Изобретение относится к электрической контактной стыковой сварке омедненных алюминиевых проволок. Известны способы электрической стыковой контактной сварки омедненных алюминиевых проволок, ставящие основной своей целью сохранение целостности медного покрытия в зоне стыка. В соответствии с ними либо в одном из соединяемых концов высверливается отверстие, другой протачивается и вставляется в него, а затем соединение обжимается взрывом 1, либо на стык, полученный любым известным способом и механически обработанный после сварки, одевают медную втулку, которую затем обжимают взрывом 2. Однако, зти способы не обеспечивают гарантированной волочимости соединений и весьма трудоемки, либо вообще не указывают способа соединения, обеспечивающего волочимость. В ряде случаев, особенно при волочении проволоки допустимо местное нарущенйе целостности медного покрытия, так как .такие участки вырезаются после волочения. Опыты показывают, что в этом случае контактная стыковая сварка на известных режимах не обеспечивает получения доброкачественных соединений изгза частичного деформирования медного покрытия внутрь стыка, препятствующего соединению алюминия и образующего хрупкие прослойки Си и . предварительное снятие покрытия с зоны соединения механической обработкой трудоемко, не исключает возможности попадания меди в стык и низкопроизводительно. Наиболее близким к предложенному является способ контактной стыковой сварки, при котором в процессе осадки деформируют свариваемые детали сжатием при включенном сварочном токе 3. Однако, использование данного способа применительно к сварке омедненных алюминиевых проволок не дает качественного сварного соединения. Целью изобретения является создание способа электрической контактной стыковой сварки омедненных алюминиевых проволок, при котором соединения выдерживают волочение. При этом обеспечивается высокая производительность процесса.
Для достижения этой цели омедненные алюминиевые проволоки с неснятым медным покрытием соединяют сваркой сопротивлением на таком режиме, при котором вначале вь1ступающ.ие из зажимов концы деталей деформируют при включенном сварочном токе таким образом, чтобы они образовывали конуса, сложенные основаниями.
Деформирование продолжают до тех пор, пока не появятся надрывы в медном покрытии. Затем удельное усилие осадки устанавливают равным 0,2-0,6 кгс/мм и продолжают нагрев тем же тОком До появ.ления наплывов расплавленного алюминия в стыке.
Способ осуществляется следующим образом.
К деталям, зажатым в зажимах машины для стыковой сварки сопротивлением с исходным расстоянием между зажимами 3-4 диаметра свариваемых проволок, прикладывают усилие осадки с удельным значением 2-5 кгc/мм и включают сварочный ток. Детали нагреваются и деформируются в виде конусов, сложенных основаниями. Это усилие осадки поддерживают неизменным, пока не образуются продольные надрывы в покрытии. Затем усилие осадки резко снижают до удельных значений 0,2-0,6 кгс/мм,
а нагрев продолжают дольще, в результате чего из стыка по надрывам выдавливается расплавленньш. алюминий.
Значение удельного усилия осадки на конечном этапе осадки выбирают из услоВИЯ деформирования сердечника лишь после расплавления алюминия. Уменьщение удельного усилия осадки на этом этапе ниже 0,2 кгс/мм ведет к выплескам, а увеличение свыще 0,6 кгс/мм ведет к деформации
j сердечника в пластичном состоянии и, тем самым, к резкому снижению качества соединения.
Осадка под этим пониженным усилием производится до тех пор, пока в стыке не появятся наплывы расплавленного алюминия, .после чего ток выключают и сварку прекращают. К этому моменту соединения приобретают прочность и пластичность, обеспечивающие волочение.
Способ может быть реализован комбинацией пневматического и пружинного приводов осадки, причем в Первой стадии процесса на детали воздействуют оба привода одновременно, а во второй - только пружинный.
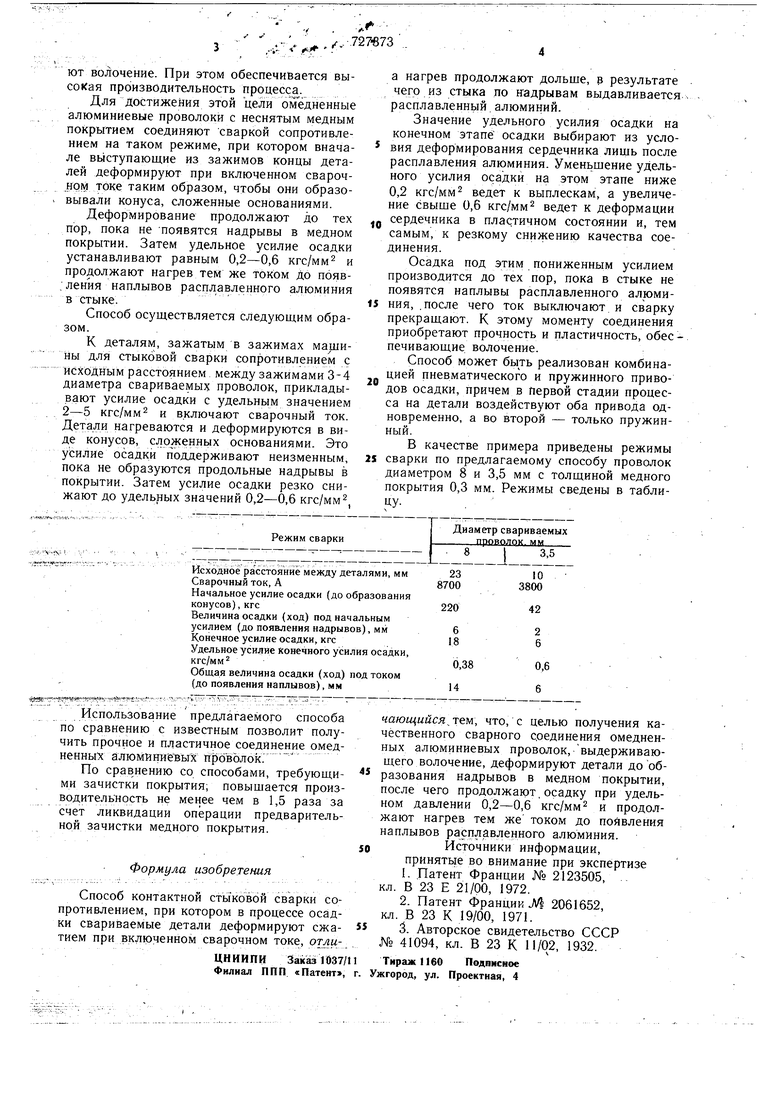
В качестве примера приведены режимы
J сварки по предлагаемому способу проволок диаметром 8 и 3,5 мм с толщиной медного покрытия 0,3 мм. Режимы сведены в таблицу-. 
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контактной стыковой сварки биметаллических изделий | 1982 |
|
SU1082584A1 |
| Способ контактной стыковой сварки сопротивлением | 1986 |
|
SU1409430A1 |
| Способ контактной стыковой сварки сопротивлением | 1973 |
|
SU542603A1 |
| Способ холодной сварки и устройство для его осуществления | 1977 |
|
SU742081A1 |
| Способ дуговой сварки неплавящимся электродом | 1981 |
|
SU1183320A1 |
| Способ высокочастотной стыковой сварки | 1980 |
|
SU893462A1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ ПОЛОС | 2008 |
|
RU2377106C1 |
| Способ дуговой сварки плавящимся электродом | 1978 |
|
SU1459849A1 |
| Устройство для дуговой сварки плавящимся электродом | 1977 |
|
SU1089856A1 |
| Зажимное устройство машины для контактной стыковой сварки | 1977 |
|
SU733910A1 |
