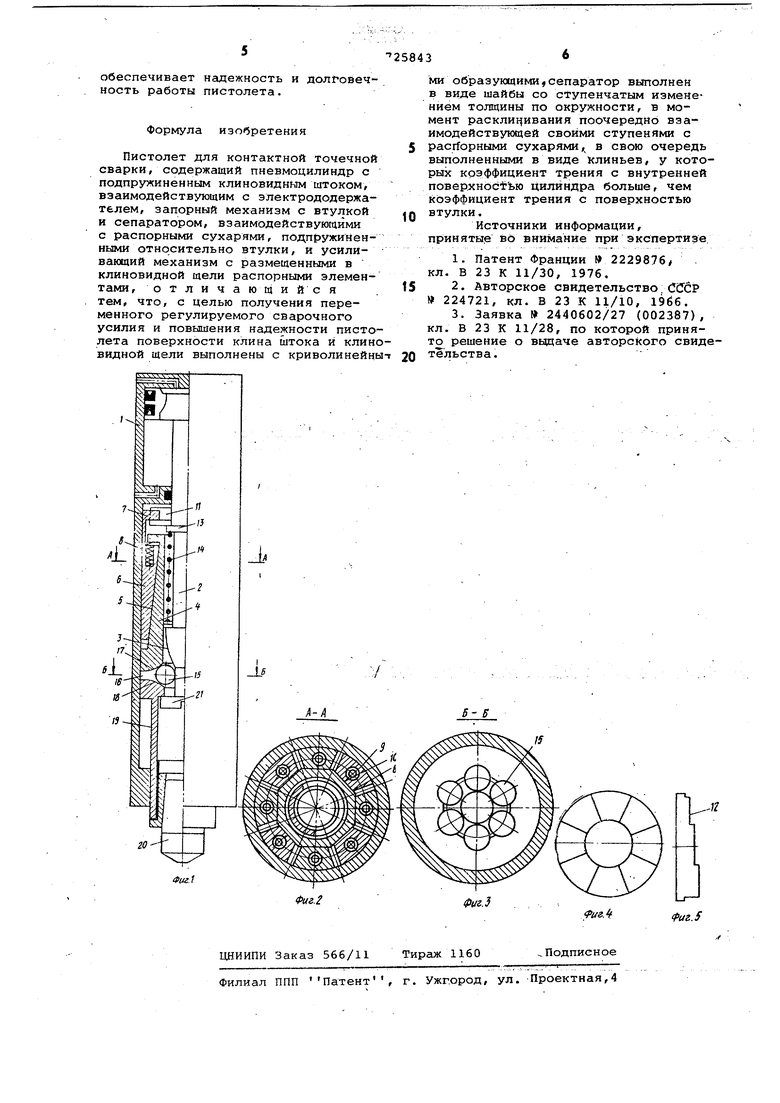
На Фиг. 1 показан пистолет, общий вид с частич|}ым разрезом; на фиг. 2разрез по А-А фиг. 1; на фиг. 3 разрез Б-Б фиг. 1; на фиг. 4 - сепаратор, вид сверху; на фиг. 5 - сепаратор вид в плане.
Пистолет содержит пневмоцилиндр 1 со штоком 2, нижняя клиновидная часть которого выполнена криволинейной образующей 3. Запорный, механизм состоит из втулки 4 с наклонными поверхностями 5, между которыми и внутренней поверхностью пневмоцилиндра 1 установлены клиновидные распорнае сухари б с выступом 7, подпружиненные относительно втулки 4 пружинами 8. Распорные сухари имеют наружную цилиндрическую поверхность 9 и внутреннюю плоскую 10, причем коэффициент трения поверхности 9 выше, чем поверхности 10.
Сепаратор 11 выполнен в виде ступенчатой шайбы, что обеспечивает поочередность взаимодействия ступеней 12 с выступами 7 распорных сухарей в момент расклинивания.
fJTOK 2 снабжен Ьуртом 13, взаимодействующим СО втулкой 4 посредс твом пружины 14.
Усиливающий механизм включает распорные элементы 15, установленные в клиновидной щели 16, образованной криволинейными образующими торца 17 втулки 4 и торца 18 электрододержагеля 19 с электродом 20.
Пистолет работает следующим образом. При подаче сжатого воздуха в поршневую полость шток 2 совместно , с запирающим с усиливающими механизмами опускается в рабочее положение Когда электрод 20 упрется в сваривамую деталь, пружина 14 сжимается, а клиновидная поверхность 3 штока 2 вводит распорные элементы 15 в клинвидную щель 16. При. этом сухари 6, освобождаясь от сепаратора 11, заклнивают втулку 4. Распорные элементы с многократно увеличенным усилием воздействуют на электрододержатель 19. При образовании ядра сварочной точки электрододержатель начнает перемещаться с переменным усилием. При этом характер переменного сварочного усилия определяется криволинейной образующей клиновидной пверхности 3 штока 2 и криволинейными образующими клиновидной щели 1
В зависимости от того, будут ли криволинейные образующие выпуклыми или вогнутьзми соответственно, сварочное усилие будет переменно возрастать рГли. убывать.
Можно выполнить криволинейные образующие и такими, чтобы получить скачкообразное сварочное усилие.
После сварки деталей сжатый воздух подается в штоковую полость, шток 2, перемещаясь в исходное положение, буртом 13 воздействует на сепаратор 11/ который ступенями 12 взаимодействует с сухарями 6 и. поочередно вьшоди.т их из заклиненного состояния, затем выступом 21 увлекает за собой усиливающий и запорный механизмы, при этом распорные элементы 15 под воэдейст.вием пружины 14 возвращаются в исходное положение
Так как коэффициент трения наружной поверхности сухаря больший, чем внутренней, упругая сила корпуса пневмоцилиндра, действующая на заклиненные распорные сухари, создает большее выталкивающее усилие в момент ра.склинивания запорного механизма; заклинивание же запорного механизма происходит более четко и надежно.
Поочередность выбивания.распорных сухарей позволяет использовать одно и то же давление сжатого воздуха для перемещения пистолета в рабочее и исходное положение.
Конструкция пистолета с переменны сварочным усилием создает благоприятные условия для сварки материалов, требующих переменного сварочного усилия, позволяет решить важную задачу по созданию больших и регулируемых усилий при минимальных габаритах, что наиболее актуально при сварке больших толщин, при малом шаге между свариваемьлми точками и рельефной сварке для получения проковки свариваемого изделия, а также
| название | год | авторы | номер документа |
|---|---|---|---|
| Пистолет для контактной точечнойСВАРКи ОРлОВА | 1979 |
|
SU848215A1 |
| Пистолет для контактной точечной сварки | 1977 |
|
SU656768A1 |
| ГОЛОВКА ДЛЯ ТОЧЕЧНОЙ СВАРКИ | 1966 |
|
SU224721A1 |
| Пистолет для контактной точечной сварки | 1984 |
|
SU1186432A1 |
| Механизм подачи сварочной проволоки | 1989 |
|
SU1764883A1 |
| Пистолет для контактной точечной сварки | 1976 |
|
SU654367A1 |
| Пистолет для многоточечной сварочной машины | 1976 |
|
SU573291A1 |
| Электрододержатель для ручной дуговой сварки | 1990 |
|
SU1773633A1 |
| МАШИНА ДЛЯ МНОГОЭЛЕКТРОДНОЙ ТОЧЕЧНОЙ СВАРКИ КОРОБЧАТЫХ КОНСТРУКЦИЙ В ТРУДНОДОСТУПНЫХ МЕСТАХ | 1969 |
|
SU251111A1 |
| Устройство для контактнойТОчЕчНОй СВАРКи | 1978 |
|
SU799928A1 |
