1 .
Устройство относится к сварочной технике и может быть использовано, главным образом, при одновременной сварке продольных швов замкнутых профилей переменной формы, например конических трубок.
Известны устройства для зажатия и осадки,, используемые при сварке продольных стыков, содержащие зажимные губки с параллельным или радиальным ходом подвижной губки 1.
В подобных устройствах имеет место проскальзывание изделия относительно губок. Это явление возникает вследствие того, что губки в подобных устройствах не имеют поворота совместно со свариваемым изделием, так как они либо не имеют возможности поворота, либо центр поворота не совпадает.
Известно устройство машины для контактной стыковой сварки продольных стыков изделий с замкнутым профилем, содержащее охватывающие неподвижную губку и подвижную, выполненную в виде плиты и смонтированной на ней на опорах качения обой1мы 2.
Однако устройство не обеспечивает стабиль -иости и равномерности величины осадки при изготовлении конических трубок.
С целью устранения этих недостатков плита подвижной губки устройства выполнена ступенчатой, а ее обойма выполнена из отдельных элементов, высота каждого из которых соответствует профилю ступенчатой плиты в данном сечении.
Соотношение радиусов поверхностей опор качения в различных сечениях выбрано при этом из соотношения
Т 1-С05(Лос|Р)
кГ
2 -c05 Сй.ос(в
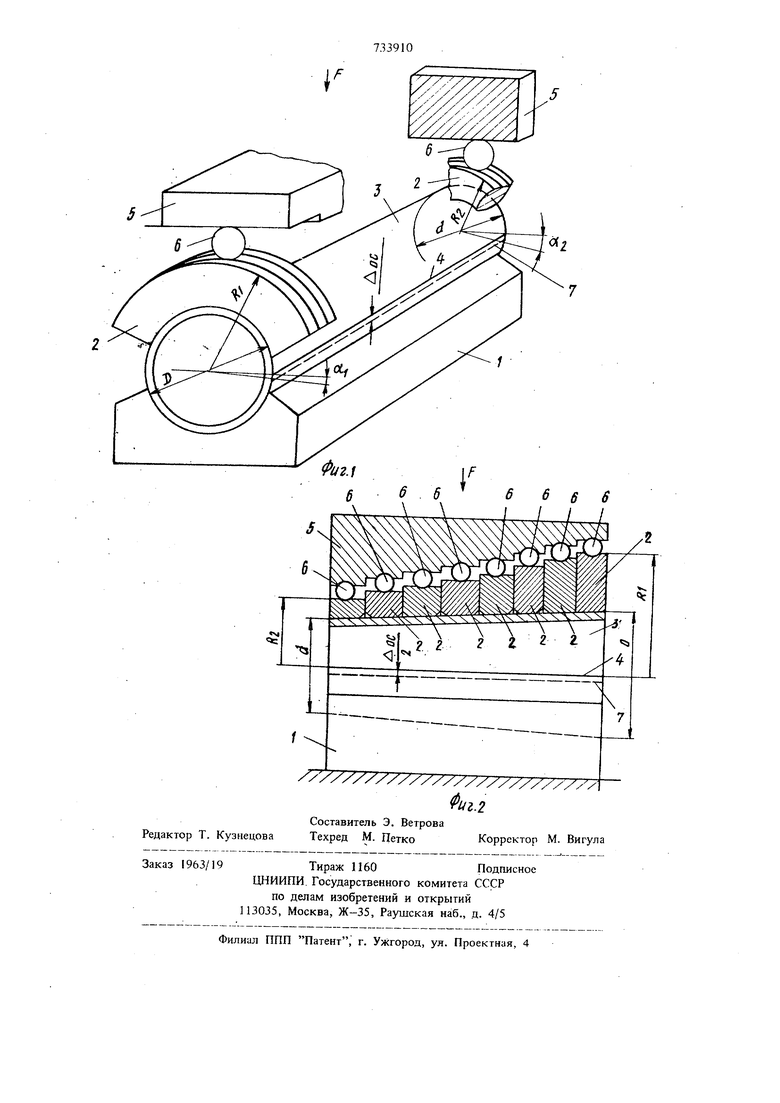
где RI и Вз - радиусы поверхностей опор качения в сечениях с диаметрами с.ечения изделия соответственно Д и d, AQQ- величина осадки. На фиг. 1 изображено предлагаемое устройство; на фиг 2 - то же, вид F на фиг. 1. Между неподвижной губкой 1 и подвижной губкой 2, состоящей из нескольких тементов, зажато свариваемое изделие 3 со стыком 4, подлежащим сварке. Каждый элемент губки 2 зажимает изделие 3 самостоятельно за счет усилия (F), передаваемого приводом зажатия через ступенчатую Ш1иту 5 и шарики 6. Количество шариков.6 равно числу эле- ментов губки 2. В сборе поверхность подвижно губки, обращенная к свариваемой детали повторяет форму этой детали. Линия 7 - положение стыка после сварки.
Расстояние между исходным и конечным положениями стыка равно, как известно,
- . ,
половине полной величины осадки
RI и Rj - радиусы поверхностей опор качения, а «1 и ttj - углы поворота линии стыка относительно оси трубки на ее концах, где ее радиальные размеры соответственно обозначены D и d.
В исходном положении при зажатой конической трубке 3. центры шариков 6- и ось трубки 3 лежат в одной вертикальной плоскости. Общее число элементов губок практически выбирается из условия, чтобы осевой размер каждой части ее был равен 10-20 мм Устройство работает следующим образом. Усилие осадки (F) привода зажатия передается через ступенчатую плиту 5, шарики 6 и каждый элемент подвижной губки 2 на свариваемое изделие 3, прижимая его к неподвижной губке 1.
Во время осадки верхняя часть свариваемого изделия 3 перемещается в зажатом состоянии элементами подвижной губки 2. Детали 2, 5, 6 представляют собой подшипники качения, элементы губки 2 не связаны междусобой и перемещаются вне зависимости друг . от друга вместе с верхней половиной сваривамого изделия, обеспечивая при этом надежное зажатие изделия при обеспечении требуемо го хода осадки. После окончания осадки и сварки элементы губки 2 размыкаются и возвращаются в исходное состояние упругими элементами (на чертеже не показаны).
При изготовлении устройства в предлагавмом варианте сначала выбирают минимальный радиус Rj из условия достаточной прочности
элемента губки 2. Остальные части губки будут иметь большие размеры. Например, для губок на концах конической трубки с достаточной точностью для малых углов поворота Pj 1-С05(ос|1)
Pj -co5 (Лос l)
Таким образом обеспечивается постоянство осадки любого элемента стыка при параллельном ходе плиты S привода сжатия, без проскальзывания губок относительно свариваемого изделия.
Формула изобретения
1.Зажимное устройство машины для контактной стыковой сварки продольных стыков изделий с замкнутым профилем, содержащее охватывающие изделие неподвижную губку и подвижную, выполненную, в виде плиты и смотированной на ней на опорах качения обоймы отличающееся тем, что, с целью обеспечения стабильности и равномерности величины осадки при изготовлении конических трубок, плита подвижной губки устройства выполнена ступенчатой, а обойма выполнена
из отдельных элементов, высота каждого из которых соответствует профилю ступенчатой плиты в данном сечении.
2.Устройство по п. 1, о т л и ч а ю щ е с я тем, что соотношение радиусов поверхностей опор качения в различных сечениях выбрано из соотношения
Jgj,|-cos(A.oc|D) (-cos(Aoc|d)
где RI и Rj - радиусы поверхностей опор
качения в сечениях с диамерами сечения изделия соответственно D и d, величина осадки. Источники информации. Принятые во внимание при .экспертизе
1.Кабанов Н. С. Сварка на контактных машинах, Высшая школа, М., 1973, с. 122.
2.Авторское свидетельство СССР № 426773, кл. В 23 К 11/04, 1972, (прототип).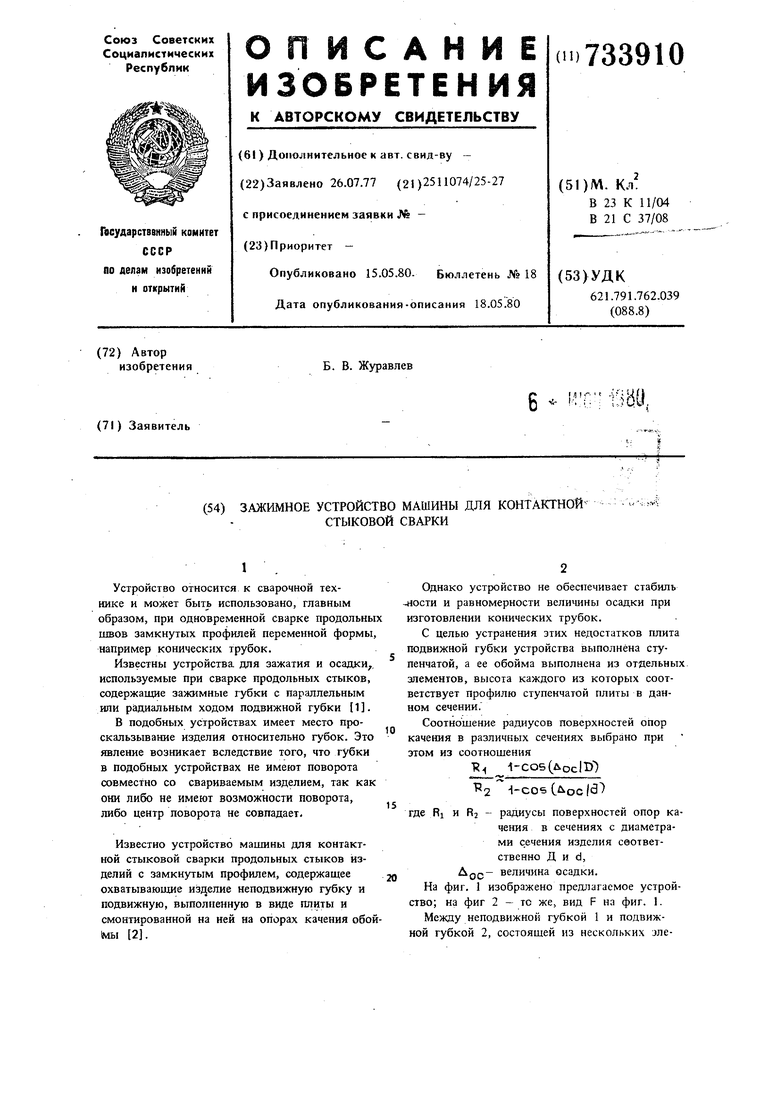
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной стыковой сварки | 1988 |
|
SU1608028A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1970 |
|
SU263775A1 |
| Зажимное устройство машины для контактной стыковой сварки изделий замкнутой формы | 1981 |
|
SU1030123A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 1998 |
|
RU2186664C2 |
| УСТАНОВКА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИПРОВОДОВ | 1968 |
|
SU206749A1 |
| Способ холодной сварки и устройство для его осуществления | 1977 |
|
SU742081A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ С ПРЕДВАРИТЕЛЬНЫМ ПОДОГРЕВОМ ИЗДЕЛИЙ КОЛЬЦЕВОГО ЗАМКНУТОГО ПРОФИЛЯ КОМПАКТНОГО СЕЧЕНИЯ | 2010 |
|
RU2424093C1 |
| Зажимное устройство машины для контактной стыковой сварки | 1988 |
|
SU1655707A1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ С ПРЕДВАРИТЕЛЬНЫМ ПОДОГРЕВОМ ИЗДЕЛИЙ КОЛЬЦЕВОГО ЗАМКНУТОГО ПРОФИЛЯ КОМПАКТНОГО СЕЧЕНИЯ | 2010 |
|
RU2434725C1 |
| Устройство для контактной стыковой сварки многопроволочных изделий | 1981 |
|
SU990454A1 |