лярном поверхности профиля заготовок, сна чайавьшуклостью наружу, а затем внутрь по ходу движения заготовки.
Полуцилиндркческие заготовки получаются с одинаковым или близким по своей величине размером профиля по концам при изменениях механических свойств листа благодаря тому, что при определенной7сТепени знакопеременной продольной упруго-пластической деформации изгиба кромокдости гаётся одинаковая величина пружинения после деформации для максимальных и минимальных значений предела текучести исходного металла листов.
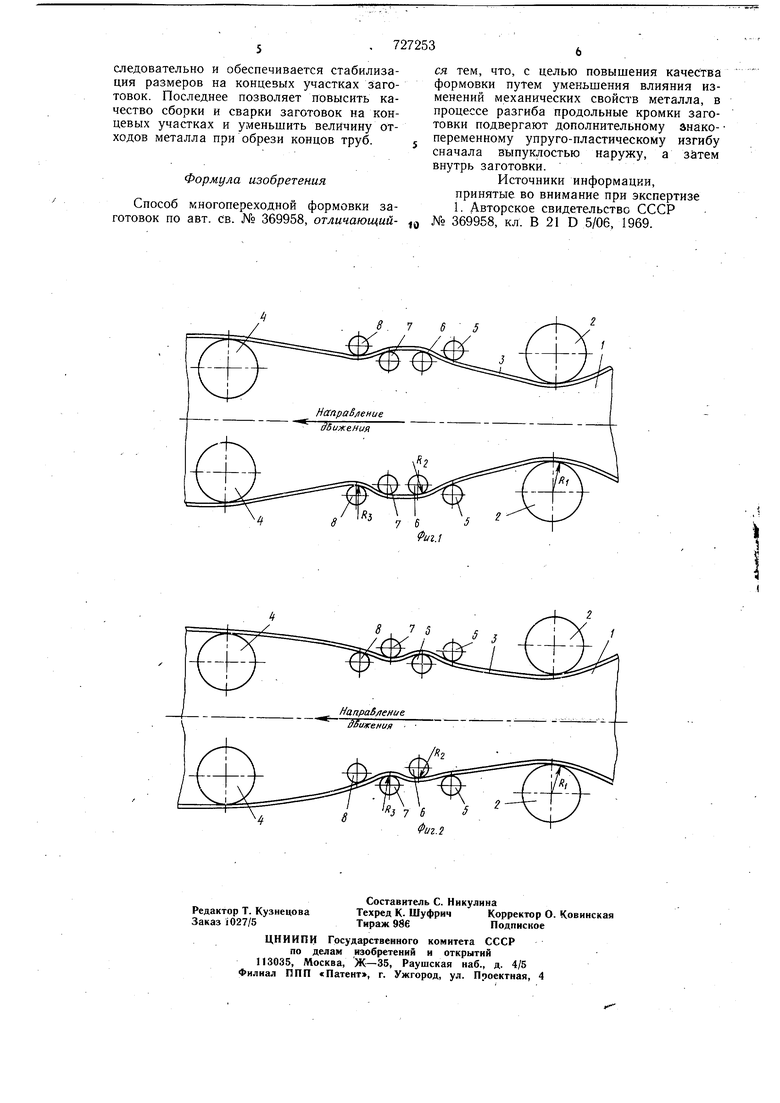
На фиг. 1 и 2 представлены два вариан та практического осуществления предложенного способа формовки.
Способ заключается в следующем. Производят поперечный гиб трубной заготовки 1 в валках 2 клети до угла, превыщающегЬ заданный (более 180°), при
этом продольные кромки 3 заготовки неизбен но искривляются внутрь заготовки до некоторой кривизны - и выпрямляются (R - радиус изгибающего валка 2).
Далее, трубную заготовку 1 разгибают на участке между валками 2 и 4 до угла, меньЩё заданного на величину пружинения в г оперечном направлении, и одновременно принудительно изгибают ее кромки 3 сначала в паре валков 5 и 6 выпуклостью наружу до кривизны - , а затем во второй паре валков 7 и 8 внутрьзаготовки
до кривизны -щ- , при которой величина пружинения в продольном направлении после знакопеременной упруго-пластической деформации изгиба кромок будет одинакова для максимальных (бмАка) и минимальных значений (бмин ) предела текучести металла заготовки.
Необходимые для стабилизации размеров профиля заготовок радиусы продоль ffOto упруго-пластического изгиба кромок 1лб5кйЪ рассчйтЫвать nd следующим завийймосТям:
п ЕЬ.
К| (6mia-i- bi«iii)
р , .
3Kj,{6 «Kt+6.Mj
Kj,t вилке ом«и1
где КгиКэ - радиусы кривизны при изгибе кромок соответственно выпуклостью наружу и внутрь заготовки; Е - модуль упругости металла; h - толщина стенки заготовки; ЬМА,№ и бмин - соответственно максимальное и минимальное значения предела текучести в фактическом диапазоне разброса механических свойств исходного металла листов;
К и /(а- коэффициенты, учитывающие упрочнение металла в процессе деформации, степень деформации и др. Для низколегированных сталей, которые в настоящее время применяются при производстве труб больщого диаметра К} - 1,8-2,2,,5-0,9. На непрерывном валковом стане проведена опытная формовка полуцилиндрических заготовок для труб диаметром 1220 мм с толщиной стенки 12 мм из партии листов стали 17Г1С. Колебания значений предела текучести металла листов находятся в пределах 36-48 кгс/мм2, т. е. бмвд 48кгс/мм
O бмии 36 КГС/ММ.
Вначале был испУтан известный способ многопереходной формовки по авт. св. № 369958, т. е. в непрерывном валковороликовом стане заготовку формовали на угол 252°, затем разгибали до угла 151°
и получали заготовку с углом заформовки5 близким к 180°. При таком способе формовки обеспечивается стабильность размеров только средней части заготовок. Изменение диаметра (расстояние между кромками) в средней части заготовок при всем диапазоне изменения механических свойств не пре- . выщает 10 мм (размер по диаметру составлял 1215-1225 мм), что обеспечивает качественную сборку и сварку только средней части заготовок. На концевых участках заJ готовок диаметр изменяется в пределах от 1210 до 1260 мм, т. е. диапазон изменения профиля со диаметру составляет 50 мм, что не позволяет произвести качественную сборку и сварку концевых участков в связи с образованием при сборке и сварке заготовок превыщений кромок, зазоров между ними и разрывов технологических щвов.
При проведении испытаний предлагаемого способа в процессе разгибки заготовок был осуществлен дополнительный непрерывный знакопеременный изгиб кромок в направлении, перпендикулярном поверхности профиля заготовок, сначала выпуклостью наружу, а затем внутрь заготовки до радиусов кривизны соответственно 1620 мм и 4000 мм. Радиусы кривизны рассчитывались по выщелриведенным зависимостям.
В результате при указанном разбросе механических свойств исходного металла листов (12 кгс/мм) удалось снизить диапазон изменения размеров профиля на концевых участках по диаметру с 50 до 10-15 мм, что обеспечивает качественную сборку и сварку заготовок.
Таким образом, предлагаемый способ позволяет уменьщить влияние изменений механических свойств металла листов на качество концевых участков формуемых заготовок. Это обуславливается тем, что после выхода из разгибочной клети в сформованных трубных заготовках отсутствуют моменты
внутренних сил, способные вызвать искривление кромок на концевых участках, так как происходит уравновещивание остаточных напряжений при разбросе механических свойств исходного металла заготовок, а
следовательно и обеспечивается стабилизация размеров на концевых участках заготовок. Последнее цозволяет повысить качество сборки и сварки заготовок на концевых участках и уменьшить величину отходов металла при обрези концов труб.
Формула изобретения
Снособ многопереходной формовки заготовок по авт. св. № 369958, отличающийся тем, что, с целью повышения качества формовки путем уменьшения влияния изменений механических свойств металла, в процессе разгиба продольные кромки заготовки подвергают дополнительному знако- переменному упруго-пластическому изгибу сначала выпуклостью наружу, а затем внутрь заготовки.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 369958, кл. В 21 D 5/06, 1969.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления сварных прямошовных труб из титановых сплавов | 2016 |
|
RU2638476C1 |
| СПОСОБ ПРОИЗВОДСТВА ПРЯМОШОВНЫХ СВАРНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2020 |
|
RU2756090C1 |
| Способ изготовления сварных труб | 1988 |
|
SU1516164A1 |
| Способ правки длинномерных заготовок с плоскими поверхностями | 1990 |
|
SU1779430A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ГРАНИЧНЫХ УСЛОВИЙ И КРИТЕРИЕВ ФОРМООБРАЗОВАНИЯ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 2006 |
|
RU2336135C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2011 |
|
RU2486981C1 |
| Способ производства электросварных труб | 1986 |
|
SU1353548A1 |
| Способ изготовления сварных замкнутых профилей | 1989 |
|
SU1764907A1 |
| Способ изготовления сварных цилиндрических изделий | 1980 |
|
SU910274A1 |
| СПОСОБ ОКОНЧАТЕЛЬНОЙ ФОРМОВКИ ТРУБ БОЛЬШОГО ДИАМЕТРА ИЗ U-ОБРАЗНОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2340422C2 |
иг.
