(54) КОНВЕЙЕРНАЯ СИСТЕМА ДЛЯ ТРАНСПОРТИРОВАНИЯ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ
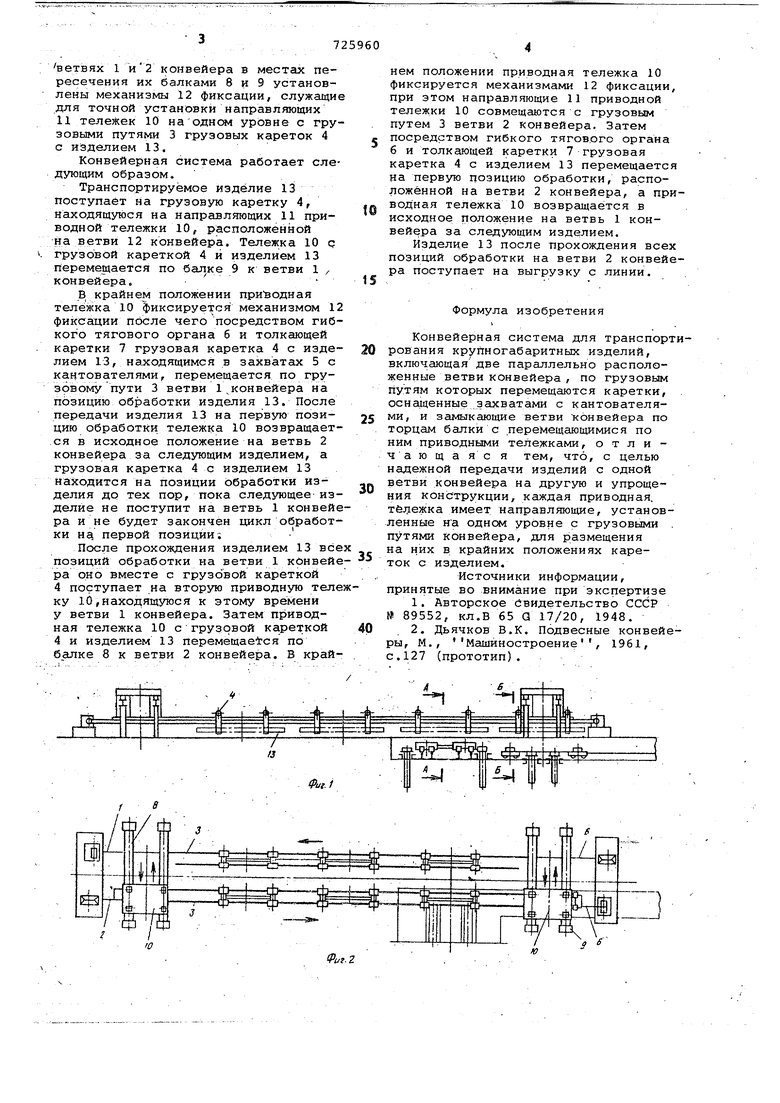
ветвях 1 и2 конвейера в местах пересечения их балками 8 р 9 установлены механизмы 12 фиксации, служащие для точной установки направляющих И тележек 10 на одном уровне с грузовыми путями 3 грузовых кареток 4 с изделием 13.
Конвейерная система работает следующим образом.
Транспортируемое изделие 13 поступает на грузовую каретку 4, находящуюся на направляющих 11 приводной тележки 10, расположенйой на ветви 12 конвейера. Тележка 10 q ГРУЗОВОЙ кареткой 4 и изделием 13 перемещается по балде 9 к ветви 1 конвейера.
В крайнем положении приводная тележка 10 фиксируется механизмом 12 фиксации после чего посредством гибкого тягового органа б и толкающей каретки 7 грузовая каретка 4 с изделием 13, на ходящимся в захватаис 5 с кантователями, перемещается по грузовому пути 3 ветви 1 конвейера на позицию обработки изделия 13. После передачи изделия 13 на первую пози цию обработки тележка 10 возвращается в исходное положение на ветвь 2 конвейера за следующим изделием, а грузовая каретка 4 с изделием 13 находится на позиции обработки изделия до тех пор, пока следующее изделие не поступит на ветвь 1 конвейера и не будет закончен цикл обработки н первой позиции;
После прохождения изделием 13 все позиций обработки на ветви 1 кйнвейера оно вместе с грузовой кареткой 4 поступает на вторую приводную телеку 10,находящуюся к этому времени у ветви 1 конвейера. Затем приводная тележка 10 с грузовой кареткой 4 и изделием 13 перемещаемся по балке 8 к ветви 2 конвейера. В крайнем положении приводная тележка 10 фиксируется механизмами 12 фиксации, при этом направляющие 11 приводной тележки 10 совмещаются с грузовым путем 3 ветви 2 конвейера. Затем посредством гибкого тягов.ого органа б и толкающей каретки 7 грузовая каретка 4 с изделием 13 перемещается на первую позицию обработки, расположённой на ветви 2 конвейера, а приводная тележка 10 возвращается в исходное положение на ветвь 1 конвейера за следующим изделием.
Йзделке 13 после прохождения всех позиций обработки на ветви 2 конвейера поступает на выгрузку с линии.
Формула изобретения
Конвейерная система для транспоррования крупногабаритных изделий, включающая две параллельно расположенные ветви конвейера , по грузовым путям которых перемещаются каретки, оснаденные захватами с кантователями, и замыкающие ветви конвейера по торцам балки с перемещающимися по ним приводными тележками, о т л и ч а ю щ а я с я тем, что, с целью надежной передачи изделий с одной ветви конвейера на другую и упрощения конструкции, каждая приводная, тележка имеет направляющие, установленные на однсм уровне с грузовыми путями конвейера, для размещения на них в крайних положениях кареток с изделием.
Источники информации, принятые во внимание при экспертизе
1,Авторское Свидетельство СССР 89552, кл.В 65 Q 17/20, 1948.
2.Дьячков В.К. Подвесные конвейры, М., Машиностроение, 1961,
с.127 (прототип).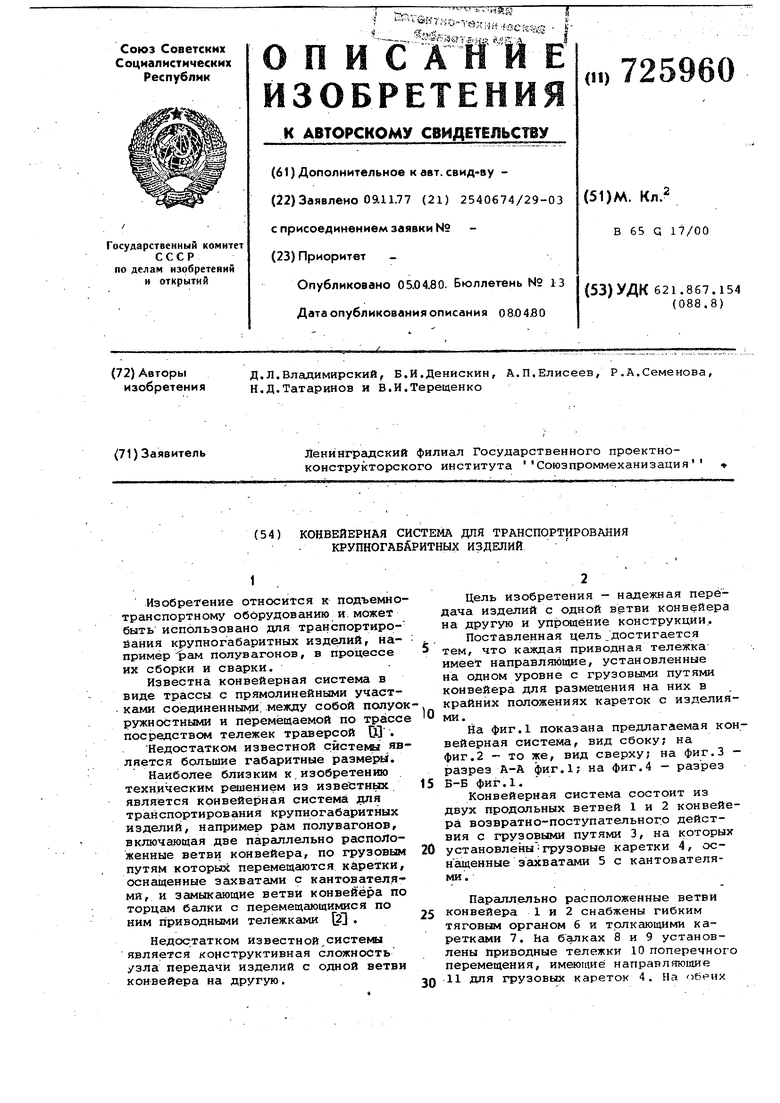
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для перегрузки изделий | 1982 |
|
SU1065316A1 |
| Конвейерное устройство | 1982 |
|
SU1039827A1 |
| Установка для изготовления керамических изделий | 1975 |
|
SU629073A1 |
| Устройство для навешивания и съема грузовых подвесок с тележки толкающего конвейера | 1977 |
|
SU740641A1 |
| Подвесной талкающий конвейер для поточного нанесения покрытий на изделия | 1973 |
|
SU549386A1 |
| Автоматическая линия формирования садки кирпича на печной вагонетке | 1983 |
|
SU1178604A1 |
| Конвейерная система для транспортирования колесных транспортных средств | 1987 |
|
SU1425148A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1970 |
|
SU358906A1 |
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| ГОРИЗОНТАЛЬНО ЗАМКНУТЫЙ ТЕЛЕЖЕЧНЫЙ КОНВЕЙЕР | 1991 |
|
RU2013330C1 |

12
