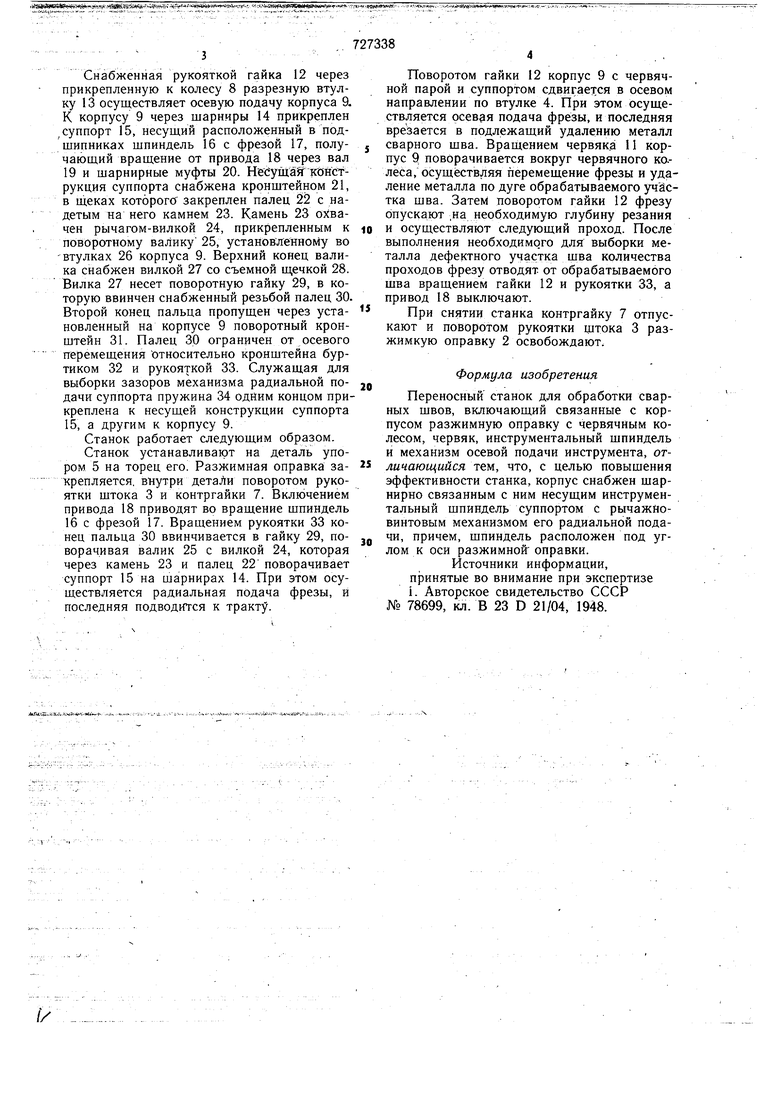
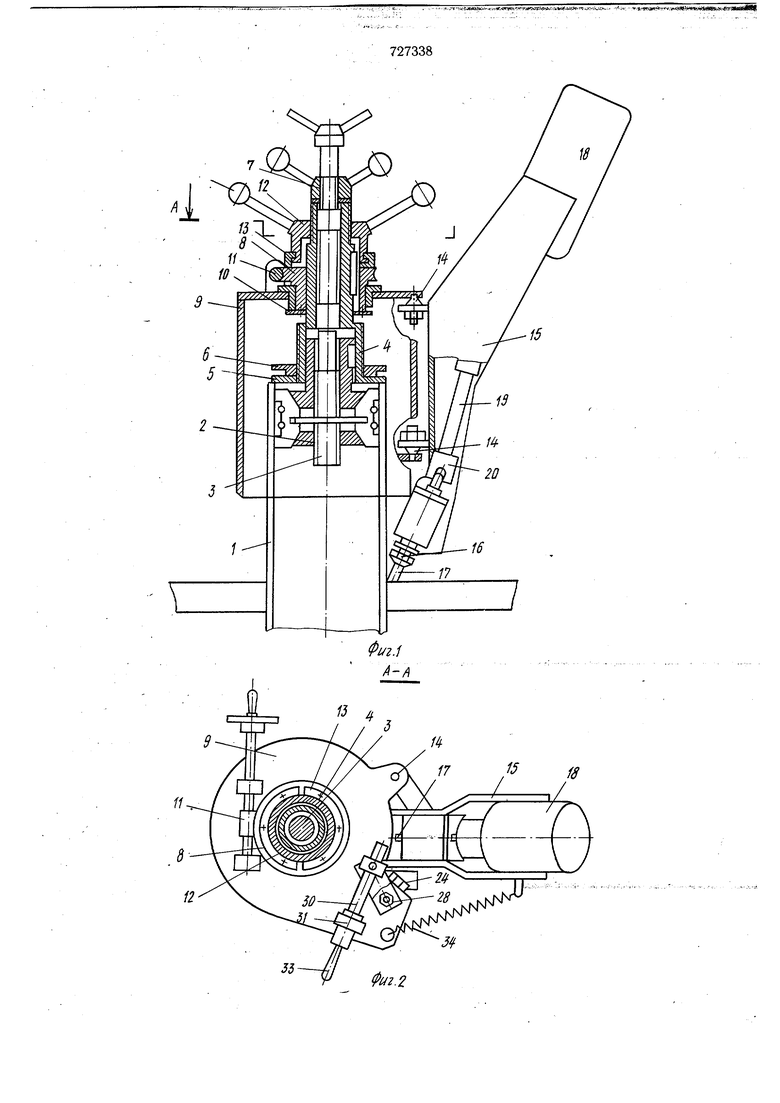
(54) ПЕРЕНОСНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ СВАРНЫХ ШВОВ Снабженная рукояткой гайка 12 через прикрепленную к колесу 8 разрезную втулку 13 осуществляет осевую подачу корпуса 9. К корпусу 9 через шарниры 14 прикреплен суппорт 15, несущий расположенный в подшипниках шпиндель 16 с фрезой 17, получающий вращение от привода 18 через вал 19 и шарнирные муфты 20. НёСущаяг конструкция суппорта снабжена кронштейном 21, в щеках которого закреплен палец 22 с надетым на него камнем 23. Камень 23 охвачен рычагом-вилкой 24, прикрепленным к поворотному валику 25, установленному во -втулках 26 корпуса 9. Верхний конец валика снабжен вилкой 27 со съемной щечкой 28. Вилка 27 несет поворотную гайку 29, в которую ввинчен снабженный резьбой палец 30. Второй конец пальца пропущен через установленный на корпусе 9 поворотный кронштейн 31. Палец ЗР ограничен от осевого перемещения относительно кронштейна буртиком 32 и рукояткой 33. Служащая для выборки зазоров механизма радиальной подачи суппорта пружина 34 одним концом прикреплена к несущей конструкции суппорта 15, а другим к корпусу 9. Станок работает следующим образом. Станок устанавливают на деталь упором 5 на торец его. Разжимная оправка закрепляется, внутри детаЛи поворотом рукоятки щтока 3 и контргайки 7. Включением привода 18 приводят во вращение щпиндель 16 с фрезой 17. Вращением рукоятки 33 конец пальца 30 ввинчивается в гайку 29, поворачивая валик 25 с вилкой 24, которая через камень 23 и палец 22 поворачивает суппорт 15 на шарнирах 14. При этом осуществляется радиальная подача фрезы, и последняя подводится к тракту.
727338 Поворотом гайки 12 корпус 9 с червячной парой и суппортом сдвигается в осевом направлении по втулке 4. При этом осуществляется осевая подача фрезы, и последняя врезается в подлежащий удалению металл сварного щва. Вращением червяка 11 корпус 9 поворачивается вокруг червячного ко.леса, осуществляя перемещение фрезы и удаление металла по дуге обрабатываемого учйстка щва. Затем поворотом гайки 12 фрезу опускают ,на необходимую глубину резания и осуществляют следующий проход. После выполнения необходимого для выборки металла дефектного участка щва количества проходов фрезу отводят от обрабатываемого щва вращением гайки 12 и рукоятки 33, а привод 18 выключают. При снятии станка контргайку 7 отпускают и поворотом рукоятки щтока 3 разжимкую оправку 2 освобождают. Формула изобретения Переносный станок для обработки сварных щвов, включающий связанные с корпусом разжимную оправку с червячным колесом, червяк, инструментальный щпиндель и механизм осевой подачи инструмента, отличающийся тем, что, с целью повыщения эффективности станка, корпус снабжен щарнирно связанным с ним несущим инструментальный щпиндель суппортом с рычажйовинтовым механизмом его радиальной подачи, причем, щпиндель расположен под углом к оси разжимной оправки. Источники информации, принятые во внимание при экспертизе i. Авторское свидетельство СССР № 78699, кл. В 23 D 21/04, 1948.
JJ
727338
Фи2.2
«-f
| название | год | авторы | номер документа |
|---|---|---|---|
| Переносный станок для обработки сварных швов | 1977 |
|
SU636060A1 |
| Переносный фрезерный станок | 1979 |
|
SU806291A1 |
| ШЛИЦЕФРЕЗЕРНЫЙ СТАНОК | 1973 |
|
SU369987A1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| Устройство к токарному станку для нарезания глобоидных червяков | 1980 |
|
SU944826A1 |
| Станок для намотки электрических катушек | 1956 |
|
SU107471A1 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| Устройство для зачистки сварных швов | 1989 |
|
SU1691040A1 |
| СТАНОК ДЛЯ ФРЕЗЕРОВАНИЯ ВНУТРЕННЕЙ РЕЗЬБЫ | 1973 |
|
SU376190A1 |
| Токарный многооперационный станок | 1985 |
|
SU1321526A1 |
JJ
9
22
П
